ASME焊接接头分类
- 格式:docx
- 大小:37.31 KB
- 文档页数:7
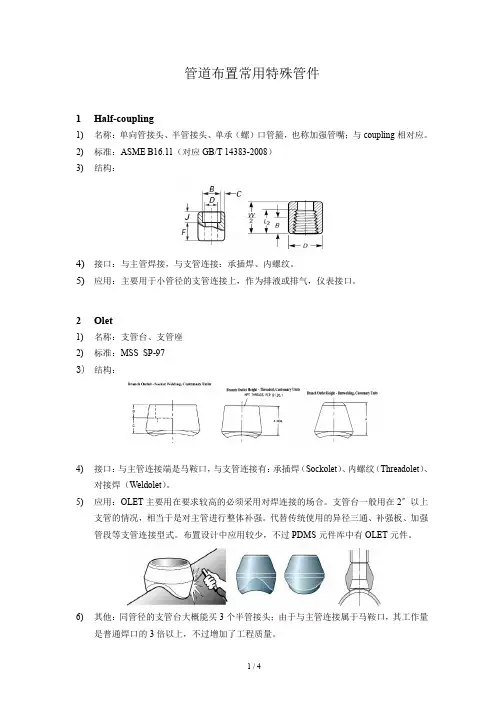
管道布置常用特殊管件1Half-coupling1)名称:单向管接头、半管接头、单承(螺)口管箍,也称加强管嘴;与coupling相对应。
2)标准:ASME B16.11(对应GB/T 14383-2008)3)结构:4)接口:与主管焊接,与支管连接:承插焊、内螺纹。
5)应用:主要用于小管径的支管连接上,作为排液或排气,仪表接口。
2Olet1)名称:支管台、支管座2)标准:MSS SP-973)结构:4)接口:与主管连接端是马鞍口,与支管连接有:承插焊(Sockolet)、内螺纹(Threadolet)、对接焊(Weldolet)。
5)应用:OLET主要用在要求较高的必须采用对焊连接的场合。
支管台一般用在2〞以上支管的情况,相当于是对主管进行整体补强。
代替传统使用的异径三通、补强板、加强管段等支管连接型式。
布置设计中应用较少,不过PDMS元件库中有OLET元件。
6)其他:同管径的支管台大概能买3个半管接头;由于与主管连接属于马鞍口,其工作量是普通焊口的3倍以上,不过增加了工程质量。
1)名称:接缘、管座2)标准:ASME B16.113)结构:4)接口:与主管连接端是焊接,与支管连接型式:承插焊、内螺纹。
5)其他:Boss应用情况与half-coupling类似,通过结构图可以看出,half-coupling开坡口后即为Boss;在管道布置中一般属于非标管件集。
4M.F. reducer1)名称:承插焊缩径接头2)标准:MSS SP-793)结构:4)接口:大头端与管道对接焊、小头端与管道承插焊,即一端与大管道对接焊,小管道插入另一端。
由于与大管对接焊一端与管道外径相同,将其直接插入承插焊阀门,省略了中间一段直管,导致M.F. reducer看起来是大头端插入,小头端被插入,所以被很多人误认为两端都是承插焊连接。
详见下图:1)名称:立布、短节2)标准:无相关标准3)结构:4)接口:所谓nipple是采用管道加工而成的短管,还可以对其末端加工螺纹。
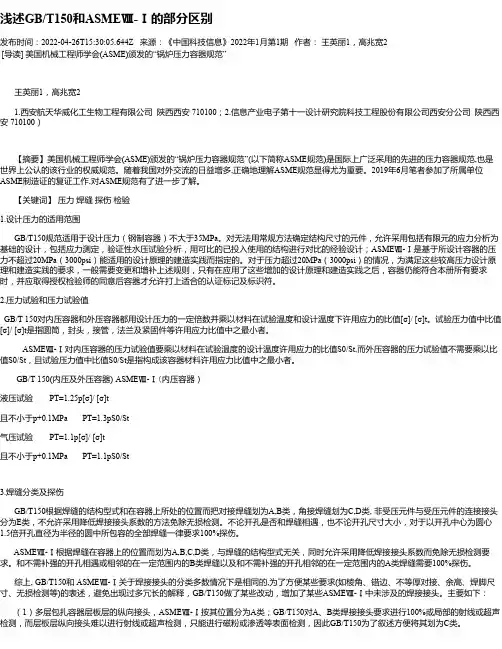
浅述GB/T150和ASMEⅧ-Ⅰ的部分区别发布时间:2022-04-26T15:30:05.644Z 来源:《中国科技信息》2022年1月第1期作者:王英丽1,高兆宽2[导读] 美国机械工程师学会(ASME)颁发的“锅炉压力容器规范”王英丽1,高兆宽21.西安航天华威化工生物工程有限公司陕西西安 710100;2.信息产业电子第十一设计研究院科技工程股份有限公司西安分公司陕西西安 710100)【摘要】美国机械工程师学会(ASME)颁发的“锅炉压力容器规范”(以下简称ASME规范)是国际上广泛采用的先进的压力容器规范,也是世界上公认的该行业的权威规范。
随着我国对外交流的日益增多,正确地理解ASME规范显得尤为重要。
2019年6月笔者参加了所属单位ASME制造证的复证工作,对ASME规范有了进一步了解。
【关键词】压力焊缝探伤检验1.设计压力的适用范围GB/T150规范适用于设计压力(钢制容器)不大于35MPa。
对无法用常规方法确定结构尺寸的元件,允许采用包括有限元的应力分析为基础的设计,包括应力测定,验证性水压试验分析,用可比的已投入使用的结构进行对比的经验设计;ASMEⅧ-Ⅰ是基于所设计容器的压力不超过20MPa(3000psi)能适用的设计原理的建造实践而指定的。
对于压力超过20MPa(3000psi)的情况,为满足这些较高压力设计原理和建造实践的要求,一般需要变更和增补上述规则,只有在应用了这些增加的设计原理和建造实践之后,容器仍能符合本册所有要求时,并应取得授权检验师的同意后容器才允许打上适合的认证标记及标识符。
2.压力试验和压力试验值GB/T 150对内压容器和外压容器都用设计压力的一定倍数并乘以材料在试验温度和设计温度下许用应力的比值[σ]/ [σ]t。
试验压力值中比值[σ]/ [σ]t是指圆筒,封头,接管,法兰及紧固件等许用应力比值中之最小者。
ASMEⅧ-Ⅰ对内压容器的压力试验值要乘以材料在试验温度的设计温度许用应力的比值S0/St,而外压容器的压力试验值不需要乘以比值S0/St,且试验压力值中比值S0/St是指构成该容器材料许用应力比值中之最小者。
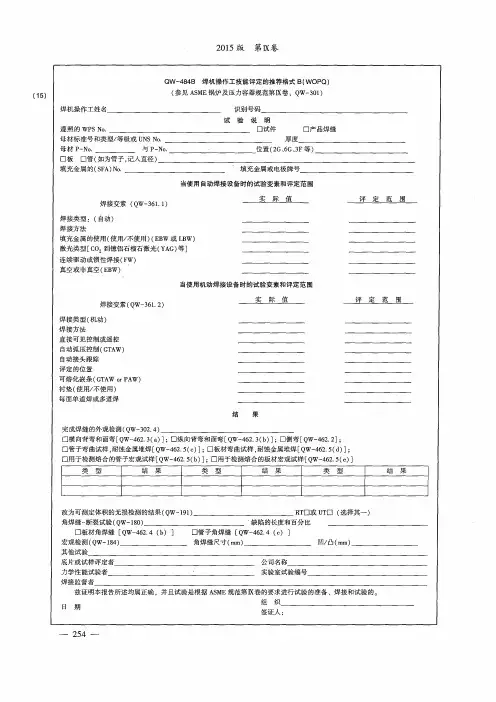
ASME焊接文件的编制以及焊工的考核过程1.当产品设计图纸完成以后,焊接工程师根据按照ASME规范编制的“压力容器质量手册”的要求编写焊接接头识别卡。
根据设计图纸标明的按照ASME规范2001版第8.1篇(ASME SEC .ⅧDIV. 1 2001 EDITION)分类的A类,B类,C类,D类焊接接头,给每个接头编号,规定每个接头所遵循的焊接工艺指导书(WPS),材料类别号或者组别号,以及焊接方法和可行的焊接位置。
2.焊接工程师按照质量手册的要求参照焊接接头识别卡编写第零版焊接工艺指导书(WPS Rev.0)。
2.1 WPS,以及后来的PQR,WPQ等等所有ASME文件的格式最好对照ASME规范2001版第九卷(ASME SEC .Ⅸ)末尾的附录中的样表的格式,WPS当中,必须包括对所有重要变素的描述,见QW252-260。
2.2 WPS当中的变素按照ASME规范2001版第九卷(ASME SEC .Ⅸ2002 EDITION)QW250的叙述。
QW252(OFW)燃料氧气焊,QW253(SMAW)焊条电弧焊,QW254(SAW)埋弧焊,QW255(GMAW and FCAW)气体保护焊及药芯焊丝气体保护焊,QW256(GTAW)钨极氩弧焊,QW257(PAW)等离子焊,QW258(ESW)电渣焊,QW259(EGW)电气焊,QW260(EBW)电子束焊。
3.根据ASME规范2001版第8.1篇(ASME SEC .ⅧDIV. 1 2001 EDITION)的UW-28的规定,对所遵循的每一项焊接工艺作出工艺评定(PQR)。
3.1 焊接工艺评定的材料与设计图纸相同,SA662-C+SA662-C;SA662-C+SM-400。
SA662-C 按照ASME规范第九卷(ASME SEC .Ⅸ)中QW-420材料的分组,类别属于P-No.1,组别属于Group No.2,强度等级C,亦即最小抗拉强度70-90ksi,大约相当于485-600Mpa。
如何根据ASME规范产品RT标记确定焊接接头系数孟大润【摘要】The joint coefficient of the ASME specified product constructed by welding is closely related to the non-destructive testing degree of the joint. The ASME-Ⅷ code ( rules for construction of pressure vessels) specifically defines the selection criterion of the joint coefficient. However, the criterion is misleading in some complex situations, resulting in mistakes in coefficient selection. Discusses how to determine the joint coefficient according to RT markings for ASME specified products during actual construction by analyzing the requirements and applications of RT markings.%用焊接方法建造的ASME规范产品,其焊接接头系数与焊接接头的无损检测程度密切相关。
在ASME规范压力容器卷中明确规定了焊接接头系数选取规则,但在一些较为复杂的情况下却很容易引起误解而选错系数。
通过详细分析ASME规范中关于RT标记的要求和应用,探讨在实际应用中如何根据产品的RT 标记来确定焊接接头系数。
【期刊名称】《化工装备技术》【年(卷),期】2014(000)006【总页数】4页(P48-51)【关键词】压力容器;ASME规范;焊接;焊接接头系数;RT标记【作者】孟大润【作者单位】江苏省特种设备安全监督检验研究院常熟分院【正文语种】中文【中图分类】TQ050.20 概述在ASME规范压力容器卷(第八卷第一分册)中,用焊接方法建造的规范产品壁厚计算公式里的焊接接头系数与焊接接头的无损检测程度密切相关 [1]。
美国焊接标准中焊缝接头的正确叫法及专业术语|技术流核电观察 Nuclear Observer独⽴、严肃、原创⾼端核电微信读物写在前⾯:今天,核电观察尝试推出⼀个新的栏⽬“技术流”,这个栏⽬秉承互联⽹的分享精神,在确保不涉密的前提下旨在为订阅者分享⼀些涉及技术的信息和经验。
第⼀次推送仅为尝试,是否继续视效果⽽定,我们在最后设置了投票栏⽬,举⼿之劳,请您参与。
感谢撰稿者的⾟勤努⼒,本⽂的刊出是出于科普和分享⽬的的志愿⾏为,这是核电观察存在的意义。
也欢迎核电技术流⼤神们给我来信,邮箱和个⼈微信号可在⽂尾发现。
主要内容:焊接专业中涉及了⼤量专业术语和专业知识,单就焊缝接头⽽⾔,其中也包括了诸多专业术语。
⼤多数焊接⼯程师受国标的影响,易对美标中焊缝接头的叫法和理解产⽣分歧。
本⽂将以下⼏个案例为引导,归纳总结出了焊缝接头的三个要素,熔透⽅式、坡⼝型式、接头类型,便于初学者快速掌握。
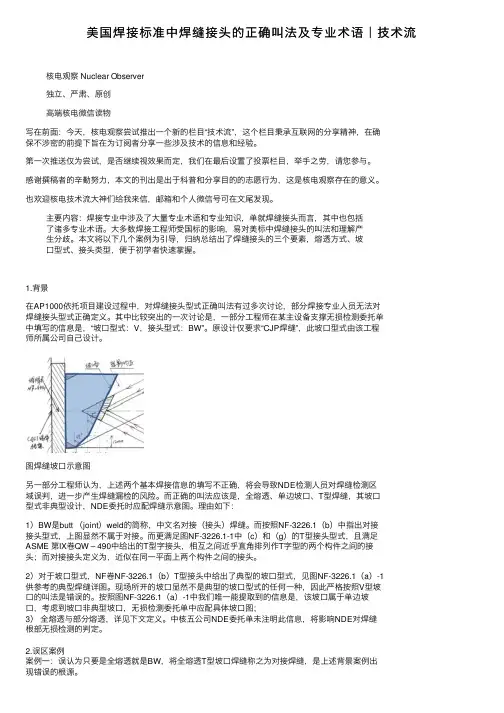
1.背景在AP1000依托项⽬建设过程中,对焊缝接头型式正确叫法有过多次讨论,部分焊接专业⼈员⽆法对焊缝接头型式正确定义。
其中⽐较突出的⼀次讨论是,⼀部分⼯程师在某主设备⽀撑⽆损检测委托单中填写的信息是,“坡⼝型式:V,接头型式:BW”。
原设计仅要求“CJP焊缝”,此坡⼝型式由该⼯程师所属公司⾃⼰设计。
图焊缝坡⼝⽰意图另⼀部分⼯程师认为,上述两个基本焊接信息的填写不正确,将会导致NDE检测⼈员对焊缝检测区域误判,进⼀步产⽣焊缝漏检的风险。
⽽正确的叫法应该是,全熔透、单边坡⼝、T型焊缝,其坡⼝型式⾮典型设计,NDE委托时应配焊缝⽰意图。
理由如下:1)BW是butt (joint)weld的简称,中⽂名对接(接头)焊缝。
⽽按照NF-3226.1(b)中指出对接接头型式,上图显然不属于对接。
⽽更满⾜图NF-3226.1-1中(c)和(g)的T型接头型式,且满⾜ASME 第IX卷QW – 490中给出的T型字接头,相互之间近乎直⾓排列作T字型的两个构件之间的接头;⽽对接接头定义为,近似在同⼀平⾯上两个构件之间的接头。
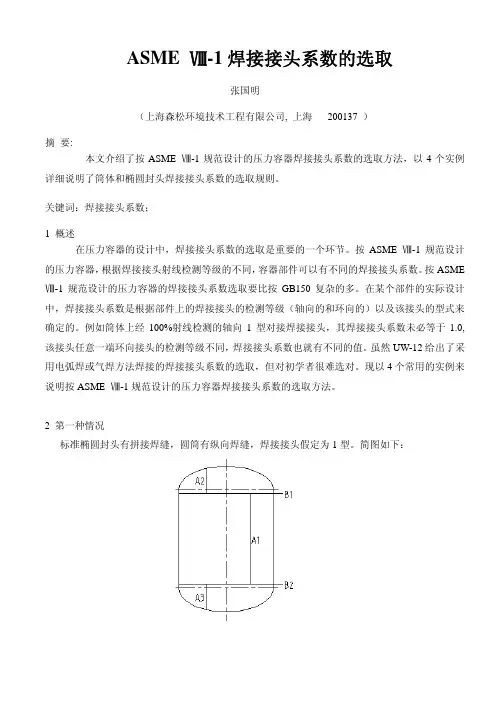
焊接接头系数ASME Ⅷ-1对于承受内压各类元件厚度计算公式都是按照将元件上最大主应<=SE而得出。
因而ASME 力限制予材料许用应力和焊接系数的乘积以下,即SmaxⅧ-1计算式中所指的焊接接头系数是指和元件最大主应力方向相垂直焊缝的焊接接头系数。
1.焊接接头的分类焊接接头分类的基本出发点是该焊接接头所承受的应力水平以及所连接的两元件的结构类型。
该焊接接头所承受的主应力水平越高,所连接两元件的结构其受力条件越不利,则把该焊接接头归为较高级别的焊接接头类别,高低按A,B,C,D顺序递减,详见UW-3及图UW-3,与GB150相类似,不再详细介绍。
唯一的不同点是接管与筒体对接焊缝,ASME规范将它划为D类,而GB150划为A类。
如图所示:主要是由于ASME规范强调是以焊接接头在容器上的位置分类。
由于此D类对接焊缝承受最大主应力作用,要求相当高,所以ASME Ⅷ-1对它的探伤、热处理提出很高的要求。
2.焊接接头系数的选用(UG-11(a)(5)UW-12)在UW-12中对焊缝的焊接接头系数和用于元件厚度计算式中的焊接接头系数作出规定。
总的思想是:(1)除了无缝筒节和无缝封头以及对该筒节或封头上的所有A类及D类对接焊缝进行100℅探伤的有缝筒节和封头外,所有元件厚度计算式中的焊接接头系数即为该元件上和最大主应力方向相互垂直的焊缝或起决定性作用的焊缝的焊接接头系数。
除去作用有附加轴向拉伸或弯曲的内压圆筒因轴向应力可能成为最大主应力而在计算式中采用B类焊缝外,一般都是元件上A类焊缝的焊接接头系数。
用于元件厚度计算式中焊接接头系数就是有表UW-12按A类焊缝的结构类型和探伤程度决定,和与之相交焊缝的结构类型、探伤程度无关。
(2)对于无缝筒节或封头以及对该筒节或封头上所有A类或D类对接焊缝进行100℅探伤的有缝筒节和封头,用于壁厚计算式中的焊接接头系数和起决定作用焊缝的焊接接头系数可能有所不同,看它是否满足UW-11(a)(5)的要求。
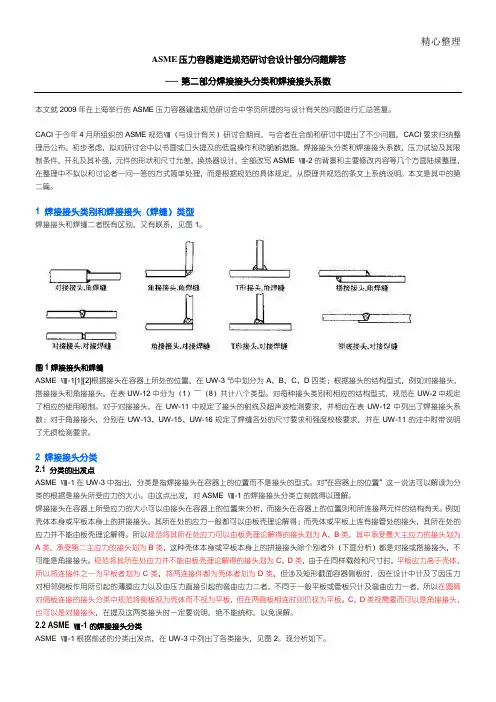
精心整理ASME 压力容器建造规范研讨会设计部分问题解答── 第二部分焊接接头分类和焊接接头系数本文就2009年在上海举行的ASME 压力容器建造规范研讨会中学员所提的与设计有关的问题进行汇总答复。
CACI 于今年4月所组织的ASME 规范Ⅷ(与设计有关)研讨会期间,与会者在会前和研讨中提出了不少问题,CACI 要求归纳整理后公布。
初步考虑,拟对研讨会中以书面或口头提及的低温操作和防脆断措施,焊接接头分类和焊接接头系数,压力试验及其限制条件,开孔及其补强,元件的形状和尺寸允差,换热器设计,全部改写ASME Ⅷ-2的背景和主要修改内容等几个方面陆续整理,在整理中不拟以和讨论者一问一答的方式简单处理,而是根据规范的具体规定,从原理并规范的条文上系统说明。
本文是其中的第二篇。
1图1ASME Ⅷ中规定2 焊接接头分类2.1 分类的出发点ASME Ⅷ-1在UW-3中指出,分类是指焊接接头在容器上的位置而不是接头的型式。
对“在容器上的位置” 这一说法可以解读为分类的根据是接头所受应力的大小。
由这点出发,对ASME Ⅷ-1的焊接接头分类立刻就得以理解。
焊接接头在容器上所受应力的大小可以由接头在容器上的位置来分析,而接头在容器上的位置则和所连接两元件的结构有关。
例如壳体本身或平板本身上的拼接接头,其所在处的应力一般都可以由板壳理论解得;而壳体或平板上连有接管处的接头,其所在处的应力并不能由板壳理论解得。
所以规范将其所在处应力可以由板壳理论解得的接头划为A 、B 类,其中承受最大主应力的接头划为A 类,承受第二主应力的接头划为B 类,这种壳体本身或平板本身上的拼接接头除个别者外(下面分析)都是对接或搭接接头,不可能是角接接头。
规范将其所在处应力并不能由板壳理论解得的接头划为C、D类,由于在同样载荷和尺寸时,平板应力高于壳体,所以将连接件之一为平板者划为C类,将两连接件都为壳体者划为D类,但涉及矩形截面容器侧板时,因在设计中计及了因压力对相邻侧板作用所引起的薄膜应力以及由压力直接引起的弯曲应力二者,不同于一般平板或管板只计及弯曲应力一者,所以在圆筒对侧板连接的接头分类中规范将侧板视为壳体而不视为平板,但在两侧板相连时则仍视为平板。
ASME锅炉和压力容器规范中有关焊接术语定义ASME锅炉和压力容器规范中有关焊接术语定义QW-492电弧缝焊arc seam weld 采用电弧焊方法焊成的缝形焊缝。
电弧点焊arc spot weld 采用电弧焊方法焊成的点状焊缝。
弧伤arc strike 由于疏忽大意,使电能在完成的焊缝(或母材)表面与焊条或磁探头(电流源)之间通过,从而发生电弧,造成在完成的焊缝(或母材)的外形轮廓上的任何烧伤。
螺柱弧焊arc stud swelding 一种弧焊方法。
此法在金属螺柱(或类似零件)和另一工件之间引发电弧,直至被连接的表面受到适当加热,然后再以压力使两者接合起来。
在螺柱外围加一陶瓷护套,可以获得适当的部分保护。
焊剂或保护气体可用可不用。
电弧焊arc welding 电弧焊是指某一焊接方法群,此焊接方法群是以单弧或多弧加热的办法来实现接合,填充金属可用可不用,外加压力亦可用可不用。
焊态as-welded 焊缝金属、焊接接头和焊件,在焊接后未接受任何后续处理例如热处理、机械处理或化学处理之前的状态。
自动焊automatic welding 采用施焊时间无需焊接操作工调节控制钮的机器进行的焊接。
这类焊机可以也可以不执行装卸工件的工作,参见机动焊。
背面清根back gouging 从一个部分焊接的接头的另一面清除一些焊缝金属和母材,以保证从这一面作后续焊接时能完全焊透。
后焊法backhand welding 焊炬或焊枪的指向与焊接方向相反的一种焊接技术。
衬垫backing 为了支撑熔化的焊接金属在焊接接头的根部放置一材料。
背面气体backing gas 采用氩、氦、氮或活性气体之类,从焊接接头根部的背面(与焊接侧相反的一面)排除氧气。
母材base metal 被焊接的或被切割的金属。
熔合线bond line, fusion line 见fusion line对接接头butt joint 在近乎同一的平面内对装在一起的两元件之间的接头。
第五章焊接接头的性能及影响因素第一节焊接接头焊接接头是由两个或两个以上零件要用焊接组合或已经焊合的接点。
焊接接头的质量和性能直接关系到核安全设备的质量和安全。
焊接接头应是在充分考虑核安全设备工况条件、结构特点、材料特性、生产效率的前提下,由焊接工艺人员选定合适的焊接方法、匹配的焊接材料和合理的规范参数,并经过焊接工艺评定合格之后,制定出产品焊接工艺,再由有合格资质的焊工或焊接操作工正确施焊而成的。
焊接接头通常是由焊缝、熔合区、热影响区三部分组成,如图5-1所示。
焊缝是由焊接填充材料及部分母材熔化凝固形成的冶金组织,见图5-2(a),其化学成分和组织都不同于母材。
熔合区又称半熔化区,是热影响区向焊缝过渡的区域,是焊缝边界上固液两相交错共存而又凝固的部分,因此其化学成分和物理性能极不均匀。
热影响区是母材受热的影响(但未熔化)而发生金相组织和力学性能变化的区域。
综上所述,焊接接头是一个几何不连续、力学性能不均匀、具有较大焊接残余应力和变形的不均匀体。
图5-1 熔化焊焊接接头的组成(a)对接接头;(b)搭接接头1-焊缝;2-熔合区;3-热影响区图5-2 多层焊与单层焊的接头组织(a)单层焊;(b)多层焊第二节焊接接头的分类原则一般讲焊接接头的分类有两种:一种是按焊接接头形式分类;一种是按焊接接头在核安全设备上的位置分类。
一、焊接接头形式分类根据GB/T3375-94《焊接术语》规定,主要分为对接接头、角接接头、T形接头和搭接接头四种形式。
1.对接接头两件表面构成大于或等于135°,小于或等于180°夹角的接头,见图5-3。
图5-3 对接接头2.角接接头两件端部构成大于30°,小于135°夹角的接头,见图5-4。
图5-4 角接接头3.T形接头(端接接头)一件之端面与另一件表面构成直角或近似直角的接头,见图5-5。
图5-5 T形接头4.搭接接头两件部分重叠放置或两焊件表面之间的夹角不大于30°构成的端部接头,见图5-6。
ASME焊接文件以及焊工的考核过程ASME焊接文件的编制以及焊工的考核过程1.当产品设计图纸完成以后,焊接工程师根据按照ASME规范编制的“压力容器质量手册”的要求编写焊接接头识别卡。
根据设计图纸标明的按照ASME规范2001版第8.1篇(ASME SEC .ⅧDIV. 1 2001 EDITION)分类的A类,B类,C类,D类焊接接头,给每个接头编号,规定每个接头所遵循的焊接工艺指导书(WPS),材料类别号或者组别号,以及焊接方法和可行的焊接位置。
2.焊接工程师按照质量手册的要求参照焊接接头识别卡编写第零版焊接工艺指导书(WPS Rev. 0)。
2.1 WPS,以及后来的PQR,WPQ等等所有ASME文件的格式最好对照ASME规范2001版第九卷(ASME SEC .Ⅸ)末尾的附录中的样表的格式,WPS当中,必须包括对所有重要变素的描述,见QW252-260。
2.2 WPS当中的变素按照ASME规范2001版第九卷(ASME SEC .Ⅸ2002 EDITION)QW250的叙述。
QW252(OFW)燃料氧气焊,QW253(SMAW)焊条电弧焊,QW254(SAW)埋弧焊,QW255(GMAW and FCAW)气体保护焊及药芯焊丝气体保护焊,QW256(GTAW)钨极氩弧焊,QW257(PAW)等离子焊,QW258(ESW)电渣焊,QW259(EGW)电气焊,QW260(EBW)电子束焊。
3.根据ASME规范2001版第8.1篇(ASME SEC .ⅧDIV. 1 2001 EDITION)的UW-28的规定,对所遵循的每一项焊接工艺作出工艺评定(PQR)。
3.1 焊接工艺评定的材料与设计图纸相同,SA662-C+SA662-C;SA662-C+SM-400。
SA662-C按照ASME 规范第九卷(ASME SEC .Ⅸ)中QW-420材料的分组,类别属于P-No.1,组别属于Group No.2,强度等级C,亦即最小抗拉强度70-90ksi,大约相当于485-600Mpa。
压力容器焊接接头在ASMEⅧ.1和GBT150中的对比分析摘要:低温绝热压力容器是储存低温液化气体的重要设备,通常由储液内容器和维持真空绝热空间的外壳组成,内容器通常采用低温韧性良好的奥氏体不锈钢或低温合金钢制成,外壳采用具有良好强度和焊接性的碳钢低合金钢,内外间采用多层真空或真空填充物实现绝热。
低温绝热压力容器常见的储存介质包括液化天然气、液氢等清洁能源气体及液氧、液氮、液氩等工业低温液化气体。
由于低温液化气体介质遇热急剧膨胀,造成压力快速升高,因此此类容器一旦发生事故将产生巨大能量,为经济社会的发展埋下巨大隐患。
关键词:焊接接头分类;焊接接头系数;无损检测;ASMEVIII.1引言作为一种特殊设备,压力贮器的使用安全非常令人担忧,压力贮器的基本安全主要取决于基体和焊接接头的性能,原材料的性能主要通过原材料制造单位的原材料检查来验证焊缝性能保证主要有焊接工艺评价方法、焊缝无损检测、产品焊接试验板、焊缝硬度验证等。
压力容器焊接试验板是检验产品焊接接头力学性能的一种方法,中外规范要求差别很大。
1焊接接头的分类焊接接头分类的目的是根据不同类别的焊接接头制定其适用的焊接结构型式,探伤程度和焊缝系数。
ASMEVIII.1中焊接接头分为A、B、C、D四类,分类是根据容器上接头的位置即按照各焊接接头受力情况进行的。
其中A、B类接头均可按照薄膜理论获得其应力,C、D类接头则分别属于板对壳和壳对壳受力。
而GB/T150是依据我国实际情况,结合焊接接头在容器上的位置和结构型式,将其划分为A、B、C、D、E五类。
ASMEVIII.1中A类中接头基本都承受着最大环向主应力。
其中球壳纵环向应力相同,纵环拼接接头均承受最大主应力;而平盖等的拼接接头最大主应力和结构相关,但出于安全性及操作性考虑,将所有拼接接头均划为A类。
半球形封头不同于其他成型封头,不设直边段,直接与圆筒等元件焊接,受力等同于自身的拼接接头,故而也将此环向接头划分为A类中。
ASME焊接文件的编制以及焊工的考核过程1.当产品设计图纸完成以后,焊接工程师根据按照ASME规范编制的“压力容器质量手册”的要求编写焊接接头识别卡。
根据设计图纸标明的按照ASME规范2001版第8.1篇(ASME SEC .ⅧDIV. 1 2001 EDITION)分类的A 类,B类,C类,D类焊接接头,给每个接头编号,规定每个接头所遵循的焊接工艺指导书(WPS),材料类别号或者组别号,以及焊接方法和可行的焊接位置。
2.焊接工程师按照质量手册的要求参照焊接接头识别卡编写第零版焊接工艺指导书(WPS Rev. 0)。
2.1 WPS,以及后来的PQR,WPQ等等所有ASME文件的格式最好对照ASME规范2001版第九卷(ASME SEC .Ⅸ)末尾的附录中的样表的格式,WPS当中,必须包括对所有重要变素的描述,见QW252-260。
2.2 WPS当中的变素按照ASME规范2001版第九卷(ASME SEC .Ⅸ2002 EDITION)QW250的叙述。
QW252(OFW)燃料氧气焊,QW253(SMAW)焊条电弧焊,QW254(SAW)埋弧焊,QW255(GMAW and FCAW)气体保护焊及药芯焊丝气体保护焊,QW256(GTAW)钨极氩弧焊,QW257(PAW)等离子焊,QW258(ESW)电渣焊,QW259(EGW)电气焊,QW260(EBW)电子束焊。
3.根据ASME规范2001版第8.1篇(ASME SEC .ⅧDIV. 1 2001 EDITION)的UW-28的规定,对所遵循的每一项焊接工艺作出工艺评定(PQR)。
3.1 焊接工艺评定的材料与设计图纸相同,SA662-C+SA662-C;SA662-C+SM-400。
SA662-C按照ASME规范第九卷(ASME SEC .Ⅸ)中QW-420材料的分组,类别属于P-No.1,组别属于Group No.2,强度等级C,亦即最小抗拉强度70-90ksi,大约相当于485-600Mpa。
ASME压力容器建造规范研讨会设计部分问题解答
── 第二部分焊接接头分类和焊接接头系数
本文就2009年在上海举行的ASME压力容器建造规范研讨会中学员所提的与设计有关的问题进行汇总答复;
CACI于今年4月所组织的ASME规范Ⅷ与设计有关研讨会期间,与会者在会前和研讨中提出了不少问题,CACI要求归纳整理后公布;初步考虑,拟对研讨会中以书面或口头提及的低温操作和防脆断措施,焊接接头分类和焊接接头系数,压力试验及其限制条件,开孔及其补强,元件的形状和尺寸允差,换热器设计,全部改写ASME Ⅷ-2的背景和主要修改内容等几个方面陆续整理,在整理中不拟以和讨论者一问一答的方式简单处理,而是根据规范的具体规定,从原理并规范的条文上系统说明;本文是其中的第二篇;
1 焊接接头类别和焊接接头焊缝类型
焊接接头和焊缝二者既有区别,又有联系,见图1;
图1焊接接头和焊缝
ASME Ⅷ-112根据接头在容器上所处的位置,在UW-3节中划分为A、B、C、D四类;根据接头的结构型式,例如对接接头,搭接接头和角接接头,在表UW-12中分为1~8共计八个类型;对每种接头类别和相应的结构型式,规范在UW-2中规定了相应的使用限制;对于对接接头,
在UW-11中规定了接头的射线及超声波检测要求,并相应在表UW-12中列出了焊接接头系数;对于角接接头,分别在UW-13、UW-15、UW-16规定了焊缝各处的尺寸要求和强度校核要求,并在UW-11的注中附带说明了无损检测要求;
2 焊接接头分类
分类的出发点
ASME Ⅷ-1在UW-3中指出,分类是指焊接接头在容器上的位置而不是接头的型式;对“在容器上的位置” 这一说法可以解读为分类的根据是接头所受应力的大小;由这点出发,对ASME Ⅷ-1的焊接接头分类立刻就得以理解;
焊接接头在容器上所受应力的大小可以由接头在容器上的位置来分析,而接头在容器上的位置则和所连接两元件的结构有关;例如壳体本身或平板本身上的拼接接头,其所在处的应力一般都可以由板壳理论解得;而壳体或平板上连有接管处的接头,其所在处的应力并不能由板壳理论解得;所以规范将其所在处应力可以由板壳理论解得的接头划为A、B类,其中承受最大主应力的接头划为A类,承受第二主应力的接头划为B类,这种壳体本身或平板本身上的拼接接头除个别者外下面分析都是对接或搭接接头,不可能是角接接头;规范将其所在处应力并不能由板壳理论解得的接头划为C、D类,由于在同样载荷和尺寸时,平板应力高于壳体,所以将连接件之一为平板者划为C类,将两连接件都为壳体者划为D类,但涉及矩形截面容器侧板时,因在设计中计及了因压力对相邻侧板作用所引起的薄膜应力以及由压力直接引起的弯曲应力二者,不同于一般平板或管板只计及弯曲应力一者,所以在圆筒对侧板连接的接头分类中规范将侧板视为壳体而不视为平板,但在两侧板相连时则仍视为平板;C、D 类视需要而可以是角接接头,也可以是对接接头,在提及这两类接头时一定要说明,绝不能统称,以免误解;
ASME Ⅷ-1的焊接接头分类
ASME Ⅷ-1根据前述的分类出发点,在UW-3中列出了各类接头,见图2;现分析如下;
图2A、B、C、D类焊接接头的典型位置示意图
A类接头包括以下各处的接头:
1圆筒、管子、锥壳上的纵向接头,管子上的螺旋形焊接接头;显然,这些接头都承受最大主应力作用;
2球壳、成型封头、平封头包括管板、矩形截面容器各侧板上任意位置和方向的拼接接头;球壳上两向应力相等,都承受最大主应力;成型封头、平封头、矩形截面容器各侧板的最大主应力方向以及所在位置都和该元件的结构有关,但作为工程应用,规范从偏于安全并为操作简便出发,将各处、各个方向的拼接接头都看作有可能承受最大主应力而一律划为A类; 3半球形封头对圆筒、锥壳等相连接的环向接头;半球形封头和成型封头不同,一般不设置直边段,所以此环向接头也可以等同于球壳本身的拼接接头,承受最大主应力,故划为A类; B类接头包括以下各处的接头:
1圆筒、管子、锥壳上的环向接头,此类元件的纵向应力为环向应力之半,即环向接头所受应力为纵向接头之半,所以划为B类;
当圆筒对锥壳或变径段相连接、锥壳半顶角α≤30°时,此环向接头视为对接接头,当α>30°时,则视为角接接头,见图2;
2成型封头半球形封头除外对圆筒、锥壳或管子相连接的环向接头;因成型封头都设置直边段,所以这一环向接头和圆筒上的环向接头相同,承受第二主应力而划为B类;
C类接头包括以下各处的接头:
法兰环、管板、平封头对圆筒、管子、锥壳或成型封头包括半球形封头相连接的焊接接头;此种接头可以是角接接头,也可以是对接接头;矩形截面容器中连接侧板的接头;
D类接头包括以下各处的接头:
1接管或其它受压室对圆筒、球壳、锥壳、成型封头相连接的接头;此种接头可以是角接接头,也可以是对接接头;
2接管或其它受压室对矩形截面容器各侧板相连接的接头;此种接头可以是角接接头,也可以是对接接头;
ASME Ⅷ-1对各类焊接接头的使用限制
为保证容器的安全,ASME Ⅷ-1在UW-2中对各种使用条件容器的各类接头应采用的结构型式作了限制,总的思想是,容器操作条件越严峻,各类接头的结构要求也越高;例如,对储存致死物质的容器,其所有A类接头应是1型,即采用双面焊或能达到从内外面熔敷焊缝金属的对接接头,所有B类和C类对接接头应是1型或2型,所有D类接头应是贯穿容器壁或接管壁整个厚度的全焊透焊缝,等等;为节省篇幅,不再一一列举;
焊接接头系数
在设计元件厚度时,仅指对接接头才引入焊接接头系数,角接接头则已由规范规定了各相关焊缝的尺寸,设计时予以遵守即已满足了强度要求,仅对非全焊透结构如开孔补强处或虽属全焊透、但某些焊缝尺寸未遵守规范规定时才需要进行强度校核,规范在UW-15、UW-16、UW-18中作了相应规定;
根据接头类别、接头类型以及由规范在UW-11中根据容器操作条件、材料种类和厚度所规定的射线及超声波检测规定所进行的全部、抽样或不作检测,由表UW-12查取相应的焊接接头系数;
由于ASME Ⅷ-1规定可以允许不作检测,因此对于采用1型接头类型且经100%无损检测的圆筒包括由无缝管所制的圆筒,考虑到在圆筒对圆筒相连接的B类接头或C类对接接头如不作无损检测会直接影响到其A类和B类接头相交处的质量难以保证,所以如欲取此圆筒的焊接接头系数为,则要求和其A类接头相交的B类接头应为1型或2型,且对此B类接头或C 类对接接头至少应作抽样检测,不允许不作检测;如不作检测,则此A类接头包括如为无缝管的接头系数只能取为;
对此,规范的UW-11a5作出了如下的规定为说明问题,以下对规范原文用笔者理解后的语言表达:
对于筒节或封头上的A类和D类对接接头,如欲采用规范表UW-12中按全部射线检测栏所列出的焊接接头系数,除应对其作全部无损检测外,还必须:
a在连接筒节或封头的A类当筒节和半球形封头相连时或B类当筒节和其它壳体相相连时接头应是1型或2型;
b与筒节或封头上的A类接头相交的B类或C类对接接头对某些材料及厚度,规范已规定要作全部检测者除外,至少应按规范要求作抽样检测;
如不满足上述a、b要求,则此A类接头包括如为无缝管的接头系数只能取为;
这一规定是ASME Ⅷ-1特有的,使用时务必注意;
承受压缩应力的对接接头,其接头系数都取为;
3对有关问题的说明
关于GB150的焊接接头分类
GB 150的焊接接头分类虽然也采用了A、B、C、D四种类别,但是它和ASME Ⅷ-1全然不同,虽然它并未明确指明各类接头的结构类型,但由其配套的无损检测规定,显然A、B类是对接,C、D类总是角接,并无对接;为解决多层包扎容器层板纵向接头不能进行射线或超声检测而只能进行磁粉或液体渗透检测的问题,所以将它调整为C类接头;为解决整体锻件接管对壳体的对接接头标准称为嵌入式接管与壳体对接连接的接头应进行射线或超声检测以保证质量的问题,所以将它调整为A类接头;且遗漏了某些接头的划类,例如平板包括管板的拼接接头,平板、管板与圆筒的对接接头应划为哪类等都未说明;
关于译文
由于种种原因,2007及以前版的译文在和防脆断有关的条文中存在一些漏译或误译,影响到对规范原意的正确理解,其中主要有:
1ASME Ⅷ-1对A类接头说明的原文为:Longitudinal and spiral welded joints within the main shell,……;译文漏译了spiral welded joints字样,使用户遇到此类焊接管时不知所以;
2ASME Ⅷ-1规定,如欲对带有A类1型接头并经全部射线检测的圆筒或无缝管取焊接接头系数为时,在UW-11a5中提出了具体要求,其中之一是对和A类接头相交的B类或C类对接
接头应作抽样检测;原文为:Category B or C butt welds which intersect the Category A butt welds in vessel sections or heads or connect seamless vessel sections or heads shall, as a minimum, meet the requirements for spot radiographs in accordance with UW-52.此处强调的是和A类接头相交的B类或C类对接接头应作抽样检测,意指如为C类角接接头就不受此限制;译文则表示为和A类接头相交的B类或C类接头应作抽样检测,意指应对C类接头不论是对接或角接都应作抽样检测,背离了ASME规范的原意;
参考文献
1 ASME 锅炉及压力容器规范Ⅷ第一册压力容器建造规则,2007版
2 ASME Boiler and Pressure Vessel Code,Section Ⅷ-1 Rules for Construction of Pressure Vessels,2007 Edition.。