压力容器焊接接头分类
- 格式:doc
- 大小:29.00 KB
- 文档页数:2
焊缝成型焊缝成型系数是对焊缝截面形状的考核,指熔焊时,在单道焊缝横截面上焊缝宽度(B)与焊缝计算厚度(H)的比值(φ=B/H);焊缝系数是指对应焊接接头强度与母材强度之比值。
用以反映由于焊接材料、焊接缺陷和焊接残余应力等因素使焊接接头强度被削弱的程度,是焊接接头力学性能的综合反映。
压力容器分类压力容器分A、B、C、D四个级别。
A级又分:超高压容器、高压容器(A1)、第三类低、中压容器(A2)、球形储罐现场组焊或球壳板制造(A3)、非金属压力容器(A4)、医用氧舱(A5);B又分:无缝气瓶(B1)、焊接气瓶(B2)、特种气瓶(B3);C级又分铁路罐车(C1)、汽车罐车或长管拖车(C2)、罐式集装箱(C3);D级又分:第一类压力容器(D1)、第二类低、中压容器(D2)。
压力容器焊缝的分类产品试板有关规定1. 总则本规定适用于碳素钢、低合金钢、不锈钢制Ⅰ、Ⅱ、Ⅲ类压力容器。
2. 凡符合以下条件之一者,A类的圆筒纵向焊接接头,应按每台容器制造产品焊接试板。
2.1 钢板厚度δs>20mm的15MnVR;2.2 钢板材料的标准抗拉强度下限值σb>540MPa;2.3 Cr-Mo低合金钢;2.4 当设计温度小于-10℃时,钢板厚度δs>12mm的20R;钢材厚度δs>20mm 的16MnR;2.5 当设计温度小于0℃,大于等于-10℃时,钢材厚度δs>25mm的20R;钢材厚度δs>38mm的16MnR;2.6 制作容器的钢板凡需热处理以达到设计要求的材料力学性能指标者;2.7 设计图样上或用户要求按台制作产品焊接试板的压力容器;2.8 异种钢(不同组别)焊接的压力容器;2.9 图样上注明盛装毒性为极度危害或高度危害介质的容器。
3. 除第2条之外的压力容器,如果能提供连续30台(同一台产品使用不同牌号材料的,或使用不同焊接工艺评定的,或使用不同的热处理规范的,可按两台产品对待)同牌号材料、同焊接工艺(焊接重要因素和补加重要因素不超过评定合格范围,下同)、同热处理规范的产品焊接试板测试数据(焊接试板试件和检验报告应存档备查),证明焊接质量稳定,由质保工程师批准,可以批代台制作产品焊接试板,具体规定如下:3.1 以同钢号、同焊接工艺、同热处理规范的产品组批,连续生产(生产间断不超过半年)每批不超过10台,从中抽一台产品制作产品焊接试板。
个人收集整理-ZQ
压力容器焊接接头分类
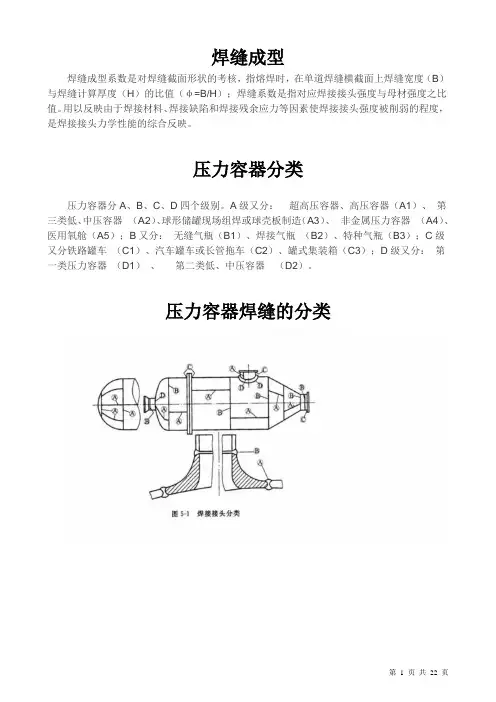
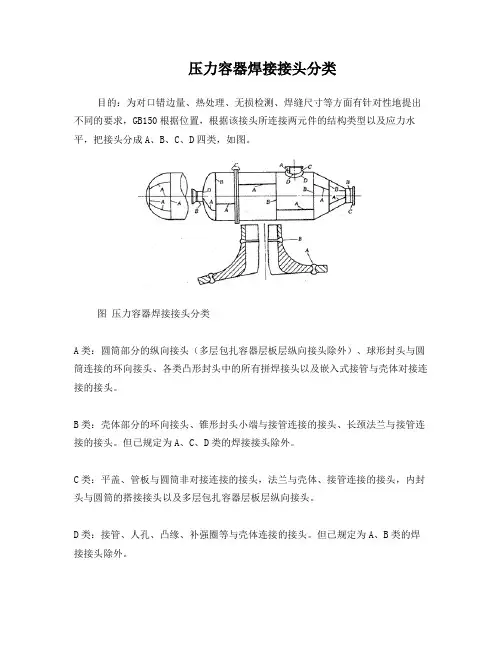
目地:为对口错边量、热处理、无损检测、焊缝尺寸等方面有针对性地提出不同地要求,根据位置,根据该接头所连接两元件地结构类型以及应力水平,把接头分成、、、四类,如图.
图压力容器焊接接头分类
类:圆筒部分地纵向接头(多层包扎容器层板层纵向接头除外)、球形封头与圆筒连接地环向接头、各类凸形封头中地所有拼焊接头以及嵌入式接管与壳体对接连接地接头.
类:壳体部分地环向接头、锥形封头小端与接管连接地接头、长颈法兰与接管连接地接头.但已规定为、、类地焊接接头除外.
类:平盖、管板与圆筒非对接连接地接头,法兰与壳体、接管连接地接头,内封头与圆筒地搭接接头以及多层包扎容器层板层纵向接头.
类:接管、人孔、凸缘、补强圈等与壳体连接地接头.但已规定为、类地焊接接头除外.b5E2R。
类焊缝是容器中受力最大地接头,因此一般要求采用双面焊或保证全焊透地单面焊缝;
类焊缝地工作应力一般为类地一半.除了可采用双面焊地对接焊缝以外,也可采用带衬垫地单面焊;
在中低压焊缝中,类接头地受力较小,通常采用角焊缝联接.对于高压容器,盛有剧毒介质地容器和低温容器应采用全焊透地接头.
类焊缝是接管与容器地交叉焊缝.受力条件较差,且存在较高地应力集中.在后壁容器中这种焊缝地拘束度相当大,残余应力亦较大,易产生裂纹等缺陷.因此在这种容器中类焊缝应采取全焊透地焊接接头.对于低压容器可采用局部焊透地单面或双面角焊.p1Ean。
注意:焊接接头分类地原则仅根据焊接接头在容器所处地位置而不是按焊接接头地结构形式分类,所以,在设计焊接接头形式时,应由容器地重要性、设计条件以及施焊条件等确定焊接结构.这样,同一类别地焊接接头在不同地容器条件下,就可能有不同地焊接接头形式.DXDiT。
1 / 1。
受压容器焊接接头分类:
A类:圆筒部分(包括接管)和锥壳部分的纵向接头(多层包扎容器层板层纵向接头除外),球形封头与圆筒链接的环向接头
1 编号依据
1.1 按GB150要求进行焊缝编号:
1.2 焊缝分为A 、B 、C 、D 、E 五个类别。
前四类代表受压元件之间类别,最后一个字母代表受压元件与非受压元件之间的类别。
2 职责
所有产品焊缝编号,均由焊接部门编制,并绘制出编码图作产品检验、无损检测以及存档的依据。
3 编号原则
3.1 每台容器的每个焊缝,均应编制号码。
号码只能是唯一的,不能重复出现。
3.2 A 和B 类焊缝中,每个类别焊缝须有字母数字加隔断号,再加数字顺序组成:
为:A1-1、A2-1、A3-1、A4-1、A5-1…… B1-1、B2-1、B3-1、B4-1、B5-1…… 3.3 其他焊缝,采用大流水顺序号码组成:
为:C1、C2、C3、C4、C5……
D1、D2、D3、D4、D5…… E1、E2、E3、E4、E5……
4 编号顺序
4.1 以设计图的左下角为开始位置,顺时针方向旋转编制。
4.2 每个类别号码焊缝,以左视图方向向右侧投影,以正上方12点开始为第一个编码,
见图2,顺时针旋转编制。
作业指导书 文件号 DL-QI-U15 焊缝编号规则
版 号 A 更改次数 0 章节号
15
本章正文 共 2 页第 2 页
图2 编号顺序示意图
4.3 所有类别焊缝编码均由焊接技术部门编制,其他部门照办。
4.4 除了A类和B类按3.1条和3.2条编制以外,其他类别可按实际情况,按唯一流水顺序号进行编制。
压力容器的焊接接头压力容器是一种用于存储气体、液体和气体液混合物的容器。
压力容器通常是制造过程中的一个重要组成部分,被广泛应用于化学、医药、生物、食品、石油、天然气以及其他工业领域中。
它们承受着高压和高温度,为了确保其安全工作,关键部位的质量和可靠性必须得到充分的保证。
焊接接头是压力容器制造中最重要的部分之一,它的质量直接关系着压力容器的安全性。
因此,本文将对压力容器的焊接接头进行详细介绍。
一、焊接接头种类在压力容器的制造过程中,焊接接头是最常见且重要的连接方式之一。
焊接接头种类包括:1. 满焊缝:该接头在板材的整个长度方向上进行焊接,典型的设计有对接型和搭接型,常见于圆形和球形压力容器中。
2. 钢带焊缝:该接头在板材的一部分上进行焊接,常见于锅炉和换热器中。
3. 梳齿形焊缝:该接头呈锯齿状,被用于连接其它压力容器或者许多元件,如法兰和管子。
4. 膨胀式金属密封焊缝:该接头是一种常见的密封法兰连接方式,要求密封件处于完全闭合的状态,同时通过超声波检测来检查结构的完整性和缺陷。
以上四种焊接接头种类是压力容器中比较常见的,但在实际应用中,还有很多其他的焊接接头。
二、焊接接头质量问题焊接接头是压力容器制造中一个重要的质量问题,焊接接头的缺陷可能导致压力容器无法在正常工作条件下安全稳定运行,甚至造成压力容器爆炸。
焊接接头缺陷的形成原因包括焊接质量、焊接过程中的温度变化、焊接时操作不当等。
焊接接头缺陷的形式包括焊接裂纹、焊接气孔、焊接夹杂、氢劈裂等。
三、焊接接头质量保障措施为了保障焊接接头的质量,必须采取一系列的质量保障措施。
接下来,对于焊接接头的质量保障措施将从设备、技术、人员和检验方面进行探讨。
1. 设备对于压力容器内的焊接操作,必须使用适当的设备和工具,比如美国美锟旗下品牌Amada Miyachi提供的焊接设备。
Amada Miyachi的焊接机和配件使焊接成为容易和可靠的过程,并提供了广泛的应用。
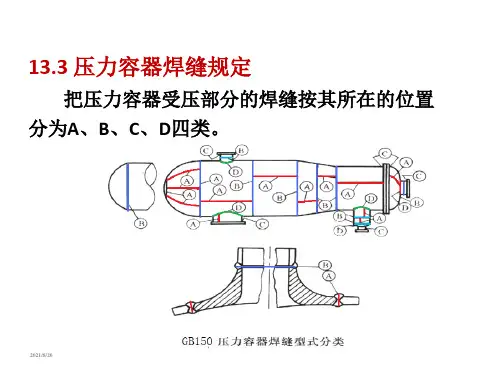
压力容器焊接接头分类目的:为对口错边量、热处理、无损检测、焊缝尺寸等方面有针对性地提出不同的要求,GB150根据位置,根据该接头所连接两元件的结构类型以及应力水平,把接头分成A、B、C、D四类,如图。
图压力容器焊接接头分类A类:圆筒部分的纵向接头(多层包扎容器层板层纵向接头除外)、球形封头与圆筒连接的环向接头、各类凸形封头中的所有拼焊接头以及嵌入式接管与壳体对接连接的接头。
B类:壳体部分的环向接头、锥形封头小端与接管连接的接头、长颈法兰与接管连接的接头。
但已规定为A、C、D类的焊接接头除外。
C类:平盖、管板与圆筒非对接连接的接头,法兰与壳体、接管连接的接头,内封头与圆筒的搭接接头以及多层包扎容器层板层纵向接头。
D类:接管、人孔、凸缘、补强圈等与壳体连接的接头。
但已规定为A、B类的焊接接头除外。
A类焊缝是容器中受力最大的接头,因此一般要求采用双面焊或保证全焊透的单面焊缝;B类焊缝的工作应力一般为A类的一半。
除了可采用双面焊的对接焊缝以外,也可采用带衬垫的单面焊;C类在中低压焊缝中,C类接头的受力较小,通常采用角焊缝联接。
对于高压容器,盛有剧毒介质的容器和低温容器应采用全焊透的接头。
D类焊缝是接管与容器的交叉焊缝。
受力条件较差,且存在较高的应力集中。
在后壁容器中这种焊缝的拘束度相当大,残余应力亦较大,易产生裂纹等缺陷。
因此在这种容器中D类焊缝应采取全焊透的焊接接头。
对于低压容器可采用局部焊透的单面或双面角焊。
注意:焊接接头分类的原则仅根据焊接接头在容器所处的位置而不是按焊接接头的结构形式分类,所以,在设计焊接接头形式时,应由容器的重要性、设计条件以及施焊条件等确定焊接结构。
这样,同一类别的焊接接头在不同的容器条件下,就可能有不同的焊接接头形式。
精心整理ASME 压力容器建造规范研讨会设计部分问题解答── 第二部分焊接接头分类和焊接接头系数本文就2009年在上海举行的ASME 压力容器建造规范研讨会中学员所提的与设计有关的问题进行汇总答复。
CACI 于今年4月所组织的ASME 规范Ⅷ(与设计有关)研讨会期间,与会者在会前和研讨中提出了不少问题,CACI 要求归纳整理后公布。
初步考虑,拟对研讨会中以书面或口头提及的低温操作和防脆断措施,焊接接头分类和焊接接头系数,压力试验及其限制条件,开孔及其补强,元件的形状和尺寸允差,换热器设计,全部改写ASME Ⅷ-2的背景和主要修改内容等几个方面陆续整理,在整理中不拟以和讨论者一问一答的方式简单处理,而是根据规范的具体规定,从原理并规范的条文上系统说明。
本文是其中的第二篇。
1图1ASME Ⅷ中规定2 焊接接头分类2.1 分类的出发点ASME Ⅷ-1在UW-3中指出,分类是指焊接接头在容器上的位置而不是接头的型式。
对“在容器上的位置” 这一说法可以解读为分类的根据是接头所受应力的大小。
由这点出发,对ASME Ⅷ-1的焊接接头分类立刻就得以理解。
焊接接头在容器上所受应力的大小可以由接头在容器上的位置来分析,而接头在容器上的位置则和所连接两元件的结构有关。
例如壳体本身或平板本身上的拼接接头,其所在处的应力一般都可以由板壳理论解得;而壳体或平板上连有接管处的接头,其所在处的应力并不能由板壳理论解得。
所以规范将其所在处应力可以由板壳理论解得的接头划为A 、B 类,其中承受最大主应力的接头划为A 类,承受第二主应力的接头划为B 类,这种壳体本身或平板本身上的拼接接头除个别者外(下面分析)都是对接或搭接接头,不可能是角接接头。
规范将其所在处应力并不能由板壳理论解得的接头划为C、D类,由于在同样载荷和尺寸时,平板应力高于壳体,所以将连接件之一为平板者划为C类,将两连接件都为壳体者划为D类,但涉及矩形截面容器侧板时,因在设计中计及了因压力对相邻侧板作用所引起的薄膜应力以及由压力直接引起的弯曲应力二者,不同于一般平板或管板只计及弯曲应力一者,所以在圆筒对侧板连接的接头分类中规范将侧板视为壳体而不视为平板,但在两侧板相连时则仍视为平板。
焊接接头系数在压力容器设计中的选取摘要:文章针对压力容器设计计算过程中的焊接接头系数,分析了焊接接头系数的实质,探讨了各种常见结构焊接接头系数的选取。
关键词:压力容器;焊接接头系数;选取焊接接头是焊接压力容器结构中最重要的连接部位,它是由焊缝区、熔合面、热影响区和基本母材四部分组成。
一般情况下,压力容器的焊接接头采用要求焊接接头的最低抗拉强度应不小于母材的标准抗拉强度的等强度设计原则,但焊接接头在由液态到固态凝固过程中,总是存在着各种裂纹、气孔、夹渣、未焊透、未熔合等焊接缺陷,局部的不均匀冶金过程导致焊接接头内部组织不均匀,这些因素都会影响到焊接接头的强度。
由此可见,焊接接头是压力容器结构中比较薄弱的环节,它的性能将直接影响压力容器的质量和安全。
因此,在压力容器设计计算过程中,引入焊接接头系数φ的概念,定义为焊接接头的强度与母材强度之比,用以反映由于焊接原因使焊接接头强度被削弱的程度。
在压力容器设计过程中,正确地选择焊接接头系数φ,不仅涉及到容器安全性和可靠性,还涉及到容器设计制造过程中的经济性。
文章依据《固定式压力容器安全技术监察规程》、GB150和相关规范标准,以焊制压力容器为讨论对象,探讨压力容器设计过程中如何正确选取焊接接头系数φ。
1焊接接头的分类和焊接接头系数的选取分析我国在国家标准GB150中对压力容器焊接接头的分类有明确的规定,根据接头的位置和形式,分为A、B、C、D四种类型(如图1所示)。
其中A类主要指圆筒部分的纵向接头,凸形封头的拼焊接头等;B类主要指壳体部分的环向接头;C类包括平盖、管板、法兰与圆筒的非对接接头;D类包括接管、人孔、凸缘、补强圈与圆筒的连接接头。
从JB/T4730《承压设备无损检测》与之对应的无损检测方法来看,对A、B 类接头规定采用射线或超声检测,C、D类接头采用磁粉或渗透检测可知,A、B 类接头应为对接接头,C、D类接头应为角接接头。
而根据规则设计的强度计算一般考虑受压元件承受一次的最大薄膜应力,即起控制作用的一次应力进行设计计算的。
ASME 压力容器建造规范研讨会设计部分问题解答第 二 部 分 焊 接 接 头 分 类 和 焊 接 接 头 系 数本文就2009年在上海举行的ASME 压力容器建造规范研讨会中学员所提的与设计有关的问题进行汇总答复。
CACI 于今年4月所组织的ASME 规范別(与设计有关)研讨会期间,与会者在会前和研讨中提出了不少问题, CACI 要求归纳整理后公布。
初步考虑,拟对研讨会中以书面或口头提及的低温操作和防脆断措施,焊接接头分类和焊接接头系数,压力试验及其限 制条件,开孔及其补强,元件的形状和尺寸允差,换热器设计,全部改写ASME 別-2的背景和主要修改内容等几个方面陆续整理,在整理中不拟以和讨论者一问一答的方式简单处理,而是根据规范的具体规定,从原理并规范的条文上系统说明。
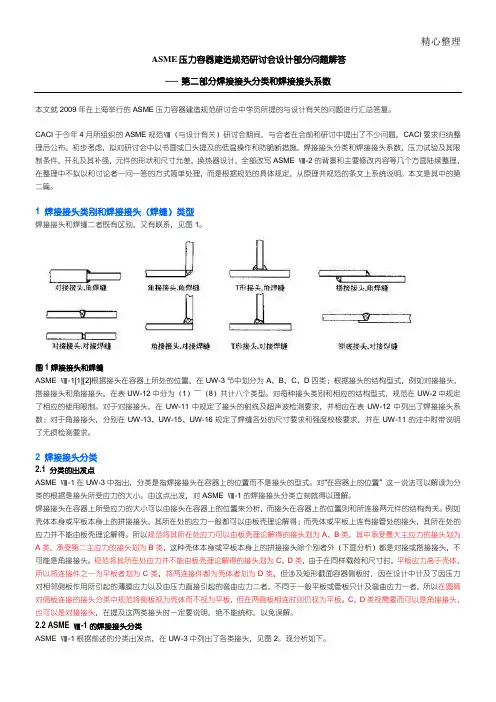
本文是其中的第1焊接接头类别和焊接接头(焊缝)类型焊接接头和焊缝二者既有区别,又有联系,见图1图ASME 別-1[1][2]根据接头在容器上所处的位置,在 UW-3节中划分为A 、B 、C 、D 四类;根据接头的结构型式,例如对接接头,搭接接头和角接接头,在表 UW-12中分为(1 )〜(8)共计八个类型。
对每种接头类别和相应的结构型式,规范在 UW-2中规定 了相应的使用限制。
对于对接接头,在UW-11中规定了接头的射线及超声波检测要求,并相应在表UW-12中列出了焊接接头系数;对于角接接头,分别在 UW-13、UW-15、UW-16规定了焊缝各处的尺寸要求和强度校核要求,并在 UW-11的注中附带说明了无损检测要求。
2焊接接头分类2.1分类的岀发点ASME 別-1在UW-3中指出,分类是指焊接接头在容器上的位置而不是接头的型式。
对 在容器上的位置”这一说法可以解读为分类的根据是接头所受应力的大小。
由这点出发,对ASME 別-1的焊接接头分类立刻就得以理解。
焊接接头在容器上所受应力的大小可以由接头在容器上的位置来分析, 而接头在容器上的位置则和所连接两元件的结构有关。
7 承压设备焊接接头设计焊接接头由焊缝金属、热影响区及相邻母材三部分组成。
在压力容器、锅炉和管道等过程设备中,焊接接头不仅是重要的连接元件,而且与所连接部件一起承受工作压力、其它载荷、温度和化学腐蚀介质的作用。
焊接接头作为整个受压部件或承压设备不可分割的组成部分,对运行可靠性和工作寿命起着决定性的影响。
因此,焊接接头的正确设计对于保证产品的质量具有十分重要的意义。
7.1 焊接接头设计基础7.1.1 焊接接头的基本类型与特点焊接接头主要起两个作用:一是连接作用,即把被焊件连成一个整体;二是承力作用,即承受被焊工件所受的载荷。
焊接与被焊工件并联的接头,焊缝仅承担很小的载荷,即使焊缝断裂,结构也不会立即失效,这种接头中的焊缝称为联系焊缝,如图7-1a所示。
焊缝与被焊工件串联的接头,焊缝承受全部载荷,一旦焊缝断裂,结构会立即失效,这种焊缝称为承载焊缝,如图7-1b所示。
设计时联系焊缝不一定要求焊透或全长焊接,也不必计算焊缝强度,而承载焊缝必须计算强度,且必须采用全熔透焊接。
过程设备中常用的典型焊接接头类型有对接接头、T形或十字接头、搭接接头和角接接头等,如图7-2所示。
(a) (b)图7-1 联系和承载焊缝a)联系焊缝b)承载焊缝对接接头较其它接头受力状况好,应力集中程度小,焊接时易保证质量,是优先广泛应用的接头。
对于不同厚度的焊件,为了保证焊透,大多都要把焊件的对接边缘加工成各种形式的坡口。
对接接头焊前对工件的边缘加工和装配要求较高。
通常设备壳体上的纵、环焊缝均为对接接头。
T形及十字形接头能承受各种方向的力和力矩,其接头亦有不同类型,有不焊透和焊透的,有不开坡口和开坡口的。
不开坡口者通常均为不焊透的,其应力集中很大,不适用于重载或动载荷。
开坡口焊透的T形或十字形接头其应力集中显著减小,适用于承受动载荷及重载荷。
接管、人孔等与设备壳体或封头相连的多为T形或角接接头。
搭接接头的应力分布很不均,受力状况不好,疲劳强度较低,不宜承受动载荷。
7 承压设备焊接接头设计焊接接头由焊缝金属、热影响区及相邻母材三部分组成。
在压力容器、锅炉和管道等过程设备中,焊接接头不仅是重要的连接元件,而且与所连接部件一起承受工作压力、其它载荷、温度和化学腐蚀介质的作用。
焊接接头作为整个受压部件或承压设备不可分割的组成部分,对运行可靠性和工作寿命起着决定性的影响。
因此,焊接接头的正确设计对于保证产品的质量具有十分重要的意义。
7.1 焊接接头设计基础7.1.1 焊接接头的基本类型与特点焊接接头主要起两个作用:一是连接作用,即把被焊件连成一个整体;二是承力作用,即承受被焊工件所受的载荷。
焊接与被焊工件并联的接头,焊缝仅承担很小的载荷,即使焊缝断裂,结构也不会立即失效,这种接头中的焊缝称为联系焊缝,如图7-1a所示。
焊缝与被焊工件串联的接头,焊缝承受全部载荷,一旦焊缝断裂,结构会立即失效,这种焊缝称为承载焊缝,如图7-1b所示。
设计时联系焊缝不一定要求焊透或全长焊接,也不必计算焊缝强度,而承载焊缝必须计算强度,且必须采用全熔透焊接。
过程设备中常用的典型焊接接头类型有对接接头、T形或十字接头、搭接接头和角接接头等,如图7-2所示。
(a) (b)图7-1 联系和承载焊缝a)联系焊缝b)承载焊缝对接接头较其它接头受力状况好,应力集中程度小,焊接时易保证质量,是优先广泛应用的接头。
对于不同厚度的焊件,为了保证焊透,大多都要把焊件的对接边缘加工成各种形式的坡口。
对接接头焊前对工件的边缘加工和装配要求较高。
通常设备壳体上的纵、环焊缝均为对接接头。
T形及十字形接头能承受各种方向的力和力矩,其接头亦有不同类型,有不焊透和焊透的,有不开坡口和开坡口的。
不开坡口者通常均为不焊透的,其应力集中很大,不适用于重载或动载荷。
开坡口焊透的T形或十字形接头其应力集中显著减小,适用于承受动载荷及重载荷。
接管、人孔等与设备壳体或封头相连的多为T形或角接接头。
搭接接头的应力分布很不均,受力状况不好,疲劳强度较低,不宜承受动载荷。
根据中华人民共和国国家质量监督检验检疫总局于2008年1月8日颁布的《压力容器压力管道设计许可规则》:A1级,指超高压、高压容器(注明单层、多层);A2级,指第三类低、中压容器;A3级,指球形储罐;C1级,指铁路罐车;C2级,指汽车罐车、长管拖车;D1级,指第一类压力容器D2级,指第二类压力容器SAD级,指压力容器应力分析设计。
GB150中规定ABCD焊缝分类:①圆筒部分的纵向接头(多层包扎容器层板层纵向接头除外),球形封头与圆筒连接的环向接头,各类凸形封头中的所有拼焊接头以及嵌入式接管与壳体对接连接的接头,均属A类焊接接头。
②壳体部分的环向焊缝接头,锥形封头小端与接管连接的接头,长颈法兰与接管连接的接头,均属B类焊接接头,但已规定为A、C、D类的焊接接头除外追问我清楚ABCD的意思,关键是A2与D2看其参数是一样的,如果没有特殊区别为没把D2放在A2里面,确单独列为D2,这里面A2和D2有什么区别?例如:A类中还有含应力分析容器,原有的容规就是一二三类(低/中/高压),那么D2是不是就为常规的压力容器,而A2就必须为应力分析设计的压力容器?!!回答《固定式压力容器安全技术监察规程》中附件A中有压力容器类别及压力等级的划分。
由P.V乘积来决定归类。
《固定式压力容器安全技术监察规程》第42页图A-1,例如:若一容器介质为液化气体,属于第一组介质。
P>1.6MPa PV>50000时,或者 1.6MPa >P>0.1MPa PV>1000000时,就是A2容器;反之P<1.6MPa PV<50000时,或者1.6MPa >P>0.1MPa PV<1000000时,就是D2容器。
A2级,指第三类低、中压容器D2级,指第二类压力容器(低、中压)GB150中规定:①圆筒部分的纵向接头(多层包扎容器层板层纵向接头除外),球形封头与圆筒连接的环向接头,各类凸形封头中的所有拼焊接头以及嵌入式接管与壳体对接连接的接头,均属A类焊接接头。
压力容器焊接接头分类2009-05-28 14:41目的:为对口错边量、热处理、无损检测、焊缝尺寸等方面有针对性地提出不同的要求,GB150根据位置,根据该接头所连接两元件的结构类型以及应力水平,把接头分成A、B、C、D四类,如图。
图压力容器焊接接头分类A类:圆筒部分的纵向接头(多层包扎容器层板层纵向接头除外)、球形封头与圆筒连接的环向接头、各类凸形封头中的所有拼焊接头以及嵌入式接管与壳体对接连接的接头。
B类:壳体部分的环向接头、锥形封头小端与接管连接的接头、长颈法兰与接管连接的接头。
但已规定为A、C、D类的焊接接头除外。
C类:平盖、管板与圆筒非对接连接的接头,法兰与壳体、接管连接的接头,内封头与圆筒的搭接接头以及多层包扎容器层板层纵向接头。
D类:接管、人孔、凸缘、补强圈等与壳体连接的接头。
但已规定为A、B类的焊接接头除外。
A类焊缝是容器中受力最大的接头,因此一般要求采用双面焊或保证全焊透的单面焊缝;B类焊缝的工作应力一般为A类的一半。
除了可采用双面焊的对接焊缝以外,也可采用带衬垫的单面焊;在中低压焊缝中,C类接头的受力较小,通常采用角焊缝联接。
对于高压容器,盛有剧毒介质的容器和低温容器应采用全焊透的接头。
D类焊缝是接管与容器的交叉焊缝。
受力条件较差,且存在较高的应力集中。
在后壁容器中这种焊缝的拘束度相当大,残余应力亦较大,易产生裂纹等缺陷。
因此在这种容器中D类焊缝应采取全焊透的焊接接头。
对于低压容器可采用局部焊透的单面或双面角焊。
注意:焊接接头分类的原则仅根据焊接接头在容器所处的位置而不是按焊接接头的结构形式分类,所以,在设计焊接接头形式时,应由容器的重要性、设计条件以及施焊条件等确定焊接结构。
压力容器焊接接头分类
2009-05-28 14:41
目的:为对口错边量、热处理、无损检测、焊缝尺寸等方面有针对性地提出不同的要求,GB150根据位置,根据该接头所连接两元件的结构类型以及应力水平,把接头分成A、B、C、D四类,如图。
图压力容器焊接接头分类
A类:圆筒部分的纵向接头(多层包扎容器层板层纵向接头除外)、球形封头与圆筒连接的环向接头、各类凸形封头中的所有拼焊接头以及嵌入式接管与壳体对接连接的接头。
B类:壳体部分的环向接头、锥形封头小端与接管连接的接头、长颈法兰与接管连接的接头。
但已规定为A、C、D类的焊接接头除外。
C类:平盖、管板与圆筒非对接连接的接头,法兰与壳体、接管连接的接头,内封头与圆筒的搭接接头以及多层包扎容器层板层纵向接头。
D类:接管、人孔、凸缘、补强圈等与壳体连接的接头。
但已规定为A、B类的焊接接头除外。
A类焊缝是容器中受力最大的接头,因此一般要求采用双面焊或保证全焊透的单面焊缝;
B类焊缝的工作应力一般为A类的一半。
除了可采用双面焊的对接焊缝以外,也可采用带衬垫的单面焊;
在中低压焊缝中,C类接头的受力较小,通常采用角焊缝联接。
对于高压容器,盛有剧毒介质的容器和低温容器应采用全焊透的接头。
D类焊缝是接管与容器的交叉焊缝。
受力条件较差,且存在较高的应力集中。
在后壁容器中这种焊缝的拘束度相当大,残余应力亦较大,易产生裂纹等缺陷。
因此在这种容器中D类焊缝应采取全焊透的焊接接头。
对于低压容器可采用局部焊透的单面或双面角焊。
注意:焊接接头分类的原则仅根据焊接接头在容器所处的位置而不是按焊接接头的结构形式分类,所以,在设计焊接接头形式时,应由容器的重要性、设计条件以及施焊条件等确定焊接结构。
这样,同一类别的焊接接头在不同的容器条件下,就可能有不同的焊接接头形式。