还原气氛对熟料组
- 格式:ppt
- 大小:51.00 KB
- 文档页数:17
2024年窑工艺知识测试题库及答案(三)分析题:1、分析篦冷机堆“雪人”的原因?答:①出窑熟料温度过高,发粘。
出窑熟料温度高的原因很多,比如煤粉落在熟料上燃烧,煤嘴过于偏向物料,窑前温度控制的过高等,落入冷却机后堆积而成“雪人”;②熟料结粒过细且大小不均。
当窑满负荷高速运转时,大小不均的熟料落入冷却机产生离析,细粒熟料过多地集中使冷却风不易通过,失去高压风骤冷而长时间在灼热状态,这样不断堆积而成“雪人”;③由于熟料的铝率过高而造成。
铝率过高,熔剂矿物的熔点变高,延迟了液相的出现,易使出窑熟料发粘,入冷却机后堆积而成“雪人”。
2、产生黄心料的原因是什么?如何解决?答:黄心料产生的原因从理论上讲是由于还原气氛的存在,使熟料中的三价铁还原成二价铁而产生黄心料,实际生产中其主要产生的原因有:①配料中三率值不合理,烧结范围窄,液相量提前出现结大块;②由于燃料的不完全燃烧产生还原气氛,导致黄心料;③窑内物料填充率过高,喂煤过多产生黄心料;④窑头喂煤量过多,煤粉大量落入物料上而产生致密的黄心料。
3、试分析回转窑烧成带温度低、窑尾温度高的原因,如何调整解决?答:原因:①排风量过大,将火焰拉长,使火焰的高温部分后移;②煤的灰份高,挥发份低,细度粗,水分大,这样燃烧速度变慢,使火焰拉长,高温部分后移。
处理:①适当关小排风,缩短火焰,降低窑尾温度;②降低煤粉细度和水分,加强风煤配合;③看喷煤管是否合理,如不合理适当调整。
4、试分析篦冷机篦床“压死”的原因。
答:篦床压住的主要原因是物料多。
物料多的原因:①掉大量窑皮和后结圈,造成物料大量涌向冷切机内,压住篦床;②窑生烧,造成粉尘物料落入篦冷机,粉状物料在冷却机运动速度慢,另外鼓风大,造成悬浮,一旦粉尘落下来就压住篦床,这是造成篦冷机压住的主要原因;③篦冷机设备本身的故障。
5、试分析窑跑生料的原因,如何调整解决?答:原因:①预热器塌料,喂料量过大;②原料成份的波动;③风、煤、料匹配不合理;④断煤,窑温偏低;⑤投料后操作过于急噪;⑥掉窑口圈或大量窑皮。
培训材料熟之三料质量控制及煅烧方面的影响因素一、熟料质量控制的重要性1、熟料质量是确保水泥质量的核心,熟料质量达不到要求,难以磨制优质的水泥产品。
其中配料和煅烧是决定熟料质量的关键。
2、从生料到熟料,是一个化学反应过程。
化学反应,最基本的核心就是要求参预化学反应的物质间的比例要满足理论要求。
参预化学反应的某一物质的量,不得过剩或者不足,否则,化学反应形成的结果,不是当初设计的结果。
因此,熟料生产过程实际上要求是很精细的,不是表面上的那种粗糙现象。
3、设计合理的熟料率值,通过良好的煅烧,才干生产出优质的水泥熟料。
1、原料磨工艺变化现代水泥企业,以节能高效为主要导向,装备和工艺流程日益简化和高效。
2、原料磨由过去的球磨机改为现代立磨,原料磨工艺装备的改变,对产品质量的影响。
3、球磨机的工艺特点,决定了生料细度更加均匀,900 孔细度小,只在 3.0%以内, 1800 孔细度在 12%以内。
立磨的生料细度粗, 900 孔细度在 6.0-8.0%, 1800 孔细度在 22%摆布。
由上看出,现代水泥工业改成立磨后,生料的颗粒级配产生了较大的变化,立磨的生料粗大颗粒占比例明显上升,中等颗粒的比例,也较球磨机增加了一倍。
4、现代水泥工业、细度标准的变化。
80 年代,国家旋窑管理规程对细度有控制要求,最开始的标准规定生料细度小于等于 10%,作为一次水泥工艺管理的标准来执行,其后更改为 12%。
后来随着先进水泥工艺发展,生料细度作为一次过程控制指标,再也不强制执行,由企业根据自身生产需要自行控制。
质量体系认证,也将细度标准作为企业自行制定来审核,细度标准被企业自身不断放松标准。
按照现行立磨的生产工艺,生料细度按 10%、12%、16% 等等标准,已经无法满足当前立磨工艺的要求,根据立磨的特点及与窑的产能关系,细度只能控制在 20-22%之间,即使控制较好的工厂细度也在 8 摆布。
但是 , 目前的细度控制指标,不表示细度粗对煅烧没有影响。
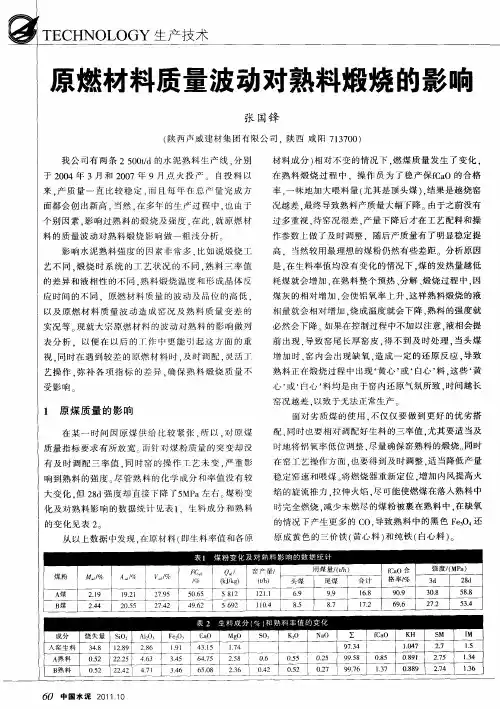
影响熟料质量的原因及改进措施影响熟料质量的原因及改进措施作者:公司我公司5000t/d生产线投产1年多以来,日产熟料达到5300~5500t,但熟料外观颜色发暗、疏松,并且夹有大量黄心料,严重时出现大块黄心料;升重偏低,一般在1100~1150g/L之间;fCaO偏低,只有0.3%~0.6%,甚至升重低于1100g/L时,fCaO也不超过1.0%;熟料抗压强度3d为28.0~30.0MPa,28d为55.0~56.0MPa,最低时只有52.0MPa,达不到质量要求,严重影响水泥的质量和公司的经济效益。
1原因分析1.1熟料岩相分析配料方案为:KH=0.88~0.92,n=2.50~2.70,P=1.50~1.70,三个率值的控制基本合理。
生料成分比较稳定,入窑生料三个率值合格率达到85%以上。
从化学分析计算看,熟料矿物组成比较理想,C3S:55%左右,C2S:20%左右,C3S+C2S达到76%~77%。
但是熟料实际矿物组成与理论计算差距较大,为此选正常煅烧的熟料做岩相分析。
分析结果表明:夹心料中A、B矿发育均不充分,有些部位几乎没有发育完整的矿物,内部存在大量B矿矿巢和气孔;一般料中A、B矿结晶较清晰,但大小不均齐,分布不均匀,B矿矿巢略多,中间相尚好。
产生这种熟料可能是因为生料中存在粗粒石英、长石(来自砂岩或石灰石);煤粉含水量较大或有粗粒,造成不完全燃烧,产生还原气氛。
1.2砂岩岩相分析所用的石灰石品位较低(CaO含量在46.0%~48.0%,Al2O3含量偏高),为了保证配料方案的实施,使用2.0%~3.0%的砂岩作为硅质校正材料进行配料。
对砂岩进行的岩相分析表明:大量晶粒尺寸100~500μm的石英颗粒被少量(约20%)次生石英胶结,并含有少量微晶石英;所用的砂岩是以石英为主体矿物的石英质砂岩,杂质少,化学反应活性差。
1.3生料中的碱含量、硫碱比煅烧过程中,熟料结粒不好、飞砂较多,在KH、n偏高时尤为明显,窑对料的适应性较差,物料的轻微波动就造成窑和熟料的波动。
国内外不少资料介绍,黄心熟料除较难粉磨、游离 氧化钙稍偏高外,一般不影响熟料强度,只是水泥呈灰 褐色或灰黄色。
由于出口水泥对色泽有严格要求严格, 所以必须消除黄心料。
、产生黄心熟料的原因水泥熟料主要由CaO Si02、AI2O3、Fe2O3和 MgO Mn203 Ti02等氧化物组成,其Si02、AI2O3都是白色的,熟料所以有颜色,是由于Fe2O3 Mn203等染色氧化物的存在白色水泥只含微量的染色氧化物。
如果在白水 泥的生料中引入一定量的某些染色氧化物,就能产 生各种不同颜色的水泥,例如,加 Cr2O3得绿色, 加CoO 得浅兰色(在还原焰中煅烧或玫瑰红色(在氧 化焰中煅烧,加Mn203専黄色(在还原焰中煅烧或紫 色(在氧化焰中煅烧。
由此可见,熟料颜色同染色氧 化物的成分及煅烧时的火焰气氛有关。
在普通水泥熟料中,它在正常氧化焰气氛中 MgO 形成固溶体,使熟料呈黑绿色,磨制的水泥呈青 灰色。
如果在还原焰气氛中煅烧,Fe2O3被还原成FeO 与SiO2生成2FeO ・ SiO2,称铁橄榄石,呈棕 黄色。
黄心熟料的生成主要就是由于在还原焰气氛中CaOFe2O3是主要染色氧化物, 生成C4AF 带棕褐色,与中煅烧2FeO ・SiO 与C2S 固溶生成钙铁橄榄石 CaFeSiO4所 致。
从黄心熟料磨片岩相分析发现,它的黑色外壳 的岩相结构与正常熟料无区别,而黄心部分 A 矿结 晶不规则,边线不直,棱角圆钝,甚至没有 A 矿。
B 矿颗粒小,表面有包裹物。
从黑色外壳与黄心部分 的化学成分看:SiO2 AI2O3 Fe2O3 CaO MgO FeO20.50 6.73 3.85 65.1 1.44 0.3026.24 8.33 3.43 59.11 1.21 0.51黄心部分的壳的含量,也证明还原气氛是形成黄心熟料的重要 原因。
但是,立窑的还原气氛远较回转窑严 什么在正常煅烧下可以得到黑绿色葡萄状熟料而没 有黄心呢?这是由于立窑内熟料的冷去卩速度很慢, 熟料又具多孔状,在高压鼓风情况下,灼热的熟料 遇热空气作用,O2较易渗透到熟料内部,使FeO 重 新氧化成Fe2O3熟料颜色又变成黑色。
窑外分解技术在中国出现已经四十多年了。
技术已经很成熟。
以至于如果有人说这个系统还可以进行优化时都很少有人相信。
但是,按照任何技术都是在发展,虽然窑外分解的基本理论是成熟的,但是其应用技术却在日新月异的快速发展着。
对系统技术发展方面的论述,我的观点已在“水泥熟料烧成系统优化升级的技术措施”一文中介绍过了。
今天主要是讲操作方面的事情。
细细分析起来,这项操作技术的产生应该追溯到1995年我们开始从事中小型旋窑改造的时候。
那时候因为生产线的能力都不大,700t/d的就是大生产线了。
当时很多生产线的熟料冷却都是采用的单筒冷却机。
在生产时,窑头罩都是正压或是微正压。
完全负压的很少。
有些工厂窑头正压到看火都需要拿着像盾牌一样大的看火镜。
当时大家都不明白产生正压的原因,有些工厂甚至将高温风机的风量加大了一倍,祈望将窑头拉成负压,但是没有作用,反而使生产更不稳定了。
当时就有一些文章探讨单筒冷却机的规格和回转窑规格的匹配问题,希望通过匹配来解决窑头正压问题。
也有一些工厂,对窑头罩进行了改造,特别是窑头冷烟室的尺寸。
改造后确实有些效果,但随之带来的是产量的影响。
我们在开始从事旋窑改造以后,也研究了这种现象,并在一些在水泥厂工作的专家的启发下,利用组合技术实现了窑头罩的负压工况,并使旋窑的产量大幅度提高。
在这种情况下逐渐认识了系统空气平衡和烟气平衡的重要性以及其中的一些特殊关系。
真正达到高峰的是利用这方面的技术解决了当时被称为水泥行业老大难问题的河北宣化水泥厂(今张家口金隅)700t/d生产线的达标问题。
在以系统空气平衡为主要指导思想的基础上,没有对系统进行大的改动,只改了一些在他人看来无足轻重的若干细节部位,就使这个建厂10年没有达标的生产线,远远得超过了设计产量而达到了800t/d。
时至今日,科邦公司已经完成了关于分解炉和篦冷机的优化操作的研究,完成了烧煤燃烧器的合理使用的研究,同时完成了在2500t/d以下规模生产线应用这项操作技术的工作。

熟料还原气氛测试方法
Testing Method of Reducing Atmosphere 华新水泥股份有限公司技术中心
熟料还原气氛测试方法
1. 适用范围
本方法适用于水泥厂实验室检测熟料中是否存在还原气氛。
2. 试剂及器皿
2.2-联吡啶
柠檬酸三钠
白色陶瓷样盘/白色塑料样盘
3. 样品选择
劈开一些熟料颗粒,检查是否存在不正常的着色和大范围的不均匀;如果有红色、褐色或黄色熟料,挑选5-10mg熟料碎片进行还原气氛测试。
4. 溶液配制方法
1.1 A溶液(
2.2-联吡啶溶液):
0.25g联吡啶+90ml水+10ml浓盐酸,搅拌均匀后装于琥珀色的滴定瓶中。
1.2 B溶液(柠檬酸三钠溶液):
50g柠檬酸三钠+100ml水,搅拌均匀后装于琥珀色的滴定瓶中。
5. 试验过程及判定方法
2.1 取已破碎的熟料样品5-10mg,置于白色的样品盘中;
2.2 滴2滴A溶液在样品上,如果溶液在2min内颜色变红,表明熟料中有Fe2+
存在,含量在0.16%以上,说明窑内存在还原气氛;
2.3 如果溶液在2min后未变红,加滴2滴B溶液,可等待至5min,若溶液变
红,表明熟料中有Fe2+存在,说明窑内存在还原气氛,但熟料中Fe2+浓度低于只使用A溶液就变红的情况。
2.4 如果通过以上操作,未有红色出现,说明窑内不存在还原气氛或熟料中Fe2+
的含量在0.04%以下。
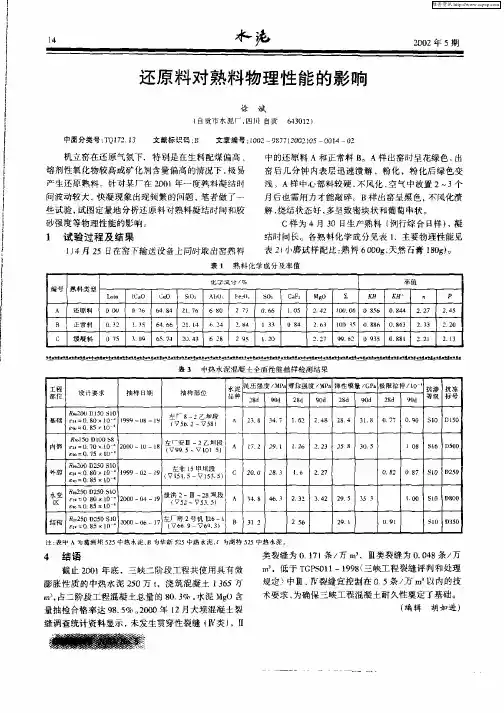
回转窑熟料烧成还原气氛的成因及对熟料的影响回转窑熟料烧成还原气氛的成因及对熟料的影响水泥熟料的正常生产是在氧化气氛下进行的,但是当燃料燃烧不充分时会产生还原气氛。
正常状态下,燃料充分燃烧生成CO2,燃料所蕴含的热能全部释放出来,若氧气不足时,煤粉就会不完全燃烧生成CO,产生还原气氛。
事实上还原气氛对熟料烧成产生严重的影响,烧成中出现黄心料,熟料易磨性差,并严重影响水泥的颜色。
(1)还原气氛对回转窑操作的影响(窑后结圈,虽说大窑结圈结球很难但是会影响窑内通风状况):有专家说:燃料不完全燃烧产生还原气氛是造成预分解系统粘结堵塞的关键原因。
究其原因,煤粉的不完全燃烧使窑内产生还原气氛,未燃尽的焦炭离子沉落在窑后段继续燃烧产生大量的热致使窑内提早出现液相,引起后结圈结球,Fe2O3铁在还原气氛下被还原生成FeO,易形成低熔点矿物形成后结圈。
(2)烧成中熟料有黄心料存在:还原气氛下烧成熟料外观呈现正常熟料颜色灰黑色,而内部呈浅棕色到棕黄色不等,随烧成还原气氛严重程度的不同,熟料内颜色的深浅程度也不同,严重时熟料呈棕黄素。
究其原因:物料在还原气氛下煅烧,高价氧化物Fe2O3被还原成低价氧化物FeO,大量的FeO进入B矿及玻璃体内,导致黑色矿物C4AF生成量减少而导致熟料黄心。
正常熟料磨制的水泥是墨绿色的,而还原气氛下烧成熟料磨制的水泥呈灰黄色,水泥用户往往担心灰黄色水泥存在质量问题而不敢放心使用。
(3)影响水泥熟料化学组成和矿物组成的影响:有实验指出,与正常煅烧的熟料相比,还原气氛下烧成的熟料中氧FeO的含量增加1.60%,f-CaO的含量增加1.71%,C2S含量增加8.14%,C3A增加2.84%,而C3S含量降低8.80%,C4AF 含量降低4.59%。
主要是因为水泥熟料在还原气氛下烧成,引起了熟料体系中可变价元素Fe的变化, 即Fe3+还原成Fe2+( 熟料中未发现单质Fe 的存在) , 使熟料体系中FeO 含量明显增加; 而且, 由于Fe 元素的价态变化, 将影响熟料体系中铁相的形成,使熟料中C3A的含量增加, A 矿的稳定性降低, 在A 矿晶体内部发生成分离析而形成二次B 矿和f-CaO。
还原熟料及飞砂料一、还原熟料:1、还原熟料:在还原气氛条件下煅烧时,窑内热力强度低,高价的过渡型氧化物被还原成低价的,生成各种异常颜色的熟料,分为黄心料,绿心料,析铁料。
还原熟料不但影响窑的产量,煤耗及热工制度的稳定;影响熟料、水泥的质量、外观颜色等。
(1)黄心料。
可分为疏松性和致密性黄心料。
疏松性黄心料结构疏松,烧失量高,f―cao也高,后期强度明显降低,它是在窑头温度低,窑尾存在还原气氛下产生的。
而致密性黄心料外壳的颜色与正常熟料相似,结粒较大,砸开熟料球,核心呈大小不等的黄心,它是在还原气氛或煤粉直接还原作用下,氧化铁还原致使熟料颜色发黄,当冷却时,熟料表层因再氧化而呈黑色。
黄心料其化学成分上最突出的变化就是随黄心程度的增加其中feo含量也增加,而总的铁含量却没有明显的变化;而有些黄心料中sio2和al2o3的含量较高,主要是煤灰掺入造成的。
煅烧过程中,由于致密黄心熟料出现了低熔液相,其黏度低,流动性好,熟料中的气体容易排出,孔隙小,因此黄心熟料的升重高,而且致密难磨。
(2)蓝心料的水硬性高,强度高,就是由于cr3+和低价锰在还原成气氛下发生的产物。
(3)析铁料就是当窑内通风不当,燃料在高热条件下,发生的猛烈还原成气氛,熟料中的高价铁化合物被转换成低价铁化合物,甚至金属铁。
2、还原熟料产生的原因a煅烧角度(1)风、煤、可望协调不好。
窑系统排风比较或切制太多,窑头喂食煤过多,在一、二次风量维持不变情况下,引致煤粉冷却不全然,而产生还原成气氛;窑尾水解炉喂食煤过多,引致预热器系统温度增高,极易在缩口、斜坡等处产生结皮,从而影响窑内通风,并使窑内氧含量严重不足,而产生还原成气氛;窑系统工艺故障,例如结大球,结圈或长厚窑皮,窑尾下料斜坡积灰等均可影响窑内通风,导致煤粉不全然冷却,也极易构成还原成气氛。
(2)燃烧器断面位置调整不当。
断面位置不合理,二次风不足,内风和外风的风量、风速比例不合理,风煤混合不好等等,极易产生还原熟料,特别煤质差时更应注意(煤粉细度粗,或灰分过大时)。
提高水泥熟料质量的重要途径——高温煅烧和快速冷却--------------------------------------------------------------------------------作者:-发布时间:2004-5-15 作者:王善拔1胡如进2王宏伟3--------------------------------------------------------------------------------(1、广州市建筑材料研究所 510030 2、国家建材局技术情报研究所 100024 3、广州市建筑建材处510030)0前言凝土生产及使用的要求。
土木工程除要求混凝土有较高的强度外,还要求其和易性好,硬化后的耐久性要好。
为达到这些要求,作为混凝土生产主要用材的水泥应该是强度高特别是早期强度高,质量均匀且稳定,和易性好,与减水剂相适应性好。
具体反映在要求水泥强度高、标准稠度用水量少、水化热低等。
熟料是水泥的主要组分,欲磨制高品质的水泥必须有高品质的熟料,因此首先应提高熟料的质量。
在提高熟料质量的诸因素中,提高煅烧温度、快速冷却是最重要的工艺因素。
本文就高温煅烧和快速冷却提高熟料质量的原因进行讨论和分析。
1高温煅烧对熟料强度的影响提高煅烧温度可以提高熟料强度,这是生产实践中经常得以验证的现象。
李浩璇和杨家智[1]曾研究过不同煅烧温度对掺复合矿化剂熟料性能的影响。
在他们的实验中,熟料的率值完全相同,但熟料的强度随煅烧温度的升高而提高。
图1是根据他们的实验结果绘制的熟料强度与煅烧温度的关系曲线。
从图1可见,当煅烧温度从1350℃分别提高到1400℃和1425℃时,3d、7d和28d抗压强度从23.6MPa、41.3MPa和52.7MPa分别提高到27.2MPa、44.0MPa、57.9MPa和41.4MPa、59.2MPa、64.0MPa。
在这里要特别指出,这3种熟料的f-CaO相差无几,分别为0.60%、0.41%和0.37%。