(丰田)标准作业手顺书
- 格式:pdf
- 大小:6.03 MB
- 文档页数:25
目 录前 言 1 1 概要 ―――――――――――――――――――――――――2 1-1 作业编成的目的 2 1-2 作业编成的概念 2 1-3 作业编成和其关联要素 3 1-4 用语说明 4 2 必要的前提条件 ―――――――――――――――――――――――――6 2-1 生产条件 6 2-2 制造要素 7 2-3 与工会的关系 8 3 手法 ―――――――――――――――――――――――――9 3-1 MAX 手法 9 3-2 加重平均法 9 3-3 节拍&间隔法 10 3-4 各种手法的比较 10 4 步骤 ――――――――――――――――――――――――11 4-1 进行作业编成前的留意事项 11 4-2 作业分配 11 4-3 标准作业的设计 13 5 结果的记录 ――――――――――――――――――――――――14 5-1 标准作业票 14 5-2 时间设定 15 5-3 作业编成表 17 5-4 人员配置表 18 6 评价 ―――――――――――――――――――――――――19 6-1 熟悉作业 19 6-2 标准时间 19 6-3 编成效率(作业负荷) 20 7 改善活动 ――――――――――――――――――――――――22 7-1 工程监察 22 7-2 标准作业的监察 22 7-3 标准作业的改善 23 7-4 改善和剩余人员 26结束语27附录1 标准作业票28、29、30附录2 时间测量用纸31附录3 作业编成表32、33、34前言在制作关于作业编成的驻在员用手册时,希望能说两句。
本手册中有关的作业编成是以没经验的技术员为对象制作的,对于经验丰富的技术人员多少有些罗嗦,请谅解。
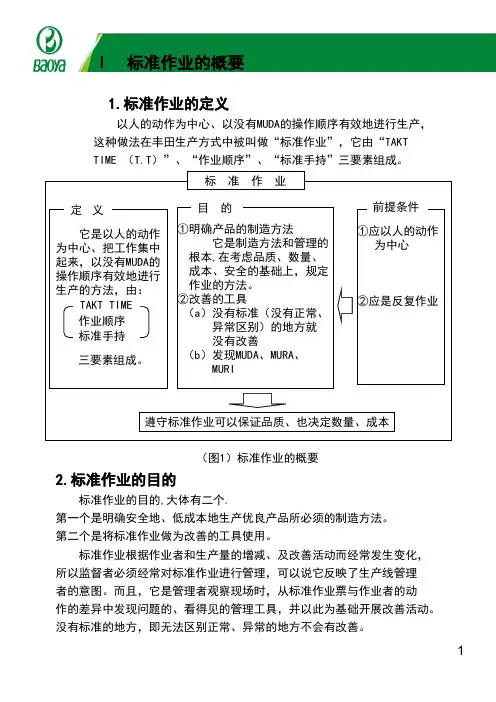
作业编成的定义作业编成的英语为Line Balancing ,一般为如下定义:换句话可以说,作业编成是制造业中把自己公司可控制的劳务费最小,安全生产高质量的产品的重要因素。
但是,在KD工厂中,一般劳务费占原价的比率在10%以下的情况较多,尽管作业编成是重要的因素,但被轻视情况较多。
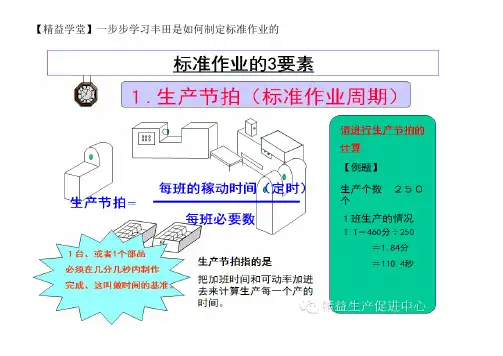
【精益学堂】一步步学习丰田是如何制定标准作业的(1)工程别能力表的作成要领①品番·品名填写加工品番·品名②型式·个数将制品的型式和制造1台制品使用的部品个数等按不同形式填写。
③部门·姓名填写所属部门的代码和作成者(两值GL)的姓名。
④作成年月日填写新规作成以及修订的日期。
⑤工顺填写加工工程的顺序番号。
⑥工程名称填写加工部品的各个工程的名称。
同一工程中有多台机器同时进行加工的情况下,换行分别填写内容。
1个机台·设备同时加工复数个数的部品的情况下,在工程名称一栏中,填写部品个数,并用()标记。
⑦机号填写机械番号。
同一工程中有多台机器加工的情况下,换行分别填写内容。
⑧基本时间填写手作业时间、自动输送时间和完成时间3个时间。
手作业时间填写测定的作业员在机器(工程)中的手作业时间。
但是,步行时间不包括在内。
自动输送时间填写启动机器·设备开始,加工制作之后,一直到回归原位置所用的时间。
完成时间填写每台机器(或工程)中,完成部品作业所需的必要时间(完成时间=手作业时间+自动输送时间)。
⑨刃具填写刀具更换个数和刃具更换时间。
具更换个数填写规定的加工几个部品后更换刃具·磨石的基准数。
刃具更换时间填写平均1次刃具·磨石等更换时所需的必要时间。
此时间为最短时间。
填写每值在一定时间内加工的最大能力(个数)。
总作业时间-交换个数*交换时间加工能力= ----------------------------完成时间备注在图中填写手作业时间、自动输送时间和完成时间。
另外,同时也填写特殊事项。
其他表中内容部分修正时,将修正部分用红色表示。
(2)标准作业票的作成要领①作业内容在标准组合作业票的最开头和最后记入作业名。
②机械配置作业顺序在机械配置图中记入作业顺序。
作业顺序编号、要与标准作业组合票的顺序相同附上编号的顺序用实线表示、返回工程用虚线来表示。