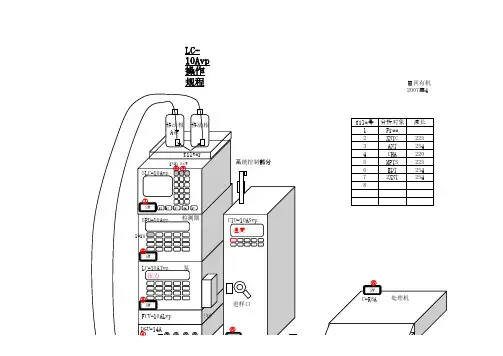
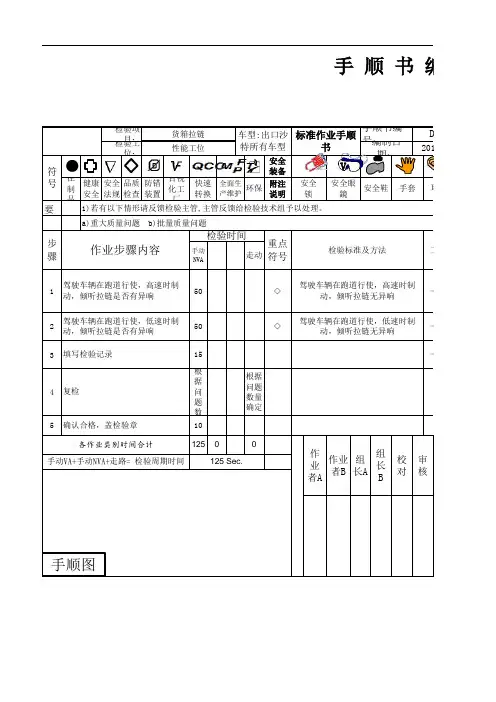
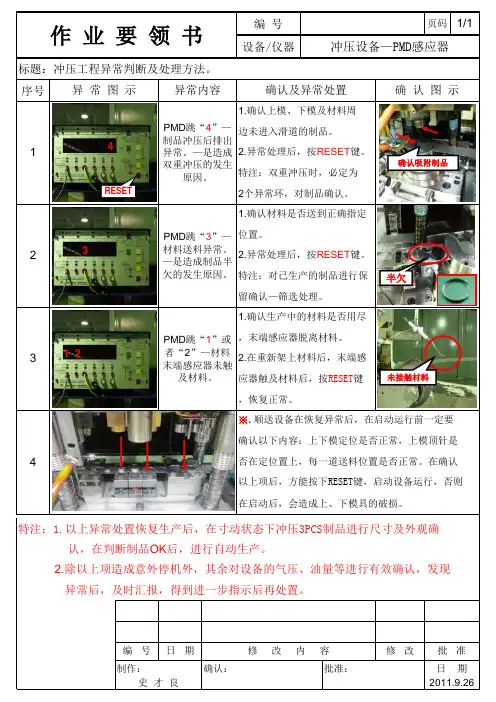
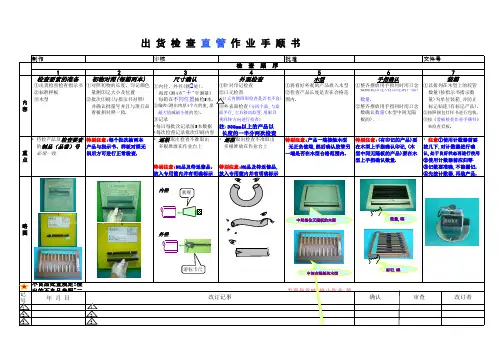
手顺书
- 格式:xls
- 大小:31.43 MB
- 文档页数:2
8#机操作手顺书
编制:审核:批准:
一、开机动作
1.手动开启机台的水、电气总开关。
2.点击触摸屏上的“PUMP DOWN”,启动机台。
3.等待触摸屏“WARM UP”颜色变绿,表示扩散泵已预热OK。
4.点击“CHAMBER VENT”对机台放气。
5.开启真空室门,对机台内部进行清扫,并加装膜料,按要求更换水晶片、监控片。
6.将待镀的零件装入机台内,点击触摸屏上“CHAMBER
EXHAUST”对机台进行抽气。
7.分别将“DOME HEATER”、“DOME ROTATION”、“MONITOR
HEATER”全部置于“AUTO”挡。
二、镀制动作
1.对照《作业标准书》确认真空度、抽气时间、温度是否同时
满足要求。
2.从电脑上运行“ACSIO”镀制程序,从“Select”选项框中
点击选择所需镀制的膜系,点击“Start”开始镀膜。
4.镀制过程中需注意充氧量、膜料蒸发速率、电子枪光斑位置
的控制。
5.镀制完后点击“Exit”退出程序,开启门拴等待机台降温到
330℃后点击“CHAMBER VENT”放气。
三、镀后动作
1.在机台放气过程中,到上伞区确认下一伞要加工的零件,并
先准备所需的膜料、晶振片、吸尘器等辅料与工具。
2.机台开门后,先取下机台上已镀好的零件,然后进行吸尘、
加膜料,再将已上好伞的零件装入机台内,准备下一周期的镀膜。
四、关机动作
1.关上真空室门,点击触摸屏上“AUTO STOP”。
2.等待90分钟后,机台将自动关闭各阀门,然后手动切断水、
电、气总开关。

普通声级计 NL-42精密声级计 NL-52简易操作手顺书理音株式会社音响计测器营业部计测器营业技术课2011年5月25日作成2012年2月9日改版1. 各部的说明 (3)1-1. (3)1-2. 输入输出部 (4)1-3. 显示部 (4)2. 测量前的基本操作手顺 (5)2-1. 电源的ON/Off (5)2-2. 菜单操作 (5)2-3. 电池种类的选择 (5)2-4. 电池余量的确认 (5)2-5. 显示.输出全量程的设定 (5)2-6. 根据内部校正信号进行校正 (7)2-7. 音响校正 (7)2-8. 频率计权特性、时间计权特性的设定 (9)3. 测量手顺 (10)3-1. 声级、声压级的显示 (10)3-2. 声级的测量、保存 (11)(1)手动保存 (11)(2)自动保存 (13)(3)时间保存 (16)4. 保存数据显示 (19)4-1. 回放 (19)4-2. 在根据PC进行保存数据的显示 (21)5. 迟延测量、PAUSE、Back Erase功能 (24)5-1. 迟延测量 (24)5-2. PAUSE、Back Erase (25)6. 标记功能 (27)7. 副通道、附加演算功能 (28)8. 波形收录功能 (30)8-1. 手动录音 (33)8-2. 声级录音 (34)8-3. 间歇录音 (36)8-4. 整体录音 (37)9. 其他 (38)9-1. 基于USB连接保存数据文件的复制 (38)9-2. 数据的修复 (38)9-3. 画面的硬拷贝 (39)9-4. 按键的锁定 (39)9-5. ECO设定(省电模式) (39)10. 菜单目录 (40)10-1. NL-42、NL-52菜单目录 (40)10-2. NX-42WR菜单目录 (40)1. 各部的说明1-1. 显示部、操作部显示部、操作部如下方的画面那样,有不同的按键。
由频率计权特性、时间计权特性、测量关联的设定开始的各种设定是在菜单中进行所必须的构成,其中操作键是必要的最小限度的装备。
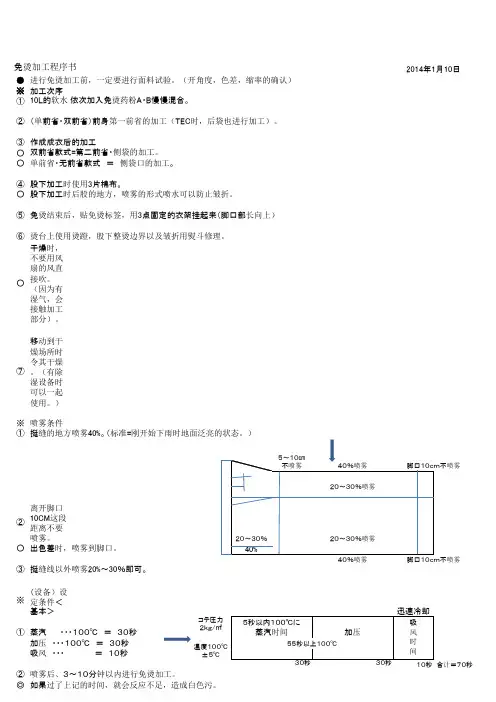
●※加工次序①②③○○④○⑤⑥○干燥时,不要用风扇的风直接吹。
(因为有湿气,会接触加工部分)。
⑦移动到干燥场所时令其干燥。
(有除湿设备时可以一起使用。
)※喷雾条件①②离开脚口10CM 这段距离不要喷雾。
○③※(设备)设定条件<基本>①10秒合计=70秒②◎※①喷雾地方 = 只有喷蒸汽的地方。
(此处以外如果喷雾会反应不足变白。
)②③※其他注意事项①单前省・双前省 前省部分先进行加工,所以要对齐挺缝线。
(这是出现二重线的原因)○成衣不好分辨时,可以在洗涤后确认挺缝线是否连接好。
②喷雾机(喷枪)在操作结束时,洗涤喷雾头,放在水里。
(为了防止堵塞 )コテ圧力2kg/㎡如果过了上记的时间,就会反应不足,造成白色污。
蒸汽 ・・・100℃ = 30秒吸风 ・・・ = 10秒温度100℃±5℃防污对策更换棉布 = 水分不要过量,及时更换。
(水洗即可使用干燥的棉布)绿色垫子在作业结束时,一定要水洗去除污。
挺缝的地方喷雾40%。
(标准=刚开始下雨时地面泛亮的状态。
)出色差时,喷雾到脚口。
挺缝线以外喷雾20%~30%即可。
加压 ・・・100℃ = 30秒喷雾后、3~10分钟以内进行免烫加工。
喷雾双前省款式=第二前省・侧袋的加工。
股下加工时后股的地方,喷雾的形式喷水可以防止皱折。
免烫结束后,贴免烫标签,用3点固定的衣架挂起来(脚口部长向上)免烫加工程序书2014年1月10日喷雾单前省・无前省款式 = 侧袋口的加工。
股下加工时使用3片棉布。
烫台上使用烫蹬,股下整烫边界以及皱折用熨斗修理。
进行免烫加工前,一定要进行面料试验。
(开角度,色差,缩率的确认)(单前省・双前省)前身第一前省的加工(TEC 时,后袋也进行加工)。
10L的软水 依次加入免烫药粉A・B慢慢混合。
作成成衣后的加工。
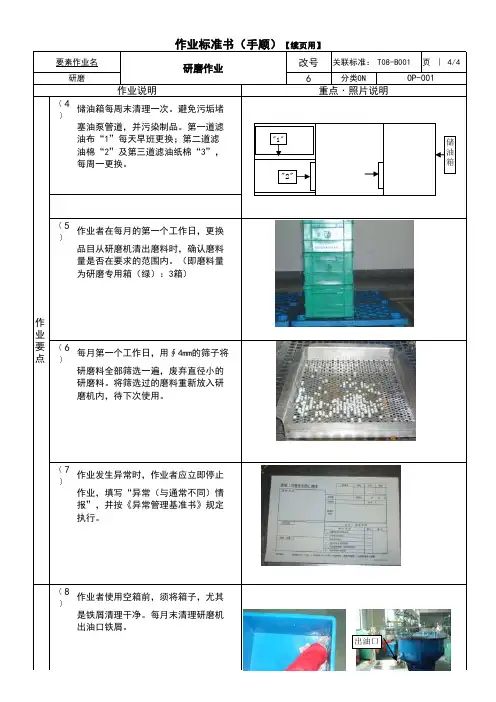
改号关联标准:T08-B001页 ︳4/4
6分类ON
﹙4﹚
﹙5﹚
﹙6﹚
﹙7﹚﹙8﹚研磨料。
将筛选过的磨料重新放入研研磨料全部筛选一遍,废弃直径小的
要素作业名
研磨作业
研磨OP-001
作业要点储油箱每周末清理一次。
避免污垢堵
塞油泵管道,并污染制品。
第一道滤
油布“1”每天早班更换;第二道滤
油棉“2”及第三道滤油纸棉“3”,
作业说明重点﹒照片说明
每月第一个工作日,用∮4mm的筛子将
作业者在每月的第一个工作日,更换
量是否在要求的范围内。
(即磨料量
为研磨专用箱(绿):3箱)
品目从研磨机清出磨料时,确认磨料
每周一更换。
磨机内,待下次使用。
作业发生异常时,作业者应立即停止
作业,填写“异常(与通常不同)情
报”,并按《异常管理基准书》规定
执行。
作业者使用空箱前,须将箱子,尤其
是铁屑清理干净。
每月末清理研磨机
出油口铁屑。
出油口
"1"
"2"
储
油
箱。
0000公司皮卡、轻卡车(左)面漆喷涂手顺书1、打开机舱盖2、把工装移到中心位置架好3、喷机舱内表面及散热器安装横梁1遍4、喷机盖内表面后边沿及其他三个边沿2遍5、放下机盖并把工装放回原位6、把凳子移到车身左侧,至少离车身15cm7、喷车身顶棚2遍8、把凳子移到翼子板至少离左翼子板15cm9、喷机盖外表面第一遍10、把凳子放回原位11、把四门工装扣打开,打开左前、后门12、喷左前门内侧(限位器处)、A柱底部、A柱中上部、左前门眉(上边梁)、左后门前内侧(铰链处)、B柱上中下段、左前门槛、左前门上框、及左前门内板后部、底部;(提示:左前门保持打开状态)13、打开左后门,喷左后门前内侧和B柱部、B柱上中下段、左后门眉(上边梁)、左后侧围内侧(装锁扣处)、门槛、左后门上框及后下部,然后把前后门关好及扣上工装扣;14、喷机盖外表面、左翼子板、左前、后门、C柱(左侧围)、裙等左侧外表面;闪干5分钟后喷涂第二遍15、喷完后检查一遍是否有遗漏皮卡车(右)面漆喷涂手顺书同左侧内同图示内表面喷涂一次喷涂两遍两侧喷涂第一步喷两侧23 内侧3轻卡车(左)面漆喷涂手顺书1、检查泵和空气压力是否满足作业条件2、调枪及试泵3、检查有无点补4、把凳子移到车门至少离车门20cm5、喷车身顶棚6、把凳子放回原位7、喷前围外板8、把工装扣打开,把门打开9、喷驾驶室左右立柱10、喷内门框及内门表面11、喷完后检查是否有漏喷,然后把门关上,把工装扣扣上12、喷车身外表面及裙边等13、喷完后检查是否有漏喷14、按4-12重新操作一遍15、喷完后检查是否有漏喷轻卡车(右)面漆喷涂手顺书1、检查泵和空气压力是否满足作业条件2、调枪及试泵3、检查有无点补4、喷车身背面5、把凳子移到车门至少离车门20cm6、喷车身顶棚7、把凳子放回原位8、把工装扣打开,把门打开9、喷驾驶室内表面及左右立柱10、喷内门框及内表面11、喷完后检查是否有漏喷,然后把门关上,把工装扣扣上12、喷车身外表面及裙边等13、喷完后检查是否有漏喷14、按4-12重新操作一遍15、喷完后检查是否有漏喷。

YTSmart作业手顺一、用户注册1、微信关注“永大电梯中国服务号”(或直接扫下图二维码),关注后进入服务号;①永大电梯中国服务号二维码②点击中间的“用户服务”,点击“程式下载”菜单,如未注册过账号会出现新用户注册画面;③按要求填写注册信息、用户信息后(代理商编码可以不填),进入管理主界面;二、软件下载及连线作番权限申请①维保APK下载,可供下载YTSmart (永大公开版维保软件,仅支持Android手机)。
②连线作番登记:指当前账号可作业作番,需用户自行申请权限;可申请单台作番的权限,也可申请连续作番的权限;若需申请单台作番,只需输入“起始作番”,点击“申请权限”;若需申请连续作番,输入“起始作番”和“终止作番”,点击“申请权限”即可;申请通过后页面下方将显示作番明细;可在查询框中输入作番号进行查询。
③用户密码重置:可重新设置YTSmart登录密码。
④用户信息维护:进入用户信息维护界面,将自动显示用户名(不可修改),及个人信息,编辑个人信息,点击修改即可更改用户信息。
注:如公众号中维保APK下载异常,也可直接扫描下图安装包二维码直接安装维保APK;三、维保APK软件操作步骤:1、保养主页面a)输入作番b)点击清除故障按钮c)故障清除成功后,出现成功弹窗,点击确认,弹窗消失,显示故障码;点击ANN跳转ANN页面2、Y15 ANN主页面①点击按钮进入对应页面;a、显示电梯方向、当前阶、当前位置信息b、点击阶高测定按钮进入阶高测定,根据提示信息操作③超载设定页面a、显示当前负载值、当前设定超载值b、超载设定输入超载值,点击超载设定按钮设定超载值c、电梯轿厢内为空时,点击0%设定0帕值d、电梯内放100帕砝码,点击100%设定100帕值a、点击手动抱闸侦测按钮,开始抱闸侦测b、显示抱闸侦测信息⑤测试功能页面:按照提示信息操作3、程序升级入口a、保养主页面点击头像——点击其他——点击Y15程序升级——点击U8、U40升级对应程序四、异常解决1、提示“请检查蓝牙连接”。