作业手顺书制作(精)
- 格式:doc
- 大小:10.00 KB
- 文档页数:1
QMCI-75-3 NC FORMAT 1
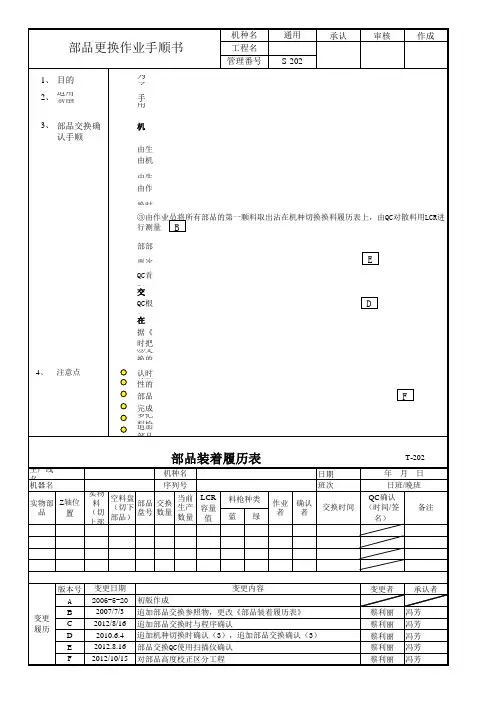
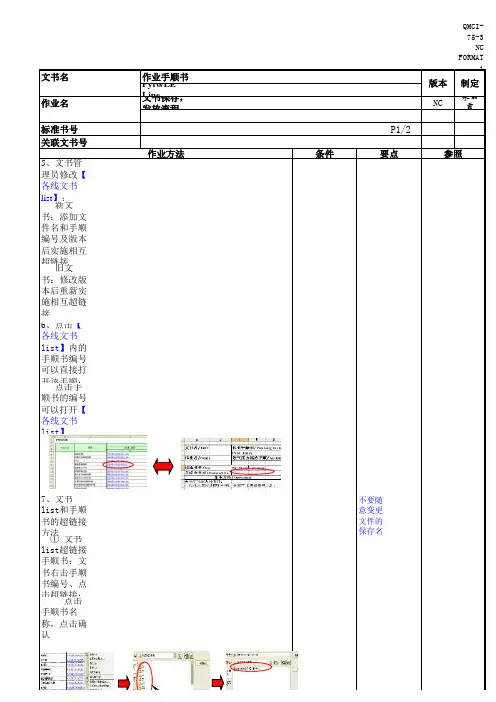
文书名
作业手顺书 Pyro/LE Line 作业名文书保存,发放流程NC 朱丽霞标准书号
P1/2关联文书号
5、文书管理员修改【各线文书list 】;
新文书:添加文件名和手顺编号及版本后实施相互超链接
旧文书:修改版本后重新实施相互超链接
6、点击【各线文书list】内的手顺书编号可以直接打开该手顺;
点击手顺书的编号可以打开【各线文书list】
7、文书list和手顺书的超链接方法
不要随意变更文件的保存名
① 文书list超链接手顺书:文书右击手顺书编号、点击超链接;
点击手顺书名称,点击确认
② 手顺书超链接文书list:右击手顺书编号、点击超链接;
点击各线文书list,点击确认
制定版本作业方法条件
要点参照点击文件名称,
点击查找范围框内的点击各线文书list。
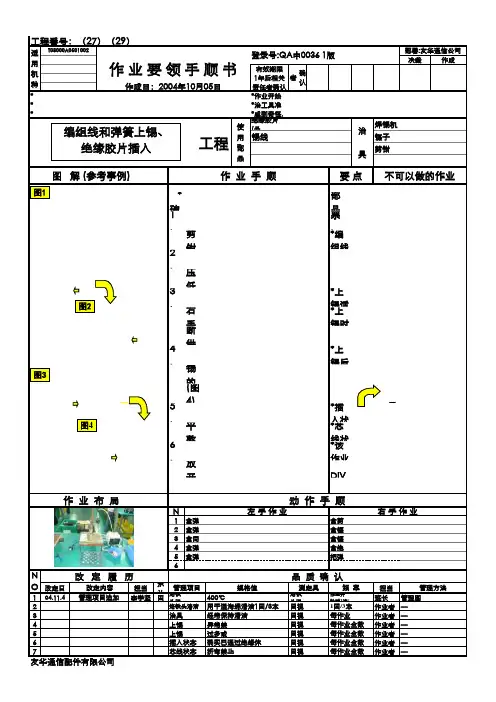
决裁作成有效期限1年后相关责任者确认*按照作业要领书正确地进行规定事宜*作业开始时把部品用生产指示书与样品进行现品对照*指定以外的作业者作业时要从班长接受作业指导与品质确认*治工具准备所指定的工具并正确地使用*作业开始时必须实施所指定的点检项目*感到奇怪.稍微不同时.立即报告给班长绝缘胶片(品番:574C)焊锡机锡线镊子 剪钳*確認前工程的作業結果部品投入前对照现品、现品1、编组线与弹簧端面平齐,用票、品番确认剪钳切除多余编组线(图1)*编组线松散禁止2、用镊子把绝缘体上的编组线压低压平(图2)3、左手把编组线接触烙铁头预热*上锡适量,锡线约4~5cm 右手拿着镊子的同时拿锡线不*上锡时间:约3~4秒断供给上锡(图3),4、把锡线放下马上用镊子把已上*上锡后状态:编组线脱焊禁止锡的编组线压着并离开烙铁头(图4)5、把绝缘胶片穿过绝缘体并压*插入状态:确实已通过绝缘体平整*芯线状态:折弯禁止6、把弹簧两侧压至芯线位置后*该作业的目的是方便弹片插入放开DIV插头和防止弹片弹出NO1拿弹簧组体拿剪钳剪掉多余的编组线2拿弹簧组体上锡拿镊子、锡线供给上锡3拿同轴线拿镊子固定上锡后的编组线4拿弹簧组体拿绝缘片穿过绝缘体并压平整5拿弹簧组体把弹簧两侧压至芯线位置后放开6改定日担当承认担当104.11.4李学坚田中烙铁头温度400℃±50℃烙铁头温度计作业开始时3次/天班长管理图2作业者3作业者4上锡后状态异常禁止作业者5上锡量过多或过少禁止作业者6作业者7作业者作成日:2004年10月05日适用机种T08000A0501002登录号:QA中0036 1版工程番号:(27)(29)要 点部署:友华通信公司作 业 要 领 手 顺 书确认者不可以做的作业作 业 布 局动 作 手 顺工程使用部品治 具图 解 (参考事例)作 业 手 顺管理方法左 手 作 业右 手 作 业NO改 定 履 历品 质 确 认管理项目追加烙铁头清洁用干湿海绵清洁1回/3本目视 改定内容 管理项目规格值测定具频 率插入状态确实已通过绝缘体目视治具经常保持清洁目视目视—每作业全数—每作业全数1回/3本—每作业目视每作业全数——友华通信配件有限公司—芯线状态折弯禁止目视每作业全数编组线和弹簧上锡、绝缘胶片插入图1图2图4图3。
大阪工場製造G
職場名 金型チーム
承 認
作成者
NO
123
4567 日 付
氏 名 日 付
氏
名
山口
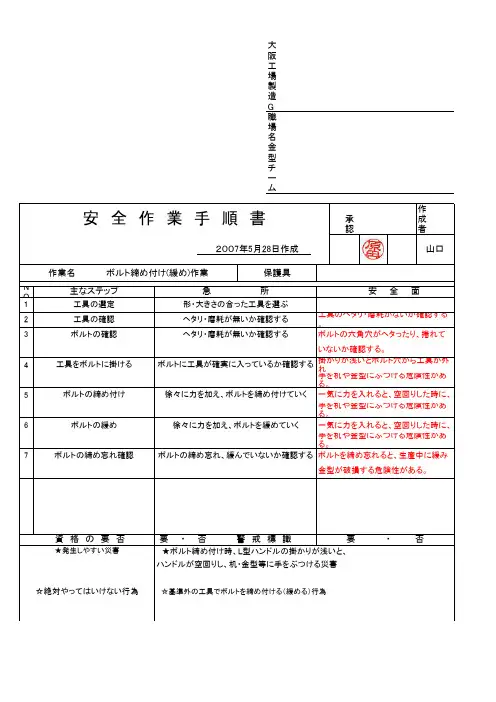
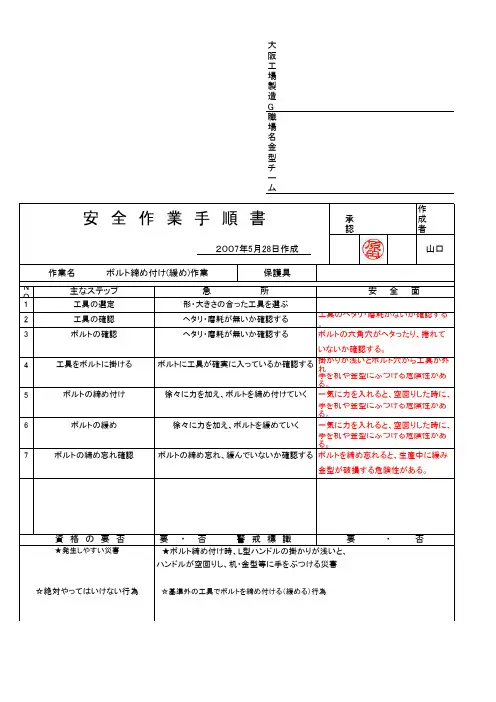
形・大きさの合った工具を選ぶ作業名 ボルト締め付け(緩め)作業
工具の選定主なステップ
急 所
2007年5月28日作成
工具の確認ヘタリ・磨耗が無いか確認する工具のヘタリ・磨耗がないか確認する。
いないか確認する。
安 全 面
ボルトの緩め徐々に力を加え、ボルトを緩めていく一気に力を入れると、空回りした時に、ボルトの締め忘れ確認ボルトの締め忘れ、緩んでいないか確認するボルトを締め忘れると、生産中に緩み
警 戒 標 識要 ・ 否
★ボルト締め付け時、L型ハンドルの掛かりが浅いと、ハンドルが空回りし、机・金型等に手をぶつける災害
★発生しやすい災害
資 格 の 要 否
要 ・ 否 作業者確認欄
改定日 年 月 日
☆絶対やってはいけない行為
☆基準外の工具でボルトを締め付ける(緩める)行為
手を机や金型にぶつける危険性がある。
手を机や金型にぶつける危険性がある。
ボルトの締め付け徐々に力を加え、ボルトを締め付けていく手を机や金型にぶつける危険性がある。
一気に力を入れると、空回りした時に、金型が破損する危険性がある。
安 全 作 業 手 順 書
工具をボルトに掛けるボルトに工具が確実に入っているか確認する掛かりが浅いとボルト穴から工具が外れ
ボルトの確認
ヘタリ・磨耗が無いか確認する
ボルトの六角穴がヘタったり、捲れて保護具。

大阪工場製造G
職場名 金型チーム
承 認
作成者
NO
123
4567 日 付
氏 名 日 付
氏
名
山口
形・大きさの合った工具を選ぶ作業名 ボルト締め付け(緩め)作業
工具の選定主なステップ
急 所
2007年5月28日作成
工具の確認ヘタリ・磨耗が無いか確認する工具のヘタリ・磨耗がないか確認する。
いないか確認する。
安 全 面
ボルトの緩め徐々に力を加え、ボルトを緩めていく一気に力を入れると、空回りした時に、ボルトの締め忘れ確認ボルトの締め忘れ、緩んでいないか確認するボルトを締め忘れると、生産中に緩み
警 戒 標 識要 ・ 否
★ボルト締め付け時、L型ハンドルの掛かりが浅いと、ハンドルが空回りし、机・金型等に手をぶつける災害
★発生しやすい災害
資 格 の 要 否
要 ・ 否 作業者確認欄
改定日 年 月 日
☆絶対やってはいけない行為
☆基準外の工具でボルトを締め付ける(緩める)行為
手を机や金型にぶつける危険性がある。
手を机や金型にぶつける危険性がある。
ボルトの締め付け徐々に力を加え、ボルトを締め付けていく手を机や金型にぶつける危険性がある。
一気に力を入れると、空回りした時に、金型が破損する危険性がある。
安 全 作 業 手 順 書
工具をボルトに掛けるボルトに工具が確実に入っているか確認する掛かりが浅いとボルト穴から工具が外れ
ボルトの確認
ヘタリ・磨耗が無いか確認する
ボルトの六角穴がヘタったり、捲れて保護具。
0000公司皮卡、轻卡车(左)面漆喷涂手顺书1、打开机舱盖2、把工装移到中心位置架好3、喷机舱内表面及散热器安装横梁1遍4、喷机盖内表面后边沿及其他三个边沿2遍5、放下机盖并把工装放回原位6、把凳子移到车身左侧,至少离车身15cm7、喷车身顶棚2遍8、把凳子移到翼子板至少离左翼子板15cm9、喷机盖外表面第一遍10、把凳子放回原位11、把四门工装扣打开,打开左前、后门12、喷左前门内侧(限位器处)、A柱底部、A柱中上部、左前门眉(上边梁)、左后门前内侧(铰链处)、B柱上中下段、左前门槛、左前门上框、及左前门内板后部、底部;(提示:左前门保持打开状态)13、打开左后门,喷左后门前内侧和B柱部、B柱上中下段、左后门眉(上边梁)、左后侧围内侧(装锁扣处)、门槛、左后门上框及后下部,然后把前后门关好及扣上工装扣;14、喷机盖外表面、左翼子板、左前、后门、C柱(左侧围)、裙等左侧外表面;闪干5分钟后喷涂第二遍15、喷完后检查一遍是否有遗漏皮卡车(右)面漆喷涂手顺书同左侧内同图示内表面喷涂一次喷涂两遍两侧喷涂第一步喷两侧23 内侧3轻卡车(左)面漆喷涂手顺书1、检查泵和空气压力是否满足作业条件2、调枪及试泵3、检查有无点补4、把凳子移到车门至少离车门20cm5、喷车身顶棚6、把凳子放回原位7、喷前围外板8、把工装扣打开,把门打开9、喷驾驶室左右立柱10、喷内门框及内门表面11、喷完后检查是否有漏喷,然后把门关上,把工装扣扣上12、喷车身外表面及裙边等13、喷完后检查是否有漏喷14、按4-12重新操作一遍15、喷完后检查是否有漏喷轻卡车(右)面漆喷涂手顺书1、检查泵和空气压力是否满足作业条件2、调枪及试泵3、检查有无点补4、喷车身背面5、把凳子移到车门至少离车门20cm6、喷车身顶棚7、把凳子放回原位8、把工装扣打开,把门打开9、喷驾驶室内表面及左右立柱10、喷内门框及内表面11、喷完后检查是否有漏喷,然后把门关上,把工装扣扣上12、喷车身外表面及裙边等13、喷完后检查是否有漏喷14、按4-12重新操作一遍15、喷完后检查是否有漏喷。
QMCI-75-3 NC FORMAT 1
文书名
作业手顺书 Pyro/LE Line 作业名文书保存,发放流程NC 朱丽霞标准书号P1/2关联文书号
5、文书管理员修改【各线文书list 】;
新文书:添加文件名和手顺编号及版本后实施相互超链接
旧文书:修改版本后重新实施相互超链接
6、点击【各线文书list】内的手顺书编号可以直接打开该手顺;
点击手顺书的编号可以打开【各线文书list】
7、文书list和手顺书的超链接方法
不要随意变更文件的保存名
①文书list超链接手顺书:文书右击手顺书编号、点击超链接;
点击手顺书名称,点击确认
②手顺书超链接文书list:右击手顺书编号、点击超链接;
点击各线文书list,点击确认
制定版本作业方法条件
要点参照点击文件名称,
点击查找范围框内的点击各线文书list
-DSSC-。