焊接接头形式分类
- 格式:doc
- 大小:12.50 KB
- 文档页数:1
焊接接头的基本形式有哪四种?
焊接接头的主要基本形式有四种:对接接头、T型接头、角接接头和搭接接头。
1、对接接头是将两块钢板的边缘相对配置,并使其表面成一直线而结合的接头。
这种接头能承受较大的静力和震动载荷,所以是焊接结构中最常用的接头形式。
2、T型接头是两个构件相互垂直或倾斜成一定角度而形成的焊接接头。
这种接头焊接操作时比较困难,整个接头承受载荷的能力,特别是承受震动载荷的能力比较差。
由于结构件组成的复杂多样性,这种接头在焊接结构中也是较为常见的形式之一。
3、角接接头是将两块钢板配置成直角或某一定的角度,而在板的顶端边缘上焊接的接头。
角接接头不仅用于板与板之间的有角度连接,也常用于管与板之间,或管与管之间的有角度连接。
4、搭接接头是将两块钢板相叠,而在相叠端的边缘采用塞焊、开槽焊进行焊接的接头形式。
这种接头的强度较低,只能用于不太重要的焊接构件中。
焊接接头和坡口形式焊接接头形式可分为:对接接头、T形接头、角接接头和搭接接头。
一、对接接头将两块钢板对在一起焊接,称为对接;一块钢板卷成圆筒后对在一起焊接,也属对接。
对接接头容易焊透,受力情况好,应力分布均匀,联接强度高,因而焊接接头质量容易保证。
为了保证焊接质量,必须在焊接接头处开适当的坡口。
坡口的主要作用是保证焊透,此外,坡口的存在还可形成足够容积的金属液熔池,以便焊渣浮起,不致造成夹渣。
坡口的几何尺寸必须设计好,以便减少金属填充量、减少焊接工作量和减少变形。
对接接头形式如图2-14所示。
对于钢板厚度在6 mm以下的双面焊,因其手工焊的熔深可达4 mm,故可以不开坡口,如图2-14(a)所示。
对于厚度在6-40 mm 的钢板,可采用如图2-14(b)所示的V 形坡口,进行双面焊。
在无法进行双面焊时,也可采用带垫板(厚度≥3mm)的单面焊。
由于垫板的存在,不易被烧穿。
当板厚为12-60mm时,可采用如图2-14(c)示的X形坡口。
在板厚相同的情况下,采用X形坡口可减少焊条金属量二分之一左右,而且焊件的变形及所产生的内应力相应小些,因此它多用于厚度较大并变形要求较小的工件。
X形坡口有对称的;还有不对称的,即一侧深另一侧浅。
较浅的一侧焊接工作量小些图2-14(d)(e)分别为单U形坡口及双U形坡口,这类坡口的填敷金属量均较V形坡口少些,焊件变形也较小,但其坡口加工较困难,故一般只在较重要的焊接结构时采用。
当对接的两块钢板厚度不相等时,为了防止焊接时薄的一边金属过热,而厚的一边金属难于熔化的现象,避免焊不透或烧穿;为了减少由于接头处厚度不等、刚度不一而产生焊接变形与裂纹的可能性,应采用如图2-15所示的厚度过渡开坡口的形式。
在考虑焊接接头时采用等厚度焊接是一条很重要的原则。
当薄板厚度≤10mm,两板厚度差≥3mm;或当薄板厚度>10mm而两板厚度差大于薄板厚度的30%,或超过5mm时,均应按图2-15的要求削薄厚度边缘。
焊接接头种类及坡口形式2课时。
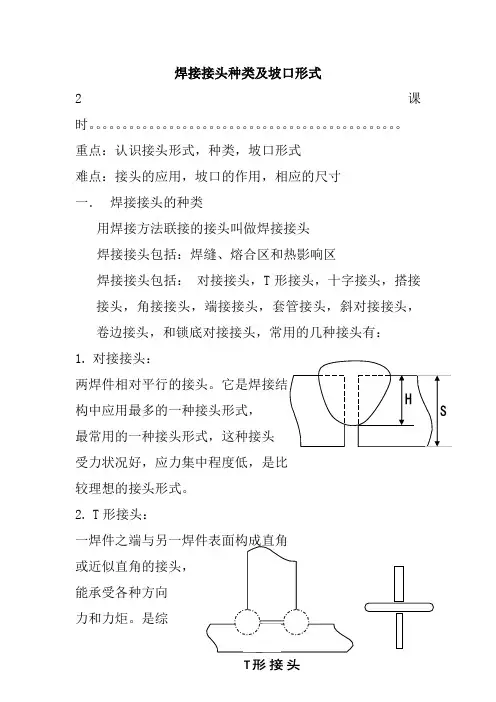
重点:认识接头形式,种类,坡口形式难点:接头的应用,坡口的作用,相应的尺寸一.焊接接头的种类用焊接方法联接的接头叫做焊接接头焊接接头包括:焊缝、熔合区和热影响区焊接接头包括:对接接头,T形接头,十字接头,搭接接头,角接接头,端接接头,套管接头,斜对接接头,卷边接头,和锁底对接接头,常用的几种接头有:1.对接接头:两焊件相对平行的接头。
它是焊接结构中应用最多的一种接头形式,最常用的一种接头形式,这种接头受力状况好,应力集中程度低,是比较理想的接头形式。
2.T形接头:一焊件之端与另一焊件表面构成直角或近似直角的接头,能承受各种方向力和力炬。
是综合性最好的接头。
仅次于对接接头的焊接接头3.角接接头两焊件端面构成在于30度小于135度夹角的接头。
这种接头受力状况不好,多用于箱形构件,根据焊件厚度不同常用于不重要的结构中。
4.搭接接头两焊件部分重叠构成接头,其应力分布不均匀。
疲劳强度较低,不是理想的接头形式,适用于被焊结构狭窄及密闭的时接结构。
二.坡口形式及坡口尺寸坡口形式共有三种:基本型、组合型、特殊型1.坡口的作用开坡口的目的就是保证电弧能深入根部,使根部焊透以便清除熔渣,获得较好的焊缝成型。
而且坡口能起到调节基本金属与填充金属的比例作用。
(手弧时熔深一般2—4MM)2.坡口形式(基本型)1)工形坡口不开坡口,两焊件之间留有一定的间隙,一般在5——6MM的焊件,保证焊透2)V形坡口是最常用的坡口形式,便于加工焊接为单面焊,焊后易产生角变形。
V形坡口加工容易,但焊后易产生角度变形。
3)X形坡口采用此坡口后,在厚度相等的情况下,能减少焊缝金属量1/2,并且对称焊接,焊后焊接形较小。
缺点是焊接时需要翻转焊件,X形坡口即能减少填充金属又能减少焊缝变形的坡口。
4)U形坡口在焊件厚度相同的条件下U形坡口的空间面积比X形坡口小得多,所以当焊件厚度较大,只能单面焊接时,为提高生产率,可采用U形坡口,但这种坡口由于根部有圆弧加工比较复杂,特别是在圆筒形焊件的筒壳上加工更加困难。
焊接接头型式和焊缝符号焊接接头型式是指焊接部件表面的形状和连接方式,它主要用于确定焊接部件间的连接方式和焊接方法。
根据焊接接头的形状和焊缝的构造特点,焊接接头可分为多种类型,常见的有对接接头、角接接头、T型接头、横接接头和环接接头等。
对接接头是指两个焊件直接连接的接头,常用于连接平板、角铁等。
它的焊缝符号通常是一根粗直线,两端用箭头表示焊接方向。
角接接头是指两个焊件通过90°角连接的接头,常用于连接角铁、L型构件等。
它的焊缝符号通常是一根直线,中间有一个90°的弯曲箭头表示焊接方向。
T型接头是指一个焊件与另一个焊件相交而形成的接头,常用于连接角钢、T型钢等。
它的焊缝符号通常是一根直线和一条横线相交的形状,箭头表示焊接方向。
横接接头是指一个焊件横穿另一个焊件而形成的接头,常用于连接托板、横梁等。
它的焊缝符号通常是一根横向的直线和两条连接线垂直相交,箭头表示焊接方向。
环接接头是指一个环形焊件与另一个焊件相连接的接头,常用于连接管道、圆形构件等。
它的焊缝符号通常是一个闭合的曲线,箭头表示焊接方向。
总之,焊接接头型式和焊缝符号是进行焊接设计和焊接工艺规程编写的重要依据,合理选择和标示焊接接头类型和焊缝符号,对于确保焊接质量、提高焊接效率具有重要意义。
焊接接头型式和焊缝符号是焊接工程中非常重要的概念,它们的正确选择和标示对于保证焊接质量、提高焊接效率以及确保工程的安全性至关重要。
在焊接工程中,不同的焊接接头型式和焊缝符号适用于不同的工件和焊接需求。
下面我将详细介绍焊接接头的常见类型和相应的焊缝符号。
对接接头是最简单常见的一种焊接接头类型,它是指两个焊件直接连接的接头。
由于对接接头连接简单,所以它的焊缝符号通常是一根粗直线,两端用箭头表示焊接方向。
对接接头找的焊缝类型有角接缝、直接缝以及齐口缝等。
对接接头在工程中广泛应用于连接平板、角铁等。
角接接头是指两个焊件通过90°角连接的接头,常与对接接头联用,用于连接角铁、L型构件等。
焊接接头形式
一、焊接接头的形式:有对接接头、角接接头、T形接头和搭接接头等;
二、焊接接头的选择:主要根据焊接结构形式;焊件厚度、焊缝强度要求及施工条件等情况来选择;
三、焊接接头的功能:
1对接接头:受力均匀,在静载和动载作用下都具有很高的强度,且外形平整美观,是应用最多的接头形式;但对焊前准备和装配要求较高;
2搭接接头:焊前准备简便,但受力时产生附加弯曲应力,降低了接头强度;
3角接接头:通常只起连接作用,只能用来传递工作载荷;
4T形接头:广泛采用在空间类焊件上,具有较高的强度,如船体结构中约70%的焊缝采用了T形接头;
四、焊接坡口形式:
1坡口的作用:使厚度较大的焊件能够焊透,常将金属材料边缘加工成一定形状的坡口,并且坡口能起到调节母材金属和填充金属比例即调整焊缝成分的作用;
2手工电弧焊接接头坡口形式与尺寸如下
一、对接接头:。

焊接接头种类及坡口形式2课时。
重点:认识接头形式,种类,坡口形式难点:接头的应用,坡口的作用,相应的尺寸一.焊接接头的种类用焊接方法联接的接头叫做焊接接头焊接接头包括:焊缝、熔合区和热影响区焊接接头包括:对接接头,T形接头,十字接头,搭接接头,角接接头,端接接头,套管接头,斜对接接头,卷边接头,和锁底对接接头,常用的几种接头有:1.对接接头:两焊件相对平行的接头。
它是焊接结构中应用最多的一种接头形式,最常用的一种接头形式,这种接头受力状况好,应力集中程度低,是比较理想的接头形式。
2.T形接头:一焊件之端与另一焊件表面构成直角或近似直角的接头,能承受各种方向力和力炬。
是综合性最好的接头。
仅次于对接接头的焊接接头3.角接接头两焊件端面构成在于30度小于135度夹角的接头。
这种接头受力状况不好,多用于箱形构件,根据焊件厚度不同常用于不重要的结构中。
4.搭接接头两焊件部分重叠构成接头,其应力分布不均匀。
疲劳强度较低,不是理想的接头形式,适用于被焊结构狭窄及密闭的时接结构。
二.坡口形式及坡口尺寸坡口形式共有三种:基本型、组合型、特殊型1.坡口的作用开坡口的目的就是保证电弧能深入根部,使根部焊透以便清除熔渣,获得较好的焊缝成型。
而且坡口能起到调节基本金属与填充金属的比例作用。
(手弧时熔深一般2—4MM)2.坡口形式(基本型)1)工形坡口不开坡口,两焊件之间留有一定的间隙,一般在5——6MM的焊件,保证焊透2)V形坡口是最常用的坡口形式,便于加工焊接为单面焊,焊后易产生角变形。
V形坡口加工容易,但焊后易产生角度变形。
3)X形坡口采用此坡口后,在厚度相等的情况下,能减少焊缝金属量1/2,并且对称焊接,焊后焊接形较小。
缺点是焊接时需要翻转焊件,X形坡口即能减少填充金属又能减少焊缝变形的坡口。
4)U形坡口在焊件厚度相同的条件下U形坡口的空间面积比X形坡口小得多,所以当焊件厚度较大,只能单面焊接时,为提高生产率,可采用U形坡口,但这种坡口由于根部有圆弧加工比较复杂,特别是在圆筒形焊件的筒壳上加工更加困难。
常用的焊接接头形式
介绍
焊接接头是由焊接材料的连接接头的总称,通常在人们的生活中,用于
连接各种不同的金属材料和相关件的连接件。
焊接接头有很多种形式,我们
下面将常用的几种焊接接头介绍一下:
1、拉接头(Lap joint):这种接头适用于拉伸力学许多,主要用于外壳
焊锡贴片和固体电路,应用于家用电器等机械物品。
2、缝接头(seaming joint):这种接头安装简单,焊接工艺简单,可以
使用多种材料,应用于汽车内饰件,电子产品外殼等相关零部件。
3、波纹接头(Corrugated joint):这种接头的优点是十分紧凑,采用不锈钢,耐腐蚀性强,抗压强度高。
主要应用于化妆品等行业中需要高强度部
件的连接。
4、弯头接头(Elbow joint):这种接头采用弯头,有不同节距和夹板,
应用于各种機械設備和工厂自動流水線上。
5、壁面接头(Wall face joint):这种接头适用于室内壁面装修,可以
用于螺栓,螺母及其它各类连接件的连接,承载力较强,耐磨损性高。
6、插接接头(Plug joint):这种接头的特点是连接简单,可无需焊接,应用于产业管道上容易拆装的设施,可用于蒸汽,水等生产和冷却系统等一
系列场合。
以上就是我们常用的焊接接头形式,它们各有特点,在应用场景分别不同,精确的掌握各类焊接接头的使用及细节,可以确保材料的连接牢固耐用,使用的效果更好。
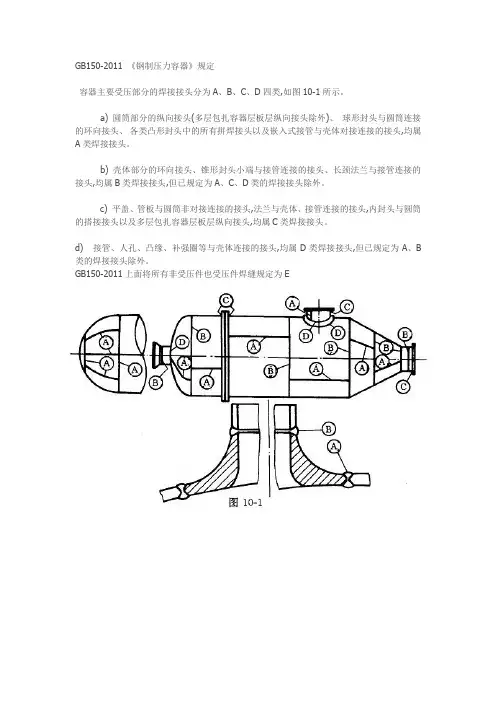
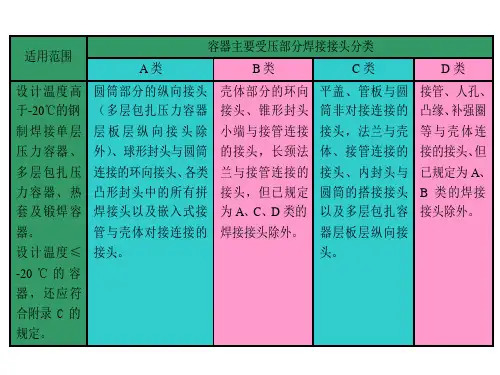
GB150-2011 《钢制压力容器》规定
容器主要受压部分的焊接接头分为A、B、C、D四类,如图10-1所示。
a) 圆筒部分的纵向接头(多层包扎容器层板层纵向接头除外)、球形封头与圆筒连接的环向接头、各类凸形封头中的所有拼焊接头以及嵌入式接管与壳体对接连接的接头,均属A类焊接接头。
b) 壳体部分的环向接头、锥形封头小端与接管连接的接头、长颈法兰与接管连接的接头,均属B类焊接接头,但已规定为A、C、D类的焊接接头除外。
c) 平盖、管板与圆筒非对接连接的接头,法兰与壳体、接管连接的接头,内封头与圆筒的搭接接头以及多层包扎容器层板层纵向接头,均属C类焊接接头。
d) 接管、人孔、凸缘、补强圈等与壳体连接的接头,均属D类焊接接头,但已规定为A、B 类的焊接接头除外。
GB150-2011上面将所有非受压件也受压件焊缝规定为E。
焊接接头的分类方法及基本类型.doc一、焊接接头的分类方法及基本类型(一)焊接接头的分类方法焊接接头由焊缝、熔合区、热影响区及其相邻的母材组成。
焊接接头主要起两方面作用,一是连接作用,二是传力作用。
(二)焊接接头的基本类型按焊接方法不同,焊接接头可以分为熔焊接头、压焊接头和钎焊接头三大类。
焊接接头的基本类型可归纳为5种,即对接接头、T形(十字)接头、搭接接头、角接接头和端接接头。
上述五类接头基本类型都适用于熔焊,一般压焊(高频电阻焊除外),都采用搭接接头,个别情况才采用对接接头;高频电阻焊一般采用对接接头,个别情况才采用搭接接头。
钎焊连接的接头也有多种形式,一种分类方法将其分为四种,即搭接接头,T形接头,套接接头,舌形与槽形接头。
二、熔焊接头与坡口对接接头是熔焊中受力比较理想的接头形式,为保证焊接质量、减少焊接变形和焊接材料消耗,需把被焊工件的边缘加工成各种形式的坡口,进行坡口对焊。
熔焊接头的坡口根据其形状的不同,可分为基本型、混合型和特殊型三类。
基本型坡口主要有以下几种:I形坡口;V形坡口;单边V形坡口;U形坡口;J形坡口等。
特殊型坡口主要有卷边坡口;带垫板坡口;锁边坡口;塞、槽焊坡口等。
三、焊接接头的选择原则为正确合理的选择焊接接头的类型、坡口形状和尺寸,主要应综合考虑以下几个方面:(1)设计要求:保证接头满足使用要求;(2)焊接的难易与焊接变形:焊接容易实现,变形能够控制;(3)焊接成本:接头准备和实际焊接所需费用低;(4)施工条件:制造施工单位具备完成施工要求所需的技术、人员和设备条件。
四、管材的坡口与组对(一)管材的坡口1、管材的坡口管材的坡口有以下几种形式:I形坡口、V形坡口和U形坡口。
(1)I形坡口。
I形坡口适用于管壁厚度在3.5mm 以下的管口焊接。
(2)V形坡口。
V形坡口适用于中低压钢管焊接,坡口根部有钝边,其厚度为2mm左右。
(3)U形坡口。
U形坡口适用于高压钢管焊接。
2、坡口的加工方法坡口的加工方法一般有以下几种:(1)低压碳素钢管公称直径等于或小于50mm的,采用手提砂轮磨坡口;直径大于50mm的,用氧乙炔切割坡口,然后用手提砂轮机打掉氧化层并打磨平整;(2)中压碳素钢管、中低压不锈耐酸钢管和低合金钢管以及各种高压钢管,用车床加工坡口;(3)有色金属管,用手工挫坡口。
焊接接头一、焊接接头的结构用焊接方法连接的接头叫做焊接接头(简称接头)。
焊接接头是由焊缝、熔合区和热影响区所组成,如图1-3-1所示。
图1-3-1焊接接头示意图(a)熔焊接头(b)点焊接头(c)对焊接头1—焊缝2—熔合区3—热影响区熔焊焊接接头可有多种形式,最常见的典型接头有对接接头、角接接头、丁字接头、搭接接头等。
为使待焊部位满足焊接施工工艺要求(如熔透、成形及焊接电弧可达性等),以形成优质焊接接头,常需要将待焊部位预加工成一定形状,即坡口加工。
常见坡口形式如I形坡口、V形坡口、U形坡口、X形坡口。
(一)、焊缝焊缝是指焊件经焊接后形成的结合部分。
熔焊时,焊缝金属是由熔化的母材和熔化的填充金属(焊条或焊丝)按比例(决定于焊接工艺参数)混合而成,有时全部由熔化的母材构成(自熔焊接或不加填充金属的焊接方法)。
1、熔合比熔焊时,被熔化的母材金属在焊缝金属中所占的比例常用“熔合比”表示。
熔合比与焊接方法、焊接工艺参数、接头尺寸形状、坡口形状、焊道数目以及母材热物理性质有关。
由于熔合比不同,即使采用同一焊接材料,焊缝的化学组成也不会相同,因此,性能也不同。
通常,填充金属的成分与母材成分是不相同的,特别是异种金属焊接或合金堆焊时。
当堆焊金属的合金成分主要来自填充金属时,局部熔化了的母材对堆焊金属的影响可以认为是稀释了堆焊金属。
因此,熔合比又常称为稀释率。
当熔合比时,即焊缝金属完全由填充金属熔敷而成,这种焊缝金属称为熔敷金属。
2、焊缝形状尺寸及焊缝成形系数焊缝宽度:焊缝表)、1(.面两焊趾之间的距离(焊缝表面与母材的交界处称为焊趾)。
(2)、余高:超出母材表面连线上面的那部分焊缝金属的最大高度。
(3)、焊缝厚度:在焊缝横截面中,从焊缝正面到焊缝背面的距离。
(4)、焊缝计算厚度:设计焊缝时使用的焊缝厚度。
对接焊缝焊透时,它等于焊件的厚度;角焊缝时,它等于在角焊缝横截面内划出的最大直角三角形中从直角的顶点到斜边的垂直长度,习惯上也称喉厚,如图1-3-2所示。
焊接接头的形式分类标准主要是根据焊接接头的基本形式和结构类型进行分类的。
以下是一些常见的分类标准:
1.根据基本形式分类:
(1)对接接头:两个或多个板或构件的端面直接相接而成的接头。
搭接接头:两个或多个板或构件的端面重叠一定宽度而成的接头。
(2)螺纹接头:采用螺纹连接、再进行焊接的接头。
(3)卡箍接头:通过卡箍和螺栓连接的接头。
2.根据结构类型分类:
(1)焊接H型钢接头:H型钢的横截面呈H形,由上下两个水平面的钢板和中间的垂直翼板组成。
(2)焊接箱形梁接头:箱形梁的截面呈方形或矩形,由四个角板和一个底板组成。
(3)焊接管接头:管道的两端通过焊接连接而成的接头。
以上是一些常见的焊接接头形式分类标准,不同的标准适用于不同的应用领域和具体情况。
接头形式与焊缝形式的区别1、焊接接头型式主要有对接接头、T形接头、角接接头、搭接接头4种,其次还有十字接头、卷边接头、端接接头、锁底接头、套管接头等。
对接接头:两焊件表面构成大于或等于135º,小于或等于180º夹角的接头,称为对接接头角接接头:两焊件端部构成大于30º、小于135º夹角的接头,为角接接头2、焊件经焊接后所形成的结合部分,即填充金属与熔化的母材凝固后形成的区域,称为焊缝。
.
焊缝型式分为对接焊缝(坡口焊缝)和角焊缝。
对接焊缝:在焊件的坡口面间或一焊件的坡口面与另一焊件端(表)面间焊接的焊缝,称为对接焊缝,(ASME 法规称坡口焊缝)。
角焊缝:两焊件结合面构成直交或接近直交所焊接的焊缝,称为角焊缝如果一个焊接接头即有对接焊缝,又有角焊缝,这样的焊缝称为组合焊缝对接接头的焊缝形式可以是对接焊缝,也可以是角焊缝或组合焊缝,但以对接焊缝居多。
有的对接接头的焊缝形式是角焊缝,有的角接接头的焊缝形式是对接焊缝(详见GB/T3375-94标准)。