FANUC系统数控车床的编程与操作实例PPT课件
- 格式:ppt
- 大小:3.79 MB
- 文档页数:178

FANUC数控车床编程与仿真操作
实例06:程序的转换
前言
本文以轴类零件为例,详细介绍了由CAXA数控车生成的(.gut)
程序转换为FANUC数控车床运转的(.cnc)程序、转换后的程序输入、
对刀及仿真操作方法,适用大专院校数控专业学生数控实训操作辅导
及科技人员编程参考。
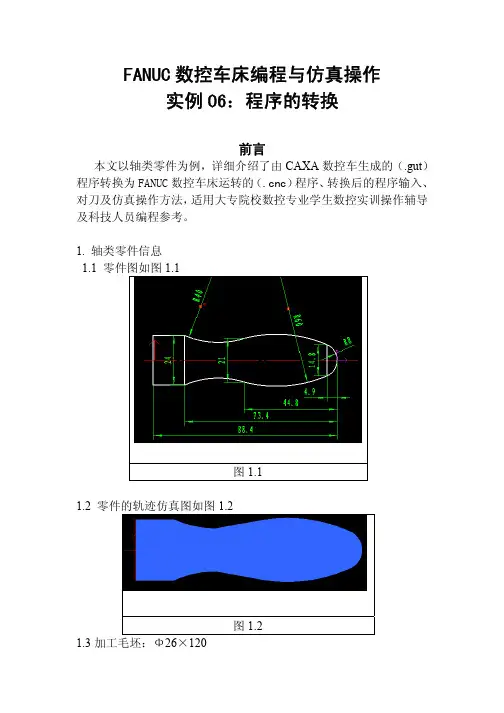
1. 轴类零件信息
1.1 零件图如图1.1
图1.1
1.2 零件的轨迹仿真图如图1.2
图1.2
1.3加工毛坯:Φ26×120 1.4刀具:T02(外圆车刀, 刀片宽4、刀片长20)、T06(切断刀, 刀
片宽4、刀片长20) 1.5对刀:自动对刀
1.6工件坐标系设定: 在工件左端面中心
2. 程序转换
2.1 由CAXA数控车2008生成的cut代码(数控车加工实例—手
柄.cut),见“CAXA数控车加工实例—手柄”,如图2.1。
…
图2.1
2.2将生成的“.cut文件” (数控车加工实例—手柄.cut)另存为“.cnc
文件”(数控车加工实例—手柄.cnc),如图2.2。
图2.2 2.3 将生成的cnc文件进行必要的编辑(修改刀具和工件坐标系设置等),生成“数控车加工实例—手柄c”,如图2.3。
…
图2.3
2.4 将“数控车加工实例—手柄c”更名为“c”, 如图
2.4。
图2.4
3. 运行FANUC数控仿真软件FANUC OTD,界面如图3
图3
4. 仿真操作
4.1 “程序保护开关”置于[OFF]
4.2将转换和整理后的“c”导入数控系统
[PRGRM程序]Î[EDIT编辑]Î[LIB]软键Î输入程序号(例O0002)Î[INSRT插入]Î[打开]按钮Î选择代码文件.cnc
如图4.2。
图4.2 4.3 机床参数设置
[参数设置]按钮Î[机床参数]:选择(后置刀架、八方刀架), 如
图4.3。
图4.3
4.4安装刀具
[刀具管理]按钮:选择有关刀具,选择“002外圆车刀”,设置有关
101- 1 -
第一节 指令详解
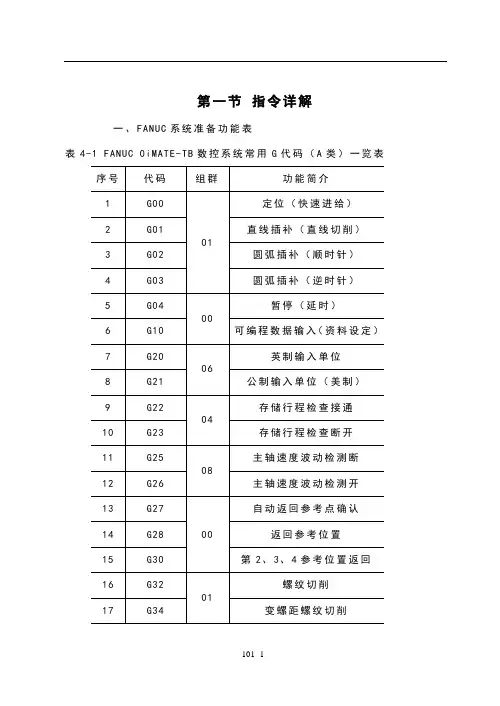
一、FANUC系统准备功能表
表4-1 FANUC 0iMATE-TB数控系统常用G代码(A类)一览表
序号 代码 组群 功能简介
1 G00
01 定位(快速进给)
2 G01 直线插补(直线切削)
3 G02 圆弧插补(顺时针)
4 G03 圆弧插补(逆时针)
5 G04
00 暂停(延时)
6 G10 可编程数据输入(资料设定)
7 G20
06 英制输入单位
8 G21 公制输入单位(美制)
9 G22
04 存储行程检查接通
10 G23 存储行程检查断开
11 G25
08 主轴速度波动检测断
12 G26 主轴速度波动检测开
13 G27
00 自动返回参考点确认
14 G28 返回参考位置
15 G30 第2、3、4参考位置返回
16 G32
01 螺纹切削
17 G34 变螺距螺纹切削
102- 1 - 18 G40
07 取消刀尖半径补偿
19 G41 刀尖半径左补偿
20 G42 刀尖半径右补偿
21 G50
00 坐标系设定或主轴最大速度设定
22 G52 局部坐标系设定
23 G53 机床坐标系设定
24 G54
14 工件坐标系选择1
25 G55 工件坐标系选择2
26 G56 工件坐标系选择3
27 G57 工件坐标系选择4
28 G58 工件坐标系选择5
29 G59 工件坐标系选择6
30 G65 00 调用宏指定
31 G66
12 模态宏调用
32 G67 模态宏调用注销
33 G70
00 精车固定循环
34 G71 外径粗车循环
35 G72 端面粗车循环
36 G73 固定形状粗车循环
37 G74 Z向啄式钻孔及
端面沟槽循环
103- 1 - 38 G75 外径断续切槽循环
39 G76 多头螺纹切削循环
40 G90
01 外圆切削循环
41 G92 螺纹切削循环
42 G94 端面切削循环
43 G96

FANUC系统数控车床的编程与操作实例
1.快速定位指令G00
指令格式:G00某(U)_Z(W)_;2.直线插补指令G01
指令格式:G01某(U)_Z(W)_F_;3.圆弧插补指令G02、G03
该指令使刀具从圆弧起点,沿圆弧移动到圆弧终点。指令格式:G02/G03某(U)_Z(W)_R_F_;或:G02/G03某(U)_Z(W)_I_K_F_;例3:图1-18a)(1)G02某80.0Z-10.0R10.0;或G02U20.0W-10.0R10.0;(2)G02某80.0Z-10.0I10.0K0;或G02U20.0W-10.0I10.0K0;例4:图1-18b)(1)G03某45.0Z-35.9R25.0;或G03U45.0W-35.9R25.0;(2)G03某45.0Z-35.9I0K-25.0;或G03U45.0W-35.9I0K-25.0;图3-6圆弧插补举例(2)螺纹加工循环G92G92用于螺纹加工,其循环路线与单一形状固定循环基本相同。如图1-26所示,循环路径中,除螺纹车削一般为进给运动外,其余均为快速运动输入格式:直螺纹G92某(U)_Z(W)_F_;式中:某(U)_Z(W)_为螺纹终点坐标;F_为螺距。程序:……G00某22.0Z5.0;起刀点G92某19.2Z-18.0F1.5;螺纹加工第一次循环某18.6;螺纹加工第二次循环某18.2;螺纹加工第三次循环某18.05;螺纹加工第四次循环G00某100.0Z150.0;退刀,取消循环…(2)多重复合固定循环指令1)精加工循环指令G70
在采用G71、G72、G73指令进行粗车后,用G70指令进行精车循环切削。指令格式:G70PnQnf;
其中:n为精加工程序组的第一个程序段的顺序号;nf为精加工程序组的最后一个程序段的顺序号。 2)外径、内径粗加工循环指令G71
G71指令用于粗车圆柱棒料,以切除较多的加工余量。指令格式:G71U(Δd)R(e);G71P(n)Q(nf)U(Δu)W(Δw)FST;
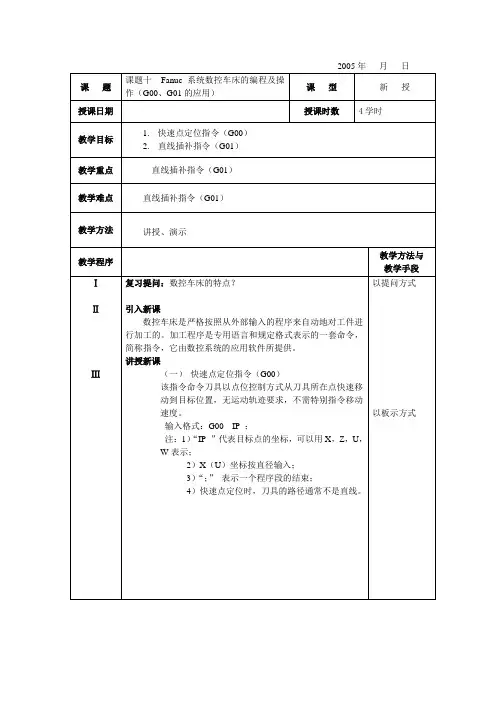
2005年 月 日
课 题 课题十 Fanuc系统数控车床的编程及操作(G00、G01的应用) 课 型 新 授
授课日期 授课时数 4学时
教学目标 1. 快速点定位指令(G00)
2. 直线插补指令(G01)
教学重点 直线插补指令(G01)
教学难点 直线插补指令(G01)
教学方法
讲授、演示
教学程序 教学方法与
教学手段
Ⅰ
Ⅱ
Ⅲ
复习提问:数控车床的特点?
引入新课
数控车床是严格按照从外部输入的程序来自动地对工件进行加工的。加工程序是专用语言和规定格式表示的一套命令,简称指令,它由数控系统的应用软件所提供。
讲授新课
(一) 快速点定位指令(G00)
该指令命令刀具以点位控制方式从刀具所在点快速移动到目标位置,无运动轨迹要求,不需特别指令移动速度。
输入格式:G00 IP_;
注:1)“IP_”代表目标点的坐标,可以用X,Z,U,W表示;
2)X(U)坐标按直径输入;
3)“;” 表示一个程序段的结束;
4)快速点定位时,刀具的路径通常不是直线。
以提问方式
以板示方式
教学程序 教学内容 教学方法与
教学手段
绝对指令:G00 X40 Z2
增量指令:G00 U-60 W-50
说明:1)符号“ ”代表编程原点;
2)一轴上相对位置不变时,可以省略该轴的移动指令;
3)在同一程序段中绝对坐标指令和增量坐标指令可以混用;
4)从图中可以看出,实际刀具移动路径与理想刀具移动路径并不一致
5)刀具快速移动速度由机床生产厂家设定
(二) 直线插补指令(G01)
该指令用于直线或斜线运动。可使数控车床沿X轴、Z轴方向执行单轴运动,也可以沿XZ平面内任意斜率的直线运动。
输入格式:G01 IP_F_;
注:1)“IP_”代表目标点的坐标,可以用X、Z、U、W表示;
2)“F_”指令刀具的进给速度。
绝对指令:G01 X40 Z-30 F0.4;