FANUC系统数控车床的编程与操作实例
- 格式:ppt
- 大小:3.97 MB
- 文档页数:176

二、 FANUC 0i系统数控车床的编程与操作
2.1 FANUC 0i系统面板的操作
一、FANUC 0i系统面板的结构
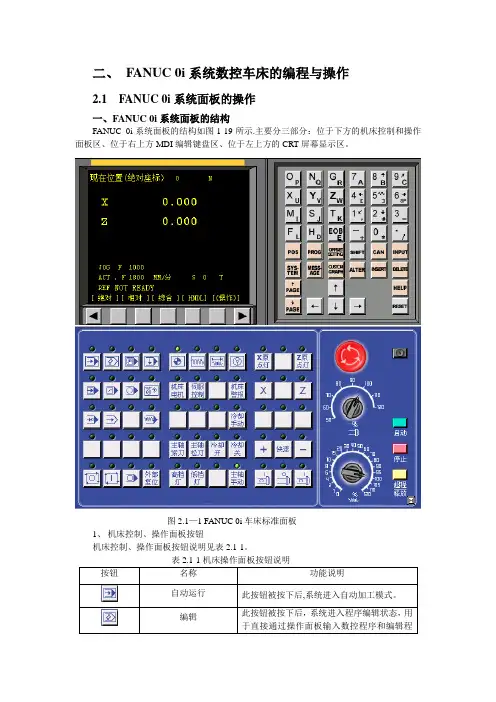
FANUC 0i系统面板的结构如图1-19所示.主要分三部分:位于下方的机床控制和操作面板区、位于右上方MDI编辑键盘区、位于左上方的CRT屏幕显示区。
图2.1—1 FANUC 0i车床标准面板
1、 机床控制、操作面板按钮
机床控制、操作面板按钮说明见表2.1-1。
表2.1-1机床操作面板按钮说明
按钮 名称 功能说明
自动运行 此按钮被按下后,系统进入自动加工模式。
编辑 此按钮被按下后,系统进入程序编辑状态,用于直接通过操作面板输入数控程序和编辑程
序。
MDI 此按钮被按下后,系统进入MDI模式,手动输入并执行指令.
远程执行 此按钮被按下后,系统进入远程执行模式即DNC模式,输入输出资料。
单节 此按钮被按下后,运行程序时每次执行一条数控指令。
单节忽略 此按钮被按下后,数控程序中的注释符号“/”有效.
选择性停止 当此按钮按下后,“M01”代码有效。
机械锁定 锁定机床。
试运行 机床进入空运行状态。
进给保持 程序运行暂停,在程序运行过程中,按下此按钮运行暂停。按“循环启动”恢复运行。
循环启动 程序运行开始;系统处于“自动运行”或“MDI”位置时按下有效,其余模式下使用无效。
循环停止 程序运行停止,在数控程序运行中,按下此按钮停止程序运行。
回原点 机床处于回零模式;机床必须首先执行回零操作,然后才可以运行。
手动 机床处于手动模式,可以手动连续移动。
手动脉冲 机床处于手轮控制模式。
手动脉冲 机床处于手轮控制模式。
X轴选择按钮 在手动状态下,按下该按钮则机床移动X轴。
Z轴选择按钮 在手动状态下,按下该按钮则机床移动Z轴。
FANUC数控车床编程与仿真操作
实例06:程序的转换
前言
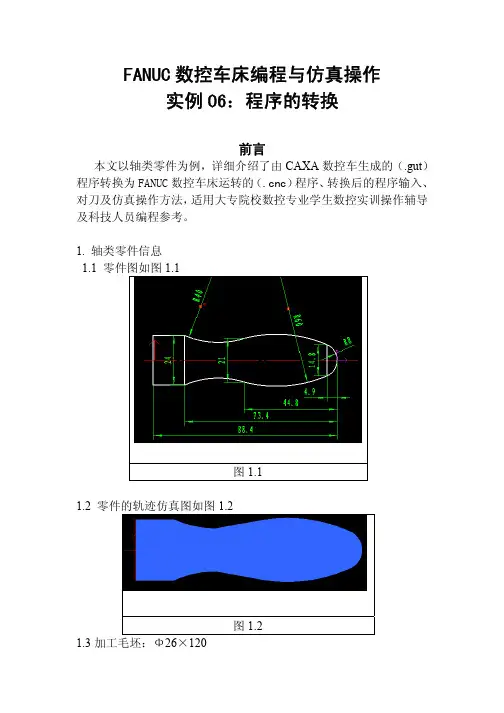
本文以轴类零件为例,详细介绍了由CAXA数控车生成的(.gut)
程序转换为FANUC数控车床运转的(.cnc)程序、转换后的程序输入、
对刀及仿真操作方法,适用大专院校数控专业学生数控实训操作辅导
及科技人员编程参考。
1. 轴类零件信息
1.1 零件图如图1.1
图1.1
1.2 零件的轨迹仿真图如图1.2
图1.2
1.3加工毛坯:Φ26×120 1.4刀具:T02(外圆车刀, 刀片宽4、刀片长20)、T06(切断刀, 刀
片宽4、刀片长20) 1.5对刀:自动对刀
1.6工件坐标系设定: 在工件左端面中心
2. 程序转换
2.1 由CAXA数控车2008生成的cut代码(数控车加工实例—手
柄.cut),见“CAXA数控车加工实例—手柄”,如图2.1。
…
图2.1
2.2将生成的“.cut文件” (数控车加工实例—手柄.cut)另存为“.cnc
文件”(数控车加工实例—手柄.cnc),如图2.2。
图2.2 2.3 将生成的cnc文件进行必要的编辑(修改刀具和工件坐标系设置等),生成“数控车加工实例—手柄c”,如图2.3。
…
图2.3
2.4 将“数控车加工实例—手柄c”更名为“c”, 如图
2.4。
图2.4
3. 运行FANUC数控仿真软件FANUC OTD,界面如图3
图3
4. 仿真操作
4.1 “程序保护开关”置于[OFF]
4.2将转换和整理后的“c”导入数控系统
[PRGRM程序]Î[EDIT编辑]Î[LIB]软键Î输入程序号(例O0002)Î[INSRT插入]Î[打开]按钮Î选择代码文件.cnc
如图4.2。
图4.2 4.3 机床参数设置
[参数设置]按钮Î[机床参数]:选择(后置刀架、八方刀架), 如
图4.3。
图4.3
4.4安装刀具
[刀具管理]按钮:选择有关刀具,选择“002外圆车刀”,设置有关
102922FANUC 0i Mate TC 系统车床编程
1、刀具功能的编程
(1)T(T2+2)
例如:T0404 ;表示选择第4号刀,4号偏置。
T0403 ; 表示选择第4号刀, 3号偏置。
T0200 ; 表示选择第2号刀,刀具偏置取消。
(2)T、D(H)
例如: … T3 D3 ;选择3号刀,3号刀偏生效;
…
…D0 ;仍然是3号刀具,3号刀取消
…D5 ;仍然是3号刀具,5号刀偏生效
…T5 D6 ;换5号刀具,6号刀偏生效
(3)T、M06
例如: N010 T02 M06 ;选择2号刀,立即换2号刀
…
N090 G01 Z… T03 ;预选3号刀
…
N100 G28 Z0 M06 ;换3号刀
直径编程和半径编程
数控车床加工的是回转体类零件,其横截面为圆形,所以尺寸有直径指定和半径指定两种方法。当用直径值编程时,称为直径编程法;用半径值编程时,称为半径编程法。
数控车床出厂时一般设定为直径编程。如须用半径编程,要改变系统中相关参数,使系统处于半径编程状态。
FANUC-0iT系统数控车床操作
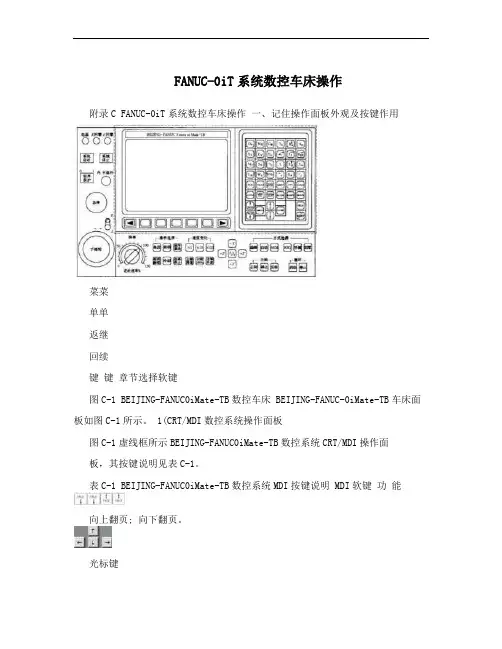
附录C FANUC-0iT系统数控车床操作 一、记住操作面板外观及按键作用
菜菜
单单
返继
回续
键 键 章节选择软键
图C-1 BEIJING-FANUC0iMate-TB数控车床 BEIJING-FANUC-0iMate-TB车床面板如图C-1所示。 1(CRT/MDI数控系统操作面板
图C-1虚线框所示BEIJING-FANUC0iMate-TB数控系统CRT/MDI操作面
板,其按键说明见表C-1。
表C-1 BEIJING-FANUC0iMate-TB数控系统MDI按键说明 MDI软键 功
能
向上翻页; 向下翻页。
光标键
地址字符键。点击 键后再点击字符键,将输入右下角
的字符;用“EOB”输入“;”,表示程序段结束等。
数字字符键。点击 键后再点击字符键,将输入右下角
的字符。
465
显示坐标值
进入程序编辑和显示画面
设定、显示刀具补偿值和其他数据。
系统参数的设定及显示
显示各种信息
用户宏画面或图形的显示
字符下档切换键
删除CRT最下输入行显示的最后一个字符
将CRT最下输入行显示出来的数据移入到寄存器
光标所在编辑单位的替换
在光标后插入编辑单位
删除光标所在编辑单位
显示如何操作机床,可在CNC发生报警时提供报警的详
细信息。
CNC复位,解除报警;当自动运行时,按此键所有运动都
停止。
2(数控车床遥控操作面板
图C-1除虚线框所示面板是BEIJING-FANUC0iMate-TB系统CKA6150数
控车床遥控操作面板,其按键说明见表C-2。
表C-2 按键说明
按钮 名称
功能说明
数控系统电源开关
启动数控系统
数控系统电源开关 关闭数控系统
466
启动:自动运行开始,系统处于“自
动运行”或“MDI”位置时有效,其
循环启动/停止
余方式下无效。