FANUC系统数控车床的编程与操作实例
- 格式:docx
- 大小:37.39 KB
- 文档页数:3
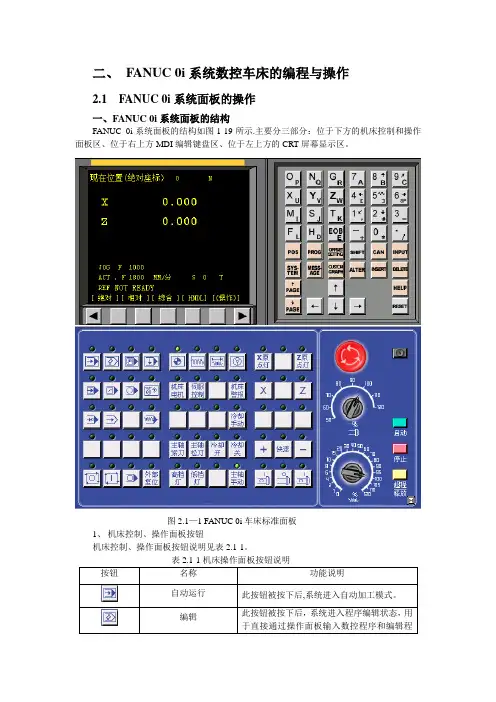
FANUC系统数控车床的编程与操作实例
FANUC系统是一种广泛应用于数控机床领域的控制系统。在数控车床中,通过FANUC系统可以实现车削、镗削、攻丝、齿轮加工等多种加工操作。下面将以一种常见的操作实例来介绍FANUC系统数控车床的编程与操作。
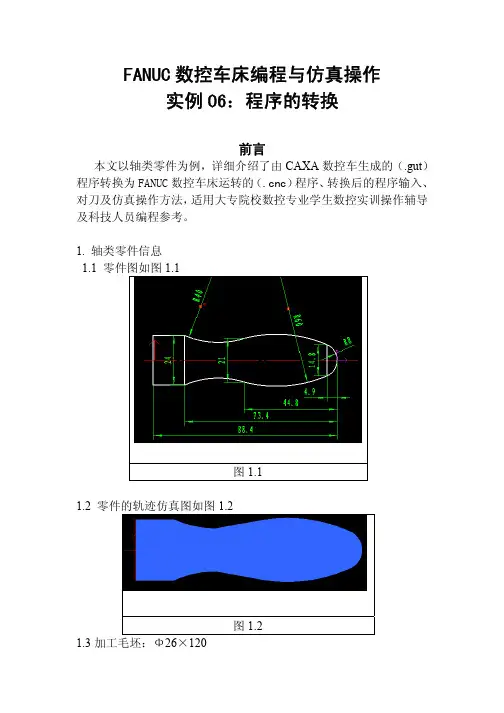
假设需要在一根直径为100mm、长度为200mm的圆柱体上进行车削操作。首先,需要在FANUC系统的编程界面中编写相应的程序。
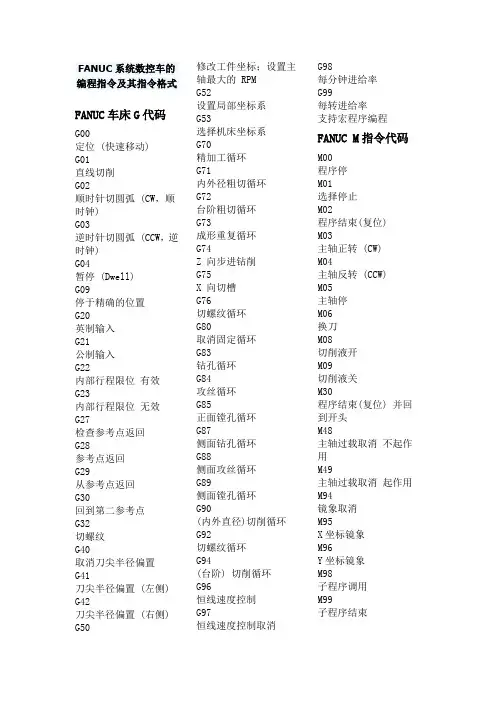
1.在线性插补(G01)模式下,首先使用G96指令将进给速度模式调整为外径进给。
G96 S150;设置进给速度为150mm/min
2.设置主轴转速为500转/分钟。
S500;设置主轴转速为500
3.在编程界面中输入车削指令,并指定切入点和切出点坐标。
G01 X50 Z0; 在X=50mm,Z=0mm处开始车削
4.指定车削切削速度和进给量。
F0.2;设置切削速度为0.2mm/转
5.指定车削的切削深度和宽度。
G42 P1 D4 W2;设置刀具切削半径为4mm,刀具宽度为2mm
6.编写车削程序,具体指定车削的路径和切削参数。
G94 G01 X200;车削到X=200mm处,即车削长度为200mm G92S5000;设定主轴转速为5000转/分钟
G01 Z-10;车削深度为10mm
G00 X50; 切入点坐标X=50mm
G42 P2;更换刀具,设定刀具半径为2mm
G01 Z-20;车削深度增加到20mm
G40 G01 X200;以直径200mm为终点,车削结束
G92S0;主轴停止转动
M30;程序结束
在编写好程序之后,就可以进行实际的操作了。首先,需要将工件夹紧在车床上,并校准工件的初始位置。然后,将程序通过介质(如U盘)上传到FANUC系统中。
在FANUC系统的操作界面中,可以选择编程模式,并选择上传的程序进行运行。在运行程序之前,需要对数控车床进行准备工作,如调整刀具的切削角度和刀具的位置。同时,需要根据工件的材质和需求,设置合适的切削速度和进给速度。
当所有准备工作完成后,就可以开始运行程序了。通过FANUC系统的操作界面,可以实时监控车削进度和主轴转速,并根据需要对切削参数进行调整。在车削过程中,还需要保持工件表面的润滑,以确保车削效果。
当车削结束后,可以通过测量工具对车削后的工件进行测量,以确认车削结果是否符合要求。如果需要进行多次车削或其他加工操作,可以按照需要对程序进行修改,并重新运行。 以上是一个简单的FANUC系统数控车床的编程与操作实例。实际应用中,根据具体的加工需求和机床结构,可能会有更加复杂和多样化的编程和操作方式。但通过学习和掌握FANUC系统的基本操作和编程知识,可以更好地应对各种加工需求,并提高加工效率和精度。