影响大断面球铁件石墨形态的因素
- 格式:pdf
- 大小:86.31 KB
- 文档页数:4
球墨铸铁件常见缺陷的分析与对策一、常见的缺陷及分析球墨铸铁件常见缺陷的分析与对策 (1) 球铁是近40年来我国发展起来的重要铸造金属材料。
由于球状石墨造成的应力集中小,对基体的割裂作用也较小,故球铁的抗拉强度,塑性和韧性均高于其他铸铁。
与相应组织的钢相比,塑性低于钢,疲劳强度接近一般中碳钢,屈强比可达0 7~0 8,几乎是一般碳钢的2倍,而成本比钢低,因此其应用日趋广泛。
当然,球铁也不是十全十美的,它除了会产生一般的铸造缺陷外,还会产生一些特有的缺陷,如缩松、夹渣、皮下气孔、球化不良及衰退等。
这些缺陷影响铸件性能,使铸件废品率增高。
为了防止这些缺陷的发生,有必要对其进行分析,总结出各种影响因素,提出防止措施,才能有效降低缺陷的产生,提高铸件的力学性能及生产效益。
本文将讨论球铁件的主要常见缺陷:缩孔、缩松、夹渣、皮下气孔、石墨漂浮、球化不良及球化衰退。
1 缩孔缩松 1.1影响因素 (1)碳当量:提高碳量,增大了石墨化膨胀,可减少缩孔缩松。
此外,提高碳当量还可提高球铁的流动性,有利于补缩。
生产优质铸件的经验公式为C%+1/7Si%>3 9%。
但提高碳当量时,不应使铸件产生石墨漂浮等其他缺陷。
(2)磷:铁液中含磷量偏高,使凝固范围扩大,同时低熔点磷共晶在最后凝固时得不到补给,以及使铸件外壳变弱,因此有增大缩孔、缩松产生的倾向。
一般工厂控制含磷量小于0 08%。
(3)稀土和镁:稀土残余量过高会恶化石墨形状,降低球化率,因此稀土含量不宜太高。
而镁又是一个强烈稳定碳化物的元素,阻碍石墨化。
由此可见,残余镁量及残余稀土量会增加球铁的白口倾向,使石墨膨胀减小,故当它们的含量较高时,亦会增加缩孔、缩松倾向。
(4)壁厚:当铸件表面形成硬壳以后,内部的金属液温度越高,液态收缩就越大,则缩孔、缩松的容积不仅绝对值增加,其相对值也增加。
另外,若壁厚变化太突然,孤立的厚断面得不到补缩,使产生缩孔缩松倾向增大。
提高球铁石墨球化率和圆整度的三大关键影响球墨铸铁的球化率和圆整度的因素有很多,下面分别从化学成分、工艺过程、凝固控制三大方面,对影响球化率的的因素进行分析:一、化学成分1、碳当量和硅碳和硅是影响球铁石墨球圆整度的基本成分。
在一定的冷却速度和孕育条件下,提高碳当量,可提高石墨球圆整度,并可增加自补缩能力,减少碳化物。
在一定的碳当量条件下,随着硅量的增加,特别是大断面球铁,会产生碎块状石墨。
因此,在不产生石墨漂浮情况下,应尽量提高碳当量;同时在保证孕育条件下,尽量降低硅含量。
2、镁有效残留镁量的控制对提高石墨球圆整度很重要。
当有效残留镁小于0.045%,增加效残留镁量可提高石墨球圆整度;当有效残留镁大于0.045%,会产生变态石墨,降低石墨球圆整度。
3、稀土稀土在铁水中有两个有益的作用:一是脱硫去气,起到球化和间接球化作用;二是与微量元素相互作用,消除有害一面发挥有利一面。
这两方面都可提高石墨球圆整度。
但是过量的残留稀土,特别是大断面球铁,会使石墨形态恶化,尤其易产生碎块状。
理想范围是0.010%~0.019%。
4、微量元素一定量的锑和铋并辅以适量的稀土,可提高石墨球圆整度,提高力学性能。
合适的加入范围:0.0025~0.005%。
二、工艺过程1、球化处理(1)重稀土镁球化剂比轻稀土镁球化剂更能提高石墨球圆整度。
主要是脱硫能力强,抗衰退能力强。
(2)轻稀土镁球化剂如果过程控制得好,并辅以微量元素,也能提高石墨球圆整度。
(3)冲入法比转包法铁液质量更好,故也能提高石墨球圆整度。
2、孕育处理(1)强化孕育可以提高石墨球圆整度。
(2)采用抗衰退的孕育剂可以提高石墨球圆整度。
3、用球铁屑做球化处理时的覆盖剂,可形成与非溶解石墨弥散相类似的钝化石墨核心,产生长时间的浓度起伏,大大增加有效形核率,可以提高石墨球圆整度。
4、尽量降低浇注温度可以提高石墨球圆整度。
三、凝固控制1、使用冷铁可以提高石墨球圆整度。
2、使用铬铁矿砂可以提高石墨球圆整度。
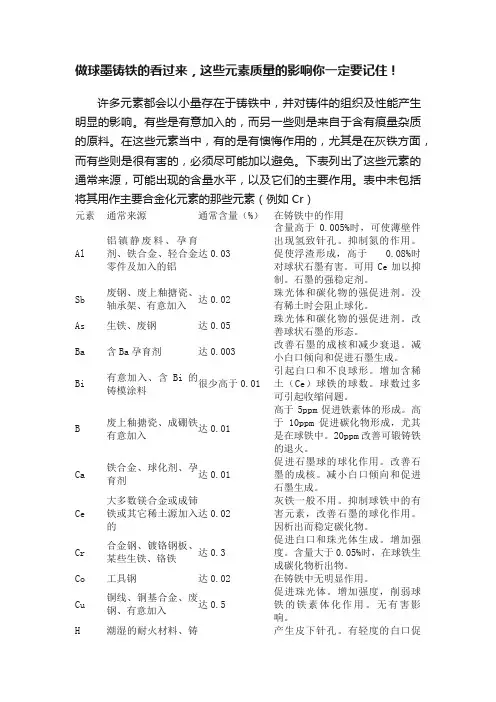
做球墨铸铁的看过来,这些元素质量的影响你一定要记住!许多元素都会以小量存在于铸铁中,并对铸件的组织及性能产生明显的影响。
有些是有意加入的,而另一些则是来自于含有痕量杂质的原料。
在这些元素当中,有的是有懊悔作用的,尤其是在灰铁方面,而有些则是很有害的,必须尽可能加以避免。
下表列出了这些元素的通常来源,可能出现的含量水平,以及它们的主要作用。
表中未包括将其用作主要合金化元素的那些元素(例如Cr)元素通常来源通常含量(%)在铸铁中的作用Al 铝镇静废料、孕育剂、铁合金、轻合金零件及加入的铝达0.03含量高于0.005%时,可使薄壁件出现氢致针孔。
抑制氮的作用。
促使浮渣形成,高于0.08%时对球状石墨有害。
可用Ce加以抑制。
石墨的强稳定剂。
Sb 废钢、废上釉搪瓷、轴承架、有意加入达0.02珠光体和碳化物的强促进剂。
没有稀土时会阻止球化。
As 生铁、废钢达0.05 珠光体和碳化物的强促进剂。
改善球状石墨的形态。
Ba 含Ba孕育剂达0.003 改善石墨的成核和减少衰退。
减小白口倾向和促进石墨生成。
Bi 有意加入、含Bi的铸模涂料很少高于0.01引起白口和不良球形。
增加含稀土(Ce)球铁的球数。
球数过多可引起收缩问题。
B 废上釉搪瓷、成硼铁有意加入达0.01高于5ppm促进铁素体的形成。
高于10ppm促进碳化物形成,尤其是在球铁中。
20ppm改善可锻铸铁的退火。
Ca 铁合金、球化剂、孕育剂达0.01促进石墨球的球化作用。
改善石墨的成核。
减小白口倾向和促进石墨生成。
Ce 大多数镁合金或成铈铁或其它稀土源加入的达0.02灰铁一般不用。
抑制球铁中的有害元素,改善石墨的球化作用。
因析出而稳定碳化物。
Cr 合金钢、镀铬钢板、某些生铁、铬铁达0.3促进白口和珠光体生成。
增加强度。
含量大于0.05%时,在球铁生成碳化物析出物。
Co 工具钢达0.02 在铸铁中无明显作用。
Cu 铜线、铜基合金、废钢、有意加入达0.5促进珠光体。
Y和Sb对厚大断面球墨铸铁石墨形态的影响蔡启舟1,王敬华1,张斗1,魏伯康1 ,尤明2,姚俊邦2,温广敏2,于志斌2(1.华中科技大学,湖北武汉 430074;2.中信重型机械股份有限公司铸锻厂,河南洛阳 471039)摘要:厚大断面球铁冷却缓慢、凝固时间长,易造成球化衰退、石墨畸变,影响厚大断面球铁铸件的力学性能。
本文浇注400mm×400mm×450mm的厚大断面球铁试块,研究了重稀土Y 和微量Sb对厚大断面球铁的石墨形态的影响,分析了石墨结晶的核心,并探讨了石墨畸变的原因。
试验结果表明,重稀土Y在铁水中形成高熔点氧化物,残存时间长,作为石墨核心,有利于提高抗衰退性能;Sb具有细化石墨球、增加石墨球数、提高石墨圆整度的作用。
在厚大断面球铁中,晶界上Ti的偏析和球化元素Mg或稀土等氧化形成的氧化夹杂破坏了奥氏体壳的稳定性,造成石墨畸变。
关键词:钇基球化剂;锑;厚大断面球铁;石墨形态厚大断面球墨铸铁是一种高性能铸铁,其力学性能优良,成形性能好,且成本较低,在国内外被广泛用来制造大型重要零件,特别是用来替代大型铸钢件,具有明显的优势。
厚大断面球铁铸件由于冷却速度缓慢,凝固时间长,则铸件中常出现石墨球数减少,石墨球径粗大,球化衰退,石墨畸变,石墨漂浮,元素偏析及晶间碳化物等一系列缺陷[1],其中,石墨畸变是厚大断面球铁中最常见的一种缺陷。
关于石墨畸变而出现的碎块状石墨的形成原因有两种说法。
一种是球状石墨破碎引起的;另一种是由于热流、某些合金元素等因素破坏了奥氏体外壳的稳定性,致使奥氏体破碎而改变了石墨的生长方式而形成。
由此可见,碎块状石墨的出现,通常都是在厚大断面铸件凝固速度缓慢的条件下产生的。
抑制石墨畸变的措施主要有铁水脱硫、增加冷却速度、控制含硅量等[2]。
在厚大断面球铁中加入少量Sn、Sb或Bi等可以有效防止石墨畸变,并增加石墨球数,提高力学性能。
傅明喜[3]等在大断面球铁中添加0.03%Sn + 0.05%Sb, 提高了石墨的圆整度,抑制了石墨球畸变。
铸件宏观偏析和石墨漂浮成因及防止措施铸件宏观偏析是指在一个宏观尺度上,铸件内部某些部分获得的化学成分比其他相对应的部分多或少,从而导致组织构造和性能不均匀。
目前认为,铸件宏观偏析主要有几个成因,包括原材料成分的不均,熔炼、浇铸和冷却过程中的温度和成分分布不均等。
其中,原材料的成分不均主要是指铁水、熔渣和废铜中的元素浓度不同,对于大多数企业来说,这种情况很难避免。
而石墨漂浮是指在铸铁铸件中,由于石墨比铁密度小,所以在熔铁过程中,石墨容易沉积在熔池底部。
但是,如果熔铁一侧进一定量洁净,石墨在铁水中的浮力就会突然增大,从而导致石墨上浮,形成石墨漂浮现象。
因为在高温均匀熔体中石墨漂浮不易出现,所以现在普遍认为,石墨漂浮是铸件宏观偏析的一种。
那么,为了防止铸件宏观偏析和石墨漂浮,我们应该采取哪些预防措施呢?一、原材料控制1.选用合适的合金原材料能够有效提高原材料中元素浓度的检测方法和设备,通过合理的原材料配料,控制铸件化学成分的浓度范围,进而减少偏析。
此外,一些添加剂能有效改善铸铁的质量,如添加剂“CA”能够吸附氧气,降低铁水渣浇口中氧气含量,减少铸件收缩缺陷和夹杂等。
2.严格实行原材料加工规范制定相应的铸造工艺和加工操作规范,精确测量和严格控制铁水、熔渣和废铜等原材料的成分,合理制定合金组成比例,减少铸件化学成分的偏析。
二、铸造工艺控制1.控制铸造温度和速度铸造温度和速度的联合控制,对减少铸件宏观偏析和石墨漂浮是非常重要的。
因为熔铁在不同的温度下,石墨的浮力不同,所以通过控制铸造温度和速度的变化规律,可以降低石墨漂浮发生的可能性。
2.优化浇注系统采用合适的型腔布置,降低熔铁入口和浇口的压力和速度,控制浇注和逐层凝固的速度和方向,减少冷却后的残余热量和热应力,提高铸件的质量和尺寸精度。
三、金相分析进行组织和成分分析,检测铸件的偏析程度和石墨形态,从而减少宏观偏析和石墨漂浮发生的可能性。
总之,对于铸造企业来说,防止铸件宏观偏析和石墨漂浮是非常重要的工作。
球墨铸铁的石墨球数及其影响因素球墨铸铁(以下简称球铁)组织中,游离析出的石墨以球形存在和生长是改善球铁性能的重要因素。
石墨球圆整度和数量同样影响球铁的性能。
生产中.通常期望获得球形圆整、分布均匀、球径较小、数目较多的球墨。
我国标准GB9441—88中,对球化级别(球化率)、石墨大小(球径)进行了详细的分级.但没有对石墨球数进行评定。
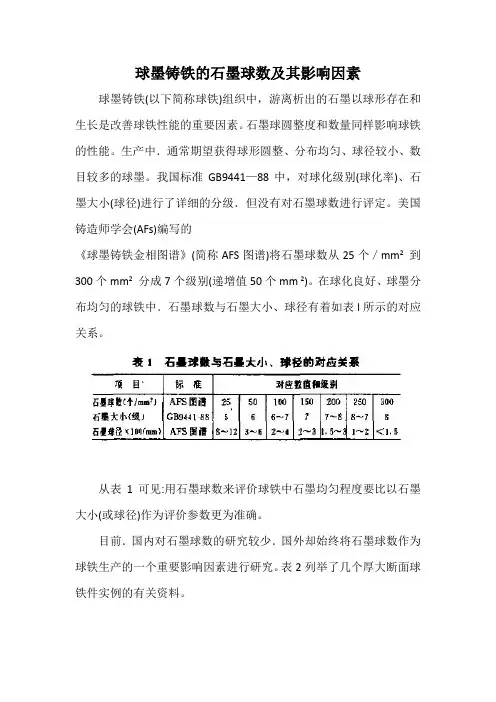
美国铸造师学会(AFs)编写的《球墨铸铁金相图谱》(简称AFS图谱)将石墨球数从25个/mm2到300个mm2分成7个级别(递增值50个mm 2)。
在球化良好、球墨分布均匀的球铁中.石墨球数与石墨大小、球径有着如表l所示的对应关系。
从表1可见:用石墨球数来评价球铁中石墨均匀程度要比以石墨大小(或球径)作为评价参数更为准确。
目前.国内对石墨球数的研究较少.国外却始终将石墨球数作为球铁生产的一个重要影响因素进行研究。
表2列举了几个厚大断面球铁件实例的有关资料。
可以看出.国外在石墨球数和基体组织上的控制水平较好。
此表列举的铸件均为高韧性球铁件.生产该类球铁件要保证基体组织中铁素体占9O %以上以确保韧性.石墨球数的多少直接影响铁素体量。
在球铁核废料贮运容器研制中.我们认识到了石墨球数的重要性。
几年来.查阅了大量国外关于石墨球数及其影响因素的报导.择其精要做一综述,其目的在于:(1)阐明球铁生产中.石墨球数的重要性(2)更好地理解石墨球数各影响困素的作用(3)总结出生产中控制石墨球数的方法。
一、石墨球数对球铁组织和性能的影响一般认为.无任何缺陷的球铁的力学性能基本上取决于基体组织中铁素体和珠光体含量。
球光体增加.抗拉强度、屈服强度、硬度增大,延伸率下降。
球铁共晶凝固的冷却速度是影响基体组织的关键困素.石墨球数也对基体珠光体和铁素体的转变有重要影响。
球铁组织中.石墨球增多.碳在共晶时向溶体扩散的行程被缩短.铁素体量增加。
因此.铁素体基体的球铁应要求较多的石墨球数。
据报导,石墨球数增加时,抗拉强度、屈服强度降低.延伸率增加;石墨球教减少,珠光体增加.硬度变大较高的石墨球数减弱碳化物的形成趋向.但不能消除初生渗碳体。
生产厚大断面球磨铸铁的关键控制点1 如何防止厚大断面球铁的石墨畸变和球化衰退石墨形态是影响球铁铸件性能的关键性因素,厚大断面球铁件断面厚、热节多、凝固时间长,极易发生石墨畸变,一般有以下几种石墨形态:不规则的球状石墨、团絮状石墨、片状石墨、蠕虫状石墨、开花状石墨、碎块状石墨。
球化衰退也就是绝大数石墨成球失败,出现求化衰退的原因是镁量和稀土随着铁液停置时间的延长而发生衰减。
镁和稀土与氧的亲和力大于与硫的亲合力,所以浮在铁液表面的 MgS、Ce 2 S 3 夹杂物与空气中的氧反应生成S,S 与 Mg 和 Ce 反应消耗镁量和稀土,出现回硫现象,使铁液中球化元素的残留量低于石墨化所需的临界值时而产生球化级别严重下降。
减少球化衰退的措施有以下几点:1)通过合理的生产组织安排,缩短铁液停置时间;2)降低原铁液含硫量(<0.012%);3)转运铁水过程中合理覆盖液面;4)适当增加球化剂加入比例。
开花状石墨是厚大断面球墨铸铁中最常见的畸变石墨,开花状石墨恶化了铸件上表面的质量和力学性性,增加了铸件装机后运转的风险。
开花状石墨的形成机理如下:共晶前期形成的石墨球在浮力作用下向上漂浮,聚集在铸件的上表面形成开花石墨。
当石墨的固-液界面前沿存在过量的Ce、Mg 的不均匀吸附时,破坏规则分支的生长,使石墨分支的基面生长速度远大于石墨分支柱面的生长速度,造成石墨在过冷区发生不均匀的包状分叉,导致开花石墨形成。
厚大铸件的上表面往往 RE、Mg 偏高,容易提供漂浮的生长环境。
开花状石墨与碳当量和铁液的冷却速度有关,还与浇注温度有关。
碳当量越高、铁液冷却速度越慢、浇注温度越高石墨漂浮开花的可能性就越大;中小型铸件的碳当量4.3%-4.7%,但是对于厚大断面的球铁碳当量控制在4.3%-4.4%,浇注温度在不影响铁水流动性的条件下尽可能低,一般在1300℃-1360℃为宜;控制碳硅与残余稀土的含量以及提高冷却速度可以减少漂浮石墨形成。
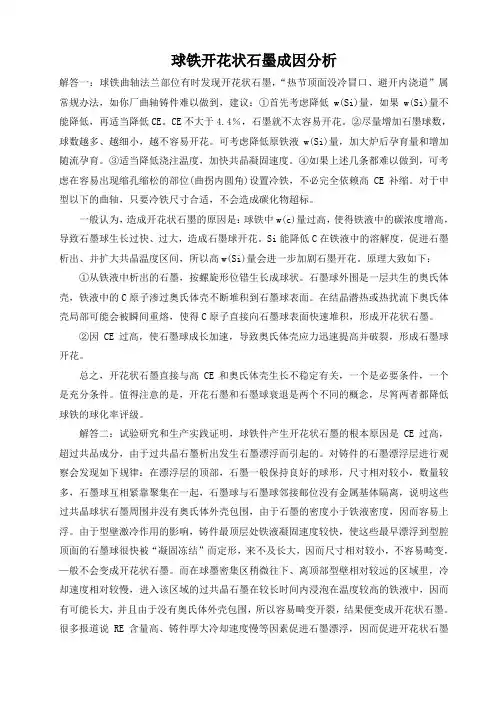
球铁开花状石墨成因分析解答一:球铁曲轴法兰部位有时发现开花状石墨,“热节顶面没冷冒口、避开内浇道”属常规办法,如你厂曲轴铸件难以做到,建议:①首先考虑降低w(Si)量,如果w(Si)量不能降低,再适当降低CE。
CE不大于4.4%,石墨就不太容易开花。
②尽量增加石墨球数,球数越多、越细小,越不容易开花。
可考虑降低原铁液w(Si)量,加大炉后孕育量和增加随流孕育。
③适当降低浇注温度,加快共晶凝固速度。
④如果上述几条都难以做到,可考虑在容易出现缩孔缩松的部位(曲拐内圆角)设置冷铁,不必完全依赖高CE补缩。
对于中型以下的曲轴,只要冷铁尺寸合适,不会造成碳化物超标。
一般认为,造成开花状石墨的原因是:球铁中w(c)量过高,使得铁液中的碳浓度增高,导致石墨球生长过快、过大,造成石墨球开花。
Si能降低C在铁液中的溶解度,促进石墨析出、并扩大共晶温度区间,所以高w(Si)量会进一步加剧石墨开花。
原理大致如下:①从铁液中析出的石墨,按螺旋形位错生长成球状。
石墨球外围是一层共生的奥氏体壳,铁液中的C原子渗过奥氏体壳不断堆积到石墨球表面。
在结晶潜热或热扰流下奥氏体壳局部可能会被瞬间重熔,使得C原子直接向石墨球表面快速堆积,形成开花状石墨。
②因CE过高,使石墨球成长加速,导致奥氏体壳应力迅速提高并破裂,形成石墨球开花。
总之,开花状石墨直接与高CE和奥氏体壳生长不稳定有关,一个是必要条件,一个是充分条件。
值得注意的是,开花石墨和石墨球衰退是两个不同的概念,尽筲两者都降低球铁的球化率评级。
解答二:试验研究和生产实践证明,球铁件产生开花状石墨的根本原因是CE过高,超过共品成分,由于过共晶石墨析出发生石墨漂浮而引起的。
对铸件的石墨漂浮层进行观察会发现如下规律:在漂浮层的顶部,石墨一般保持良好的球形,尺寸相对较小,数量较多,石墨球互相紧靠聚集在一起,石墨球与石墨球邻接邮位没有金属基体隔离,说明这些过共晶球状石墨周围并没有奥氏体外壳包围,由于石墨的密度小于铁液密度,因而容易上浮。
球墨铸铁中碎块状石墨的形成原因
一、碎块状石墨的形成理论:
1、热流作用下奥氏体壳破裂促使石墨畸形生长。
2、Ca、Sr、Ce等元素富集在奥氏体壳处,改变其界面能,导致球墨生长的方式改变,最后长大成碎块状石墨。
3、变冷条件下,石墨生长过程的内应力使石墨破坏呈扇形甚至小碎块。
4、由于元素偏析(如Ce)使石墨造成强烈的分叉倾向,但其核心任像石墨球一样,碎块状石墨是分叉后形成的。
5、慢冷使石墨核心衰退,球数减少,奥氏体壳变厚,改变了石墨与奥氏体共晶团的结晶过程。
6、石墨—奥氏体松散偶方式的生长促使形成碎块状石墨。
二、球铁中稀土元素的作用:
1、脱硫去气,净化铁水,使Mg的球化作用得到充分发挥,起到球化或间接球化作用。
2、与微量元素形成高熔点化合物,即中和了微量元素的有害作用,也提供一定的异质核心。
但是,大断面球铁中过量的稀土将导致石墨形态恶化,促进石墨碎块状产生,原因有:
1、稀土使共晶温度范围扩大,共晶凝固时间延长,因而减少了石墨形核的有效核心数量,增加碎块状石墨在残余铁水中存在的可能。
2、铈等轻稀土元素熔点低,易在奥氏体—石墨共晶团之间偏聚,即对共晶团的狭窄通道有稳定作用,这些通道中易产生形成碎块状石墨。
三、影响碎块状石墨形成的因素
1、化学成分
2、铁水的核心状况
3、冷却条件
江来摘录
2015-5-25。
厚大断面球墨铸铁件的质量影响因素及控制措施引言球墨铸铁 (Ductile Iron 或 Nodular Cast Iron) 具有良好的铸造性能,高强度、高韧性、较好的疲劳强度和抗腐蚀性,适用于机械零件、管道、汽车零部件、铁路车辆、建筑结构等领域。
然而,由于生产过程中的一些影响因素,球墨铸铁件的强度和韧性可能下降。
因此,研究球墨铸铁件的质量影响因素及控制措施对球墨铸铁件的生产具有重要的意义。
厚大断面球墨铸铁件的质量影响因素1.原材料的质量球墨铸铁件中的铸造材料包括铸造用铁水、铁水中的脱硫剂、合金稀土等,它们的质量对球墨铸铁件的性能、表面质量和非金属夹杂物含量等都有重要的影响。
2.铸造工艺参数铸造温度、润滑剂、冷却措施和模具设计等铸造工艺参数对球墨铸铁件的质量有很大的影响。
不当的铸造过程参数可能导致球墨铸铁件表面粗糙、夹杂物过多,甚至出现裂纹、疏松缺陷等问题。
3.模具及其设计球墨铸铁件是由模具进行铸造的,模具的设计质量对球墨铸铁件的质量影响很大。
模具设计包括模型结构、缩孔率、浇注系统和冷却水道的设计等。
4.合金元素的控制铸造用铁中加入不同的合金元素可以改变球墨铸铁件的性能,但元素加入量不越多越好,否则反而会影响球墨铸铁件的质量。
厚大断面球墨铸铁件的质量控制措施1.原材料采购原材料的质量直接影响球墨铸铁件的性能,需要由企业建立合理的供货商评估制度,保证原材料的质量。
2.全面了解铸造工艺参数全面了解铸造工艺参数是为了在铸造过程中能够做好参数调整,达到合理的铸造参数,尽量减少非金属夹杂物含量,避免出现裂纹、疏松缺陷等问题。
3.优化模具设计不断优化模具设计,使球墨铸铁件的形态和尺寸规范,提高铸件的表面质量和尺寸精度,减少缺陷率和废品率。
4.合金元素控制根据需要对铸造用铁进行合金化处理,并根据情况调整每种合金元素在铸造用铁中的加入量,避免元素含量过高的现象。
结论以上就是厚大断面球墨铸铁件的质量影响因素及控制措施的详细介绍。
245管理及其他M anagement and other球墨铸铁中碎块状石墨的形成原因及防止措施韩 虎,王 娟(江苏力源金河铸造有限公司,江苏 如皋 226500)摘 要:在球墨铸铁之中,碎块状石墨是一种较为常见的缺陷组织,碎块状石墨会对球墨铸铁件造成十分不利的影响,一方面表现为球墨铸铁件力学性能的降低,另一方面也会导致加工面呈现出灰斑特征。
除此之外,碎块状石墨的存在还会促使球墨铸铁的抗拉强度、冲击韧度等方便的参数出现一定程度的降低。
因此了解碎块状石墨形成的原因,并采取针对性措施进行有效防止与解决成为业内人士十分关注的问题。
本文就针对球墨铸铁中碎块状石墨的形成原因及防止措施进行研究与分析。
关键词:球墨铸铁;碎块状石墨;原因;措施中图分类号:TG255 文献标识码:A 文章编号:11-5004(2019)07-0245-2收稿日期:2019-07作者简介:韩虎,男,生于1982年,汉族,江苏宿迁人,本科,研究方向:液压泵、阀、马达、壳体、工业阀、阀门铸造及加工。
1 碎块状石墨的形成原因相比于正常球状石墨,碎块状石墨的差异性主要表现在两个方面,一方面是形态上的差异性,正常石墨以球状形式呈现,而碎块状石墨则为不规则碎块;另一方面是分布特点的差异性,一般情况下正常石墨分布在奥氏体基体之上,而碎块状石墨则是沿奥氏体枝晶分布。
从碎块状石墨与正常球状石墨的差异性表现可以看出,两者的形成机理也有所不同。
国外有学生认为二次石墨会产生的一定的膨胀压力,在这一压力作用之下初生是石墨球会出现发生破裂的情况,进而形成碎块状石墨,但是这一理论无法对碎块状石墨沿奥氏体枝晶分布进行合理的解释,这一理论的准确性有待商榷;国内学者周继扬等人认为碎块状石墨形成的原因主要是石墨与奥氏体之间的松散耦合所形成的,但是他们没有对为何会形成松散耦合做出合理的解释与说明。
结合多年的时间经验,并查阅了相关资料,本人认为无论是球状石墨还是碎块状石墨,它们都是从液态中直接析出而成,但具体形成的原因与生长条件存在着一定程度的差异[1-3]。
影响石墨形态的原因石墨是一种常见的矿物,由碳元素组成。
尽管具有相同的化学成分,但石墨可以以不同的结构形式出现,如晶体形石墨、鳞片石墨和纳米石墨等。
影响石墨形态的原因包括结晶条件、温度和压力、化学成分以及外界影响因素等。
首先,结晶条件是影响石墨形态的重要原因之一、晶体形石墨是在适宜的结晶条件下形成的,如适当温度、压力和环境等。
晶体形石墨的晶格结构更加有序,晶粒更大,晶体的完整性更好。
而在不同的结晶条件下,石墨也可能形成不同的形态。
温度和压力是影响石墨形态的另一个重要因素。
高温下,石墨会发生相变,从晶体石墨转变为液态石墨或石墨膏。
液态石墨具有较低的黏度,可以流动和填充空腔。
当温度降低时,石墨会重新结晶成晶体石墨。
同时,高压条件下,石墨也会发生相变,从晶体石墨转变为金刚石或超硬石墨。
金刚石具有非常高的硬度和抗压强度,而超硬石墨具有类似金刚石的硬度和坚韧性。
化学成分也是影响石墨形态的因素之一、石墨是由碳元素组成的,但不同的化学成分会对石墨的形态产生影响。
掺杂元素可以改变石墨的石墨化程度和导电性能。
例如,石墨烯是一种由单层石墨组成的二维材料,具有优异的导电性能和机械性能。
石墨烯的形成需要一定的掺杂元素和特殊的制备条件。
此外,外界影响因素,如辐射、压力和电场等也可以影响石墨的形态。
例如,辐射可以引起石墨的纳米片层剥离,从而形成纳米石墨。
石墨在高压和电场下可以发生相变,形成新的石墨形态,如岩石型石墨。
综上所述,影响石墨形态的原因主要包括结晶条件、温度和压力、化学成分以及外界影响因素等。
了解这些影响因素对于理解石墨性质和利用石墨的特殊性能具有重要意义。
不同形态的石墨具有不同的特性和应用领域,如晶体形石墨用于制造钢铅笔芯、石墨烯用于电子器件和能源存储等。
收稿日期:1999-05-25作者简介:张友寿(1964-),男,副教授,硕士,主要从事金属基复合材料的研究。
・机理分析・大断面球铁碎块状石墨形成原因浅析及若干防止措施张友寿1, 胡心彬1, 李四年1, 韦世鹤2, 肖理明2, 段汉桥2(1.湖北工学院,武汉市430068,2.华中理工大学,武汉市430074) 摘要:本文从球墨铸铁石墨———奥氏体共晶团形成及长大过程中的应力出发,分析了大断面球铁热节处非球形石墨—碎块状石墨的形成原因及若干影响因素,提出了防止措施。
关键词:大断面球铁;碎块状石墨;应力 中图分类号:TG 225 文献标识码:A 文章编号:1004-6178(2000)02-0027-02Formation C ause Analysis and Prevention of Chunky G raphiteof H eavy Section Ductile IronZhang You 2Shou(HuBei Institute of techonology ,W uhan 430068,China )Abstract :According to stress of graphite 2austenite eutectic cell during solidification ,the caues of chunky graphite of hot 2spot and some factors are analysed in this article.S ome measures are raised.K ey Words :heavy section ductile iron ;chunky graphite ;stress 大断面球铁在冶金、机械及核燃料储运等方面得到越来越广泛的应用,这类铸件在铸造时由于凝固时间长,存在严重的球化衰退,孕育衰退及严重的元素偏析等问题。
因而极大地影响球铁的性能。
收稿日期:2013-08-28稿件编号:1308-326作者简介:曹伟康(1962-),男,高级技师,从事铸造生产工作1概况随着球墨铸铁件的广泛应用,对球铁的理化性能要求也越来越高,除常规的强度、硬度、球化等级等指标外,也提出了如单位面积的石墨球个数、单一基体的纯净度、低温冲击等特殊性能要求。
而其中的大断面球墨铸铁件,由于生产成本低廉,可以替代以往的钢件或铜件,使得其在各个领域的应用越来越广泛。
但这类球铁铸件,由于冷却缓慢,凝固时间长,若存在过量干扰元素或缺乏石墨核心时,在其心部极易出现球化和孕育的衰退现象,使球铁组织中出现团片状、蠕虫状、碎块状等变异石墨,导致球铁力学性能下降。
通过研究,在实际生产中以适当的比例加入某些微量元素(如Bi 、Sb 、Pb 、Sn ),在采用稀土镁硅合金作为球化剂时,控制稀土元素和微量铋、锑元素的比例,就可消除变异石墨,改善基体组织,满足一些特殊性能要求。
关于球铁石墨变异的原因,有很多说法,其中比较一致的看法是:主要在共晶凝固初期,缺乏石墨的异质形核核心所致。
而含有稀土和Bi 、Sb 的高熔点复杂化合物能作为石墨的结晶核心,数量众多,且比只含有稀土元素的核心更加稳定,如此就能促使石墨球数增加,形状更加圆整,变异石墨基本消失。
通过实践,球铁中加入Bi 、Sb 元素,含量控制在某一范围内时,表现出上述的有益作用,而过量时,则体现出对石墨形态的危害。
同时研究也表明,铁液中适量的稀土元素不仅能大大扩大Bi 、Sb 元素的加入范围,而且还和Bi 、Sb 元素共同产生作用,使得效果比单一加入Bi 、Sb 元素更好,但稀土元素和Bi 、Sb 元素之间应有一个合适的比例,否则也无法取得预期的效果。
对于镁球铁,有研究报道,在25mm 厚基尔试块的检验结果中,当Bi 元素的加入量超过0.003%时,就可能产生片状石墨,当Bi 元素加入量达0.006%时,球状石墨完全消失。
在一定范围内,随着球铁凝固时间的缩短,Bi 元素的加入量可适当增加。
中机生产力促进中心徐明君厚大断面球墨铸铁件一般指壁厚大千100mm的铸件,其自20世纪70年代开始出现。
随着球墨铸铁生产技术的不断提高,厚大断面球墨铸铁件的应用也愈加广泛,包括铁素体球铁和珠光体球铁,涉及到风电、核电、造船、冶金、重型机床等诸多领域。
目前,国内外很多生产企业都在积极研制厚大断面球墨铸铁件,典型产品有风力发电机组中的轮毂和机座、大型船舶柴油机的发动机缸体、核乏燃料储运容器、汽轮机轴承座等。
本文将结合国内外铸造行业生产、技术及科研人员的生产经验及研究成果,就厚大断面球墨铸铁件的质量影响因素及控制措施进行介绍。
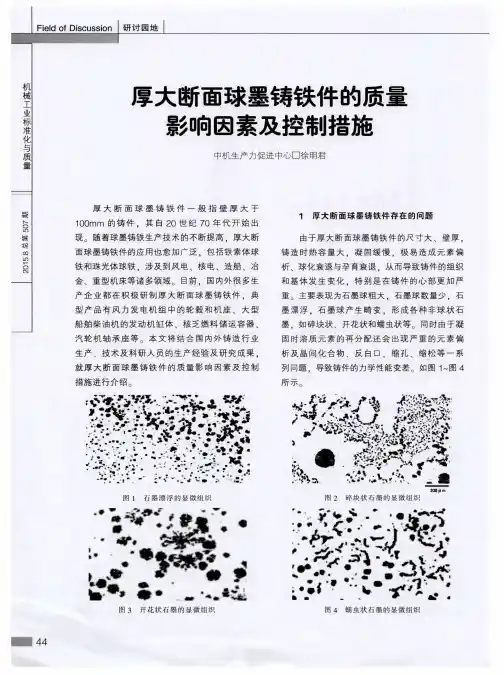
1 厚大断面球墨铸铁件存在的问题由于厚大断面球墨铸铁件的尺寸大、壁厚,铸造时热容量大,凝固缓慢,极易造成元素偏析、球化衰退与孕育衰退,从而导致铸件的组织和基体发生变化,特别是在铸件的心部更加严重。
主要表现为石墨球粗大,石墨球数量少,石墨漂浮,石墨球产生畸变,形成各种非球状石墨,如碎块状、开花状和蠕虫状等。
同时由于凝固时溶质元素的再分配还会出现严重的元素偏析及晶间化合物、反白口、缩孔、缩松等一系列问题,导致铸件的力学性能变差.如图1~图4所示。
2厚大断面球墨铸铁件的质量影响因素通过对生产及研究情况的分析归纳,表1列出了厚大断面球墨铸铁件常见问题的影响因素。
3厚大断面球墨铸铁件生产的控制措施(1)炉料的影响与控制厚大断面球墨铸铁件的生产多采用高纯生铁。
生铁中的微量元素总和低于0.1%,有利于获得成分合格的铁液,减少杂质元素晶界偏析的程度,削弱干扰元素对石墨球化的影响.炉料中的废钢以优质碳素钢为宜,要严格控制p.s及微量元素含量,防止反球化元素及偏析元素过量。
表2列举了一些晶间化合物形成元素的临界含量. (2)铁液成分的影响与选择由于厚大断面球墨铸铁件极易出现石墨漂浮、石墨畸变、球化衰退等缺陷,国内外的大量研究和试验表明,严格控制铁液的化学成分能够有效减少这些缺陷的产生。
表3给出了生产厚大断面球墨铸铁件铁液化学成分含量的参考值.当然,根据各类产品的不同特性要求,在实际生产中,一些成分的控制含量可能需要细微的调整。