FANUC系统数控车床编程与操作PPT课件
- 格式:ppt
- 大小:1.10 MB
- 文档页数:75


二、 FANUC 0i系统数控车床的编程与操作
2.1 FANUC 0i系统面板的操作
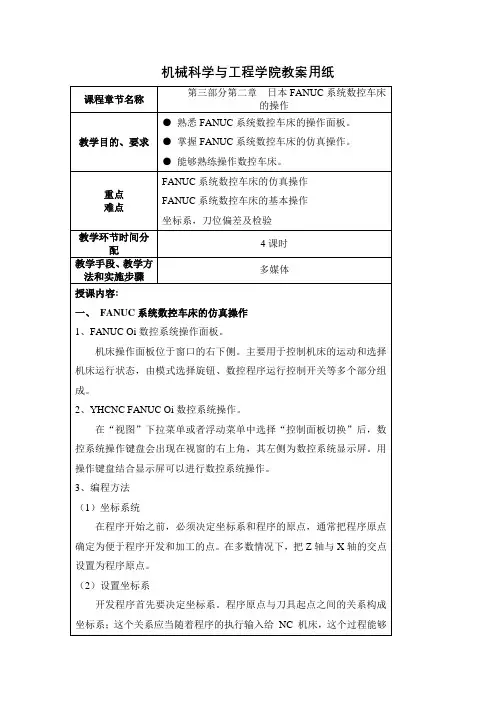
一、FANUC 0i系统面板的结构
FANUC 0i系统面板的结构如图1-19所示。主要分三部分:位于下方的机床控制和操作面板区、位于右上方MDI编辑键盘区、位于左上方的CRT屏幕显示区。
图2.1-1 FANUC 0i车床标准面板
1、 机床控制、操作面板按钮
机床控制、操作面板按钮说明见表2.1-1。
表2.1-1机床操作面板按钮说明
按钮 名称 功能说明
自动运行 此按钮被按下后,系统进入自动加工模式。
编辑 此按钮被按下后,系统进入程序编辑状态,用于直接通过操作面板输入数控程序和编辑程
序。
MDI 此按钮被按下后,系统进入MDI模式,手动输入并执行指令。
远程执行 此按钮被按下后,系统进入远程执行模式即DNC模式,输入输出资料。
单节 此按钮被按下后,运行程序时每次执行一条数控指令。
单节忽略 此按钮被按下后,数控程序中的注释符号“/”有效。
选择性停止 当此按钮按下后,“M01”代码有效。
机械锁定 锁定机床。
试运行 机床进入空运行状态。
进给保持 程序运行暂停,在程序运行过程中,按下此按钮运行暂停。按“循环启动”恢复运行。
循环启动 程序运行开始;系统处于“自动运行”或“MDI”位置时按下有效,其余模式下使用无效。
循环停止 程序运行停止,在数控程序运行中,按下此按钮停止程序运行。
回原点 机床处于回零模式;机床必须首先执行回零操作,然后才可以运行。
手动 机床处于手动模式,可以手动连续移动。
手动脉冲 机床处于手轮控制模式。
手动脉冲 机床处于手轮控制模式。
X轴选择按钮 在手动状态下,按下该按钮则机床移动X轴。
Z轴选择按钮 在手动状态下,按下该按钮则机床移动Z轴。
机械科学与工程学院教案用纸
课程章节名称 第三部分第二章 日本FANUC系统数控车床的操作
教学目的、要求 ● 熟悉FANUC系统数控车床的操作面板。
● 掌握FANUC系统数控车床的仿真操作。
● 能够熟练操作数控车床。
重点
难点 FANUC系统数控车床的仿真操作
FANUC系统数控车床的基本操作
坐标系,刀位偏差及检验
教学环节时间分配 4课时
教学手段、教学方法和实施步骤 多媒体
授课内容:
一、 FANUC系统数控车床的仿真操作
1、FANUC Oi数控系统操作面板。
机床操作面板位于窗口的右下侧。主要用于控制机床的运动和选择机床运行状态,由模式选择旋钮、数控程序运行控制开关等多个部分组成。
2、YHCNC FANUC Oi数控系统操作。
在“视图”下拉菜单或者浮动菜单中选择“控制面板切换”后,数控系统操作键盘会出现在视窗的右上角,其左侧为数控系统显示屏。用操作键盘结合显示屏可以进行数控系统操作。
3、编程方法
(1)坐标系统
在程序开始之前,必须决定坐标系和程序的原点,通常把程序原点确定为便于程序开发和加工的点。在多数情况下,把Z轴与X轴的交点设置为程序原点。
(2)设置坐标系
开发程序首先要决定坐标系。程序原点与刀具起点之间的关系构成坐标系;这个关系应当随着程序的执行输入给 NC 机床,这个过程能够用 G50 命令来实现。在切削进程开始时,刀具应当在指定的位置;由于上面所述设置原点的过程已经完成,工件坐标系和刀具起始位置就定了;刀具更换也在这个被叫为起点的位置操作。
(3)绝对/增量坐标系编程
NC 车床有两个控制轴,对这个2轴系统有两种编程方法:绝对坐标命令方法和增量坐标命令方法。此外,这些方法能够被结合在一个指令里。对于X轴和Z轴寻址所要求的增量指令是U和W。
(4)常用G 代码命令
a. G00——快速点定位
b. G01——直线插补
c. G02/G03——圆弧插补
d. 切螺纹 (G32)

FANUC系统数控车床的编程与操作实例
1.快速定位指令G00
指令格式:G00某(U)_Z(W)_;2.直线插补指令G01
指令格式:G01某(U)_Z(W)_F_;3.圆弧插补指令G02、G03
该指令使刀具从圆弧起点,沿圆弧移动到圆弧终点。指令格式:G02/G03某(U)_Z(W)_R_F_;或:G02/G03某(U)_Z(W)_I_K_F_;例3:图1-18a)(1)G02某80.0Z-10.0R10.0;或G02U20.0W-10.0R10.0;(2)G02某80.0Z-10.0I10.0K0;或G02U20.0W-10.0I10.0K0;例4:图1-18b)(1)G03某45.0Z-35.9R25.0;或G03U45.0W-35.9R25.0;(2)G03某45.0Z-35.9I0K-25.0;或G03U45.0W-35.9I0K-25.0;图3-6圆弧插补举例(2)螺纹加工循环G92G92用于螺纹加工,其循环路线与单一形状固定循环基本相同。如图1-26所示,循环路径中,除螺纹车削一般为进给运动外,其余均为快速运动输入格式:直螺纹G92某(U)_Z(W)_F_;式中:某(U)_Z(W)_为螺纹终点坐标;F_为螺距。程序:……G00某22.0Z5.0;起刀点G92某19.2Z-18.0F1.5;螺纹加工第一次循环某18.6;螺纹加工第二次循环某18.2;螺纹加工第三次循环某18.05;螺纹加工第四次循环G00某100.0Z150.0;退刀,取消循环…(2)多重复合固定循环指令1)精加工循环指令G70
在采用G71、G72、G73指令进行粗车后,用G70指令进行精车循环切削。指令格式:G70PnQnf;
其中:n为精加工程序组的第一个程序段的顺序号;nf为精加工程序组的最后一个程序段的顺序号。 2)外径、内径粗加工循环指令G71
G71指令用于粗车圆柱棒料,以切除较多的加工余量。指令格式:G71U(Δd)R(e);G71P(n)Q(nf)U(Δu)W(Δw)FST;
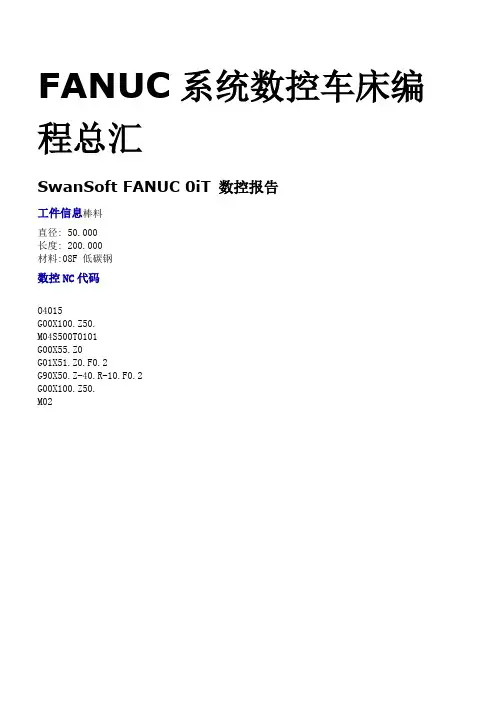
FANUC系统数控车床编程总汇
SwanSoft FANUC 0iT 数控报告
工件信息棒料
直径: 50.000
长度: 200.000
材料:08F 低碳钢
数控NC代码
O4015
G00X100.Z50.
M04S500T0101
G00X55.Z0
G01X51.Z0.F0.2
G90X50.Z-40.R-10.F0.2
G00X100.Z50.
M02
加工视窗
工件信息棒料
直径: 24.000
长度: 200.000
材料:08F 低碳钢
数控NC代码
O3110
N1G54X16Z1
G37G00Z0M03
M98P0030L6
X15.Z1.
N040M98P0030
X14.Z1.
N050M98P0030
N060X13.Z1.
N070M98P0030.
N080X12.Z1.
N090M98P0030
N100N040G00X16Z1
G36
M05;
M30;
O0030
O0030
G01U-12.F100
G03U7.385W-4.923R8
U3.215W-39.877R60
G02U1.4W-28.63R40.
G00U4.
W73.436
G01U-4.8F100
M99加工视窗
SwanSoft FANUC 0iT 数控报告
工件信息
棒料
直径: 45.000
长度: 200.000
材料:08F 低碳钢
数控NC代码
O134
T0101
M03S600
N020G01X46.Z0F0.3
U-4.0
X44.Z-11
G00Z0
G01U-8
X44.Z-11.
G00Z0
G01U-12.
X44.Z-11.
G00Z0
G01U-16.
X44.Z-11.
G0Z0
G01U-20.
X44.Z-11.
G00Z0.
G01U-24.
X44.Z-11.
G00Z0
G01X0
G03X44.Z-22.R22.F0.2
G00X100.Z50.