车身尺寸链计算的概念和基础
- 格式:ppt
- 大小:6.56 MB
- 文档页数:28
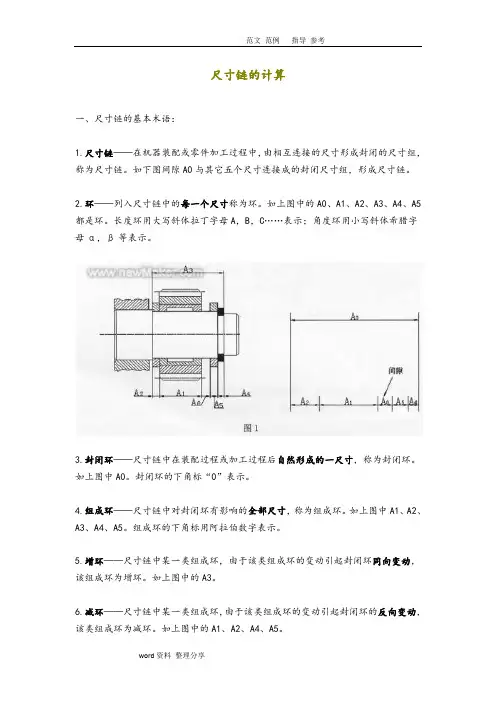
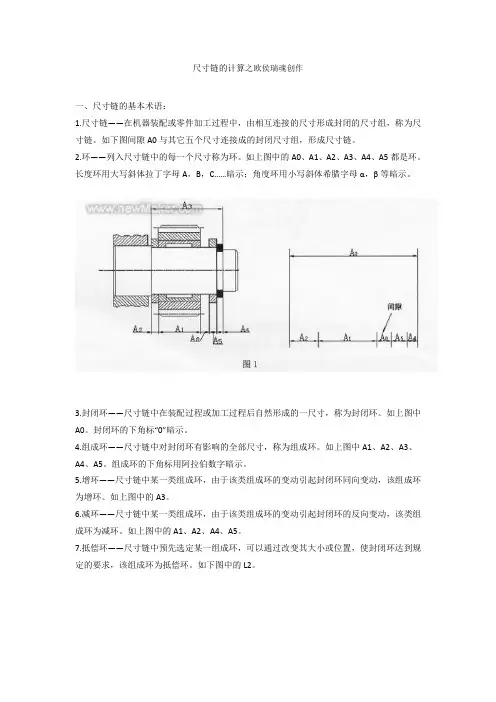
尺寸链的计算一、尺寸链的基本术语:1.尺寸链——在机器装配或零件加工过程中,由相互连接的尺寸形成封闭的尺寸组,称为尺寸链。
如下图间隙A0与其它五个尺寸连接成的封闭尺寸组,形成尺寸链。
2.环——列入尺寸链中的每一个尺寸称为环。
如上图中的A0、A1、A2、A3、A4、A5都是环。
长度环用大写斜体拉丁字母A,B,C……表示;角度环用小写斜体希腊字母α,β等表示。
3.封闭环——尺寸链中在装配过程或加工过程后自然形成的一尺寸,称为封闭环。
如上图中A0。
封闭环的下角标“0”表示。
4.组成环——尺寸链中对封闭环有影响的全部尺寸,称为组成环。
如上图中A1、A2、A3、A4、A5。
组成环的下角标用阿拉伯数字表示。
5.增环——尺寸链中某一类组成环,由于该类组成环的变动引起封闭环同向变动,该组成环为增环。
如上图中的A3。
6.减环——尺寸链中某一类组成环,由于该类组成环的变动引起封闭环的反向变动,该类组成环为减环。
如上图中的A1、A2、A4、A5。
7.补偿环——尺寸链中预先选定某一组成环,可以通过改变其大小或位置,使封闭环达到规定的要求,该组成环为补偿环。
如下图中的L2。
二、尺寸链的形成为分析与计算尺寸链的方便,通常按尺寸链的几何特征,功能要求,误差性质及环的相互关系与相互位置等不同观点,对尺寸链加以分类,得出尺寸链的不同形式。
1.长度尺寸链与角度尺寸链①长度尺寸链——全部环为长度尺寸的尺寸链,如图1②角度尺寸链——全部环为角度尺寸的尺寸链,如图32.装配尺寸链,零件尺寸链与工艺尺寸链①装配尺寸链——全部组成环为不同零件设计尺寸所形成的尺寸链,如图4②零件尺寸链——全部组成环为同一零件设计尺寸所形成的尺寸链,如图5③工艺尺寸链——全部组成环为同一零件工艺尺寸所形成的尺寸链,如图6。
工艺尺寸指工艺尺寸,定位尺寸与基准尺寸等。
装配尺寸链与零件尺寸链统称为设计尺寸链。
3.基本尺寸链与派生尺寸链①基本尺寸链——全部组成环皆直接影响封闭环的尺寸链,如图7中尺寸链β。
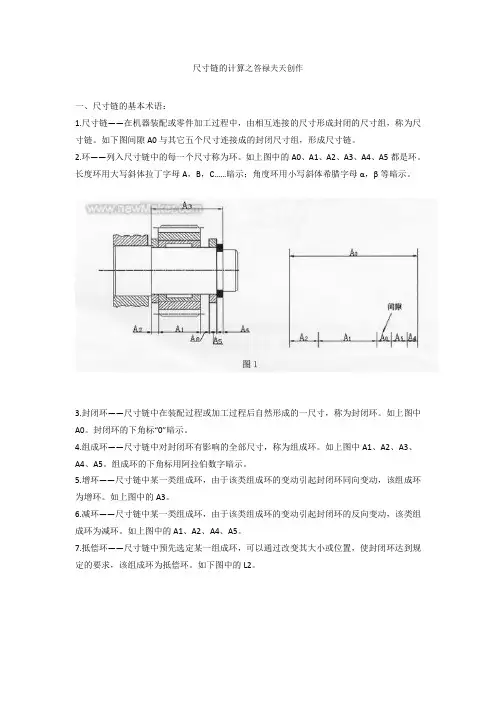
尺寸链的计算之答禄夫天创作一、尺寸链的基本术语:1.尺寸链——在机器装配或零件加工过程中,由相互连接的尺寸形成封闭的尺寸组,称为尺寸链。
如下图间隙A0与其它五个尺寸连接成的封闭尺寸组,形成尺寸链。
2.环——列入尺寸链中的每一个尺寸称为环。
如上图中的A0、A1、A2、A3、A4、A5都是环。
长度环用大写斜体拉丁字母A,B,C……暗示;角度环用小写斜体希腊字母α,β等暗示。
3.封闭环——尺寸链中在装配过程或加工过程后自然形成的一尺寸,称为封闭环。
如上图中A0。
封闭环的下角标“0”暗示。
4.组成环——尺寸链中对封闭环有影响的全部尺寸,称为组成环。
如上图中A1、A2、A3、A4、A5。
组成环的下角标用阿拉伯数字暗示。
5.增环——尺寸链中某一类组成环,由于该类组成环的变动引起封闭环同向变动,该组成环为增环。
如上图中的A3。
6.减环——尺寸链中某一类组成环,由于该类组成环的变动引起封闭环的反向变动,该类组成环为减环。
如上图中的A1、A2、A4、A5。
7.抵偿环——尺寸链中预先选定某一组成环,可以通过改变其大小或位置,使封闭环达到规定的要求,该组成环为抵偿环。
如下图中的L2。
二、尺寸链的形成为分析与计算尺寸链的方便,通常按尺寸链的几何特征,功能要求,误差性质及环的相互关系与相互位置等分歧观点,对尺寸链加以分类,得出尺寸链的分歧形式。
1.长度尺寸链与角度尺寸链①长度尺寸链——全部环为长度尺寸的尺寸链,如图1 ②角度尺寸链——全部环为角度尺寸的尺寸链,如图32.装配尺寸链,零件尺寸链与工艺尺寸链①装配尺寸链——全部组成环为分歧零件设计尺寸所形成的尺寸链,如图4②零件尺寸链——全部组成环为同一零件设计尺寸所形成的尺寸链,如图5③工艺尺寸链——全部组成环为同一零件工艺尺寸所形成的尺寸链,如图6。
工艺尺寸指工艺尺寸,定位尺寸与基准尺寸等。
装配尺寸链与零件尺寸链统称为设计尺寸链。
3.基本尺寸链与派生尺寸链①基本尺寸链——全部组成环皆直接影响封闭环的尺寸链,如图7中尺寸链β。
1.GD&T车身尺寸链与公差定义利用总成装配间隙、外观间隙、面差分析示意图将造型的要求和零部件与总成的设计转化为具体的尺寸要求,这些尺寸具体可表现为以下的几种:1.1 间隙 :1.2、面差/段差 :1.3、水平对齐(本例为上下对齐) :标称尺寸 5公差+/- 0.5标称尺寸0 0公差+/- 0.5 +1/0所取值不包括半径.标称尺寸0 0公差+/- 0.5 +1/0 1.4、平行度:// 0.7间隙与面差的公差补充在零部件的图纸上. 增加的小标记就是为了保证外观质量。
间隙与面差分析应该符合造型的要求。
1.5、各个总成间及总成内部零部件在焊接装配处间隙的设计值和公差标称尺寸0公差+/- 0.5尺寸链是由一个个有代表性的“环”组成的。
不同的“环”对应的公差,由工艺(冲压工艺,焊接工艺)标准来确定。
为了正确开始尺寸链的计算,必需了解工艺(安装顺序,定位基准……)和设计(典型截面, 3D数模文件)的要求。
工艺对尺寸链计算的影响示例 : - 装配顺序的改动 :- 定位基准的改动 :A + BA +B + CCBAJ =功能e1, a2, a3, e4 = 环节A +B + CCBA5.公差示意图公差图纸是对正确建立零部件数模的必要补充。
按照工艺方法图纸中的基准来制定的公差,应该是通过尺寸链核对过的,满足其需求的。
公差图是对设计阶段几何尺寸工作的小结,同时也给接下来的工业及生产阶段(零部件的生产加工)提供了参考材料。
6.制造工程A + BA +B + CCBA成品车finishedSub零件Analysis检测结果报告车白车身身小总成-分析3D control3D 检测Qualitycontrol质量控制Product and process modification产品与工艺改动Control report检测结果报告3D control3D 检测3D control3D 检测制造。
尺寸链的计算之欧侯瑞魂创作一、尺寸链的基本术语:1.尺寸链——在机器装配或零件加工过程中,由相互连接的尺寸形成封闭的尺寸组,称为尺寸链。
如下图间隙A0与其它五个尺寸连接成的封闭尺寸组,形成尺寸链。
2.环——列入尺寸链中的每一个尺寸称为环。
如上图中的A0、A1、A2、A3、A4、A5都是环。
长度环用大写斜体拉丁字母A,B,C……暗示;角度环用小写斜体希腊字母α,β等暗示。
3.封闭环——尺寸链中在装配过程或加工过程后自然形成的一尺寸,称为封闭环。
如上图中A0。
封闭环的下角标“0”暗示。
4.组成环——尺寸链中对封闭环有影响的全部尺寸,称为组成环。
如上图中A1、A2、A3、A4、A5。
组成环的下角标用阿拉伯数字暗示。
5.增环——尺寸链中某一类组成环,由于该类组成环的变动引起封闭环同向变动,该组成环为增环。
如上图中的A3。
6.减环——尺寸链中某一类组成环,由于该类组成环的变动引起封闭环的反向变动,该类组成环为减环。
如上图中的A1、A2、A4、A5。
7.抵偿环——尺寸链中预先选定某一组成环,可以通过改变其大小或位置,使封闭环达到规定的要求,该组成环为抵偿环。
如下图中的L2。
二、尺寸链的形成为分析与计算尺寸链的方便,通常按尺寸链的几何特征,功能要求,误差性质及环的相互关系与相互位置等分歧观点,对尺寸链加以分类,得出尺寸链的分歧形式。
1.长度尺寸链与角度尺寸链①长度尺寸链——全部环为长度尺寸的尺寸链,如图1 ②角度尺寸链——全部环为角度尺寸的尺寸链,如图32.装配尺寸链,零件尺寸链与工艺尺寸链①装配尺寸链——全部组成环为分歧零件设计尺寸所形成的尺寸链,如图4②零件尺寸链——全部组成环为同一零件设计尺寸所形成的尺寸链,如图5③工艺尺寸链——全部组成环为同一零件工艺尺寸所形成的尺寸链,如图6。
工艺尺寸指工艺尺寸,定位尺寸与基准尺寸等。
装配尺寸链与零件尺寸链统称为设计尺寸链。
3.基本尺寸链与派生尺寸链①基本尺寸链——全部组成环皆直接影响封闭环的尺寸链,如图7中尺寸链β。
汽车尺寸工程尺寸链分析方法及流程摘要:汽车车身尺寸工程的目标是实现尺寸链的价值工程,这是保证车辆内外装饰美观和低噪音的基础。
为满足各细分市场客户需求,并兼顾考虑制造、维护成本,实现整车尺寸工程设计及匹配标准,已成为国内许多汽车企业的基本发展能力。
关键词:汽车尺寸工程;尺寸链;分析方法;流程一、尺寸链概述1、形式。
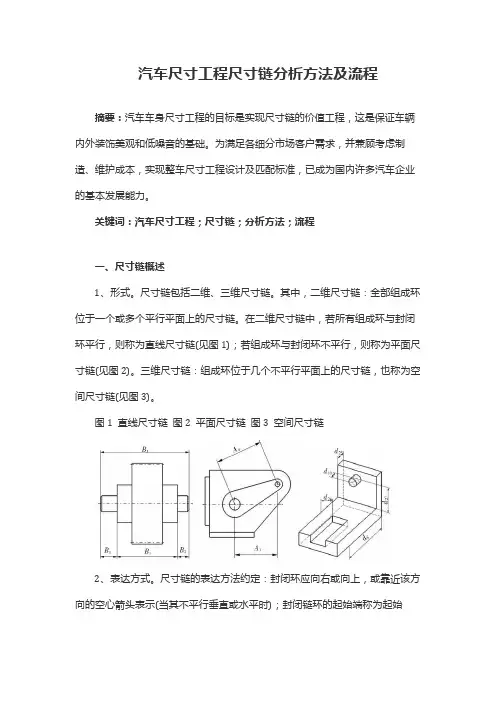
尺寸链包括二维、三维尺寸链。
其中,二维尺寸链:全部组成环位于一个或多个平行平面上的尺寸链。
在二维尺寸链中,若所有组成环与封闭环平行,则称为直线尺寸链(见图1);若组成环与封闭环不平行,则称为平面尺寸链(见图2)。
三维尺寸链:组成环位于几个不平行平面上的尺寸链,也称为空间尺寸链(见图3)。
图1 直线尺寸链图2 平面尺寸链图3 空间尺寸链2、表达方式。
尺寸链的表达方法约定:封闭环应向右或向上,或靠近该方向的空心箭头表示(当其不平行垂直或水平时);封闭链环的起始端称为起始面,末端称为到达面;绘制组成环时,从起始面开始,按顺序逐一列出影响因素,并顺序编号,在到达面上形成封闭。
二、尺寸链分析的计算方法1、极值法。
所有组成环公差之和为封闭环的公差。
特点:该方法计算的目标公差考虑了所有组成环的极值状态,简单可靠。
理论上讲,只要每个环的实际偏差在允许范围内,最终封闭环必定超差。
但这种方法也有明显的缺点:即不是所有的组成环都会同时出现极值,计算结果余量太大,也会给后期生产带来麻烦。
2、统计法。
将统计学与组成环的分布形式相结合,计算出封闭环公差。
其优点是根据组成环的实际分布概率进行统计,更接近实际情况。
然而,缺点是概率预测可能不准确,并且在某个封闭环中仍存在超差的可能性。
三、定位分析白车身由许多钣金件焊接、装配而成,每个零件冲压、检验、焊接和装配都需定位基准,以限制其自由度,磨具、检具、夹具各工序零件的基准应尽可能保持一致,以避免基准转换引起的误差。
定位分析应考虑几何角度、功能性和可行性;为保证定位的一致性及继承性,满足3-2-1或N-2-1的定位原则,尽量不要过度约束,所选形状应尽量简单。
尺寸链的计算欧阳光明(2021.03.07)一、尺寸链的基本术语:1.尺寸链——在机器装配或零件加工过程中,由相互连接的尺寸形成封闭的尺寸组,称为尺寸链。
如下图间隙A0与其它五个尺寸连接成的封闭尺寸组,形成尺寸链。
2.环——列入尺寸链中的每一个尺寸称为环。
如上图中的A0、A1、A2、A3、A4、A5都是环。
长度环用大写斜体拉丁字母A,B,C……表示;角度环用小写斜体希腊字母α,β等表示。
3.封闭环——尺寸链中在装配过程或加工过程后自然形成的一尺寸,称为封闭环。
如上图中A0。
封闭环的下角标“0”表示。
4.组成环——尺寸链中对封闭环有影响的全部尺寸,称为组成环。
如上图中A1、A2、A3、A4、A5。
组成环的下角标用阿拉伯数字表示。
5.增环——尺寸链中某一类组成环,由于该类组成环的变动引起封闭环同向变动,该组成环为增环。
如上图中的A3。
6.减环——尺寸链中某一类组成环,由于该类组成环的变动引起封闭环的反向变动,该类组成环为减环。
如上图中的A1、A2、A4、A5。
7.补偿环——尺寸链中预先选定某一组成环,可以通过改变其大小或位置,使封闭环达到规定的要求,该组成环为补偿环。
如下图中的L2。
二、尺寸链的形成为分析与计算尺寸链的方便,通常按尺寸链的几何特征,功能要求,误差性质及环的相互关系与相互位置等不同观点,对尺寸链加以分类,得出尺寸链的不同形式。
1.长度尺寸链与角度尺寸链①长度尺寸链——全部环为长度尺寸的尺寸链,如图1 ②角度尺寸链——全部环为角度尺寸的尺寸链,如图32.装配尺寸链,零件尺寸链与工艺尺寸链①装配尺寸链——全部组成环为不同零件设计尺寸所形成的尺寸链,如图4②零件尺寸链——全部组成环为同一零件设计尺寸所形成的尺寸链,如图5③工艺尺寸链——全部组成环为同一零件工艺尺寸所形成的尺寸链,如图6。
工艺尺寸指工艺尺寸,定位尺寸与基准尺寸等。
装配尺寸链与零件尺寸链统称为设计尺寸链。
3.基本尺寸链与派生尺寸链①基本尺寸链——全部组成环皆直接影响封闭环的尺寸链,如图7中尺寸链β。
dcc尺寸链计算
DCC(Dimension-Chain Calculation)尺寸链计算是一种用于计算产品尺寸的方法。
它可以根据产品的特征和要求,通过一系列的数学计算和公式推导,得出最终的产品尺寸。
尺寸链计算通常包括以下几个步骤:
1. 收集产品特征和要求:首先需要收集产品的特征和要求,例如长度、宽度、高度、重量、容量等信息。
这些信息将作为计算的基础。
2. 确定尺寸链关系:根据产品的特征和要求,确定各个尺寸之间的关系。
例如,产品的长度可能与宽度和高度有一定的比例关系,或者容量与长度和宽度成正比等等。
这些关系将在后续计算中使用。
3. 应用数学计算和公式推导:根据确定的尺寸链关系,应用适当的数学计算和公式推导来计算未知尺寸。
这可能涉及到代数方程、比例关系、线性回归等数学工具和方法。
4. 验证和优化:完成计算后,需要验证计算结果是否符合产品的实际需求和预期。
如果存在差异,可能需要进行调整和优化,重新进行计算。
需要注意的是,尺寸链计算是一种相对简单和常用的尺寸计算方法,适用于一些基本的产品尺寸计算。
对于复杂或特殊的产品,可能需要借助更专业的工具和方法来进行尺寸计算。
1。
尺寸链计算方法公差计算 The Standardization Office was revised on the afternoon of December 13, 2020尺寸链计算一.基本概念尺寸链是一组构成封闭尺寸的组合。
尺寸链中的各个尺寸称为环。
零件在加工或部件在装配过程中,最后得到的尺寸称为封闭环。
组成环又分为增环和减环,当尺寸链中某组成环的尺寸增大时,封闭环的尺寸也随之增大,则该组成环称为增环。
反之为减环。
补偿环:尺寸链中预先选定的某一组成环,可以通过改变其大小或位置,使封闭环达到规定要求。
传递系数ξ:表示各组成环对封闭环影响大小的系数。
增环ξ为正值,减环ξ为负值。
通常直线尺寸链的传递系数取+1或-1.尺寸链的主要特征:①.尺寸连接的封闭性;②.每个尺寸的变化(偏差)都会影响某一尺寸的精度。
二.尺寸链的分类1.按应用范围分工艺尺寸链:在零件加工过程中,几个相互联系的工艺尺寸形成的封闭链。
装配尺寸链:在设计或装配过程中,由几个相关零件的有关尺寸形成的封闭链。
2. 按构成尺寸链各环的空间位置分线性尺寸链:各环位于平行线上平面尺寸链:各环位于一个平面或相互平行的平面,各环不平行排列。
空间尺寸链:各环位于不平行的平面,需投影到三个座标平面上计算。
3.按尺寸链的形式分a)长度尺寸链和角度尺寸链b)装配尺寸链装、零件尺寸链和工艺尺寸链c)基本尺寸链与派生尺寸链基本尺寸链指全部组成环皆直接影响封闭环的尺寸链派生尺寸链指一个尺寸链的封闭环为另一个尺寸链组成环的尺寸链。
d)标量尺寸链和矢量尺寸链三. 基本尺寸的计算把每个基本尺寸看成构成尺寸链的各环,验算其封闭环是否符合设计要求。
是设计中尺寸链计算时首先应该进行的工作。
目前产品生产中经常出现错误的环节,大部分是基本尺寸链错误。
特别是测绘设计的产品。
由于原机的制造误差,测量系统的误差以及尺寸修约的误差,往往会使测绘设计与原设计产生很大的偏差,所以必须进行基本尺寸链的计算四.解尺寸链的主要方法根据零件尺寸的要求和相关标准确定零件尺寸公差,然后按照解尺寸链的最短途径原理的方法对尺寸公差进行验算和修正。