薄膜技术中pvd和cvd的区别详解
- 格式:pdf
- 大小:2.45 MB
- 文档页数:18
1. PVD简介PVD是英文Physical Vapor Deposition(物理气相沉积)的缩写,是指在真空条件下,采用低电压、大电流的电弧放电技术,利用气体放电使靶材蒸发并使被蒸发物质与气体都发生电离,利用电场的加速作用,使被蒸发物质及其反应产物沉积在工件上。
2. PVD技术的发展PVD技术出现于二十世纪七十年代末,制备的薄膜具有高硬度、低摩擦系数、很好的耐磨性和化学稳定性等优点。
最初在高速钢刀具领域的成功应用引起了世界各国制造业的高度重视,人们在开发高性能、高可靠性涂层设备的同时,也在硬质合金、陶瓷类刀具中进行了更加深入的涂层应用研究。
与CVD工艺相比,PVD工艺处理温度低,在600℃以下时对刀具材料的抗弯强度无影响;薄膜内部应力状态为压应力,更适于对硬质合金精密复杂刀具的涂层;PVD工艺对环境无不利影响,符合现代绿色制造的发展方向。
目前PVD涂层技术已普遍应用于硬质合金立铣刀、钻头、阶梯钻、油孔钻、铰刀、丝锥、可转位铣刀片、异形刀具、焊接刀具等的涂层处理。
PVD技术不仅提高了薄膜与刀具基体材料的结合强度,涂层成分也由第一代的TiN发展为TiC、TiCN、ZrN、CrN、MoS2、TiAlN、TiAlCN、TiN-AlN、CNx、DLC和ta-C等多元复合涂层。
3. 星弧涂层的PVD技术增强型磁控阴极弧:阴极弧技术是在真空条件下,通过低电压和高电流将靶材离化成离子状态,从而完成薄膜材料的沉积。
增强型磁控阴极弧利用电磁场的共同作用,将靶材表面的电弧加以有效地控制,使材料的离化率更高,薄膜性能更加优异。
过滤阴极弧:过滤阴极电弧(FCA )配有高效的电磁过滤系统,可将离子源产生的等离子体中的宏观粒子、离子团过滤干净,经过磁过滤后沉积粒子的离化率为100%,并且可以过滤掉大颗粒,因此制备的薄膜非常致密和平整光滑,具有抗腐蚀性能好,与机体的结合力很强。
磁控溅射:在真空环境下,通过电压和磁场的共同作用,以被离化的惰性气体离子对靶材进行轰击,致使靶材以离子、原子或分子的形式被弹出并沉积在基件上形成薄膜。
CVD与PVD的区别及比较2009年03月06日 17:17 www.elecfans.co 作者:本站用户评论(0)关键字:CVD与PVD的区别及比较(一)选材:化学蒸镀-装饰品、超硬合金、陶瓷物理蒸镀-高温回火之工、模具钢(二)蒸镀温度、时间及膜厚比较:化学蒸镀-1000℃附近,2~8小时,1~30μm(通常5~10μm)物理蒸镀-400~600℃,1~3小时,1~10μm (三) 物性比较:化学蒸镀皮膜之结合性良好,较复杂之形状及小孔隙都能蒸镀;唯若用于工、模具钢,因其蒸镀温度高于钢料之回火温度,故蒸镀后需重施予淬火-回火,不适用于具精密尺寸要求之工、模具。
不需强度要求之装饰品、超硬合金、陶瓷等则无上述顾虑,故能适用。
物理蒸镀皮膜之结合性较差,且背对金属蒸发源之处理组件会产生蒸镀不良现象;但其蒸镀温度可低于工、模具钢的高温回火温度,且其蒸镀后之变形甚微,故适用于经高温回火之精密工具、模具。
(4) 半导体制程概要-离子布植郑硕贤4.1前言在半导体组件工业中,常在半导体晶体中加入杂质以控制带电载子数目,来增加导电性。
这种加入杂质的方法称为掺入杂质(Doping) 。
一般来说,掺入杂质的方法有两种:1. 化学蒸镀法2. 扩散法3. 离子布植法其中1、3两项在微电子组件工业中已普遍使用,这两种方法虽简易实用,但却牺牲了完整晶型的要求。
如化学蒸镀法在较低温度下进行,则蒸镀层常为非晶质或是多晶质。
离子布植则造成许多表面有许多点缺陷,甚至使表面层变成非晶质;因此一般均须经一道恢复完整晶格的退火处理,使表面层能回复晶型的样子。
4.2原理离子布植是将高能量带电粒子射入硅基晶中。
离子进入硅靶材后,会和硅原子发生碰撞而逐渐损失能量;直到能量耗损殆尽,即停止在该深度。
在与硅原子碰撞过程中,离子会传递部份能量给硅原子,若此能量大于硅和硅间的键结能量,则可使其产生位移而产生新的入射粒子;这新获得动能的粒子,也会与其它硅原子产生碰撞。

.PVD和CVD涂层方法涂层方法目前生产上常用的涂层方法有两种:物理气相沉积(PVD) 法和化学气相沉积(CVD) 法。
前者沉积温度为500℃,涂层厚度为2~5μm;后者的沉积温度为900℃~1100℃,涂层厚度可达5~10μm,并且设备简单,涂层均匀。
因PVD法未超过高速钢本身的回火温度,故高速钢刀具一般采用PVD法,硬质合金大多采用CVD法。
硬质合金用CVD法涂层时,由于其沉积温度高,故涂层与基体之间容易形成一层脆性的脱碳层(η相),导致刀片脆性破裂。
近十几年来,随着涂覆技术的进步,硬质合金也可采用PVD法。
国外还用PVD/CVD相结合的技术,开发了复合的涂层工艺,称为PACVD法(等离子体化学气相沉积法)。
即利用等离子体来促进化学反应,可把涂覆温度降至400℃以下(目前涂覆温度已可降至180℃~200℃),使硬质合金基体与涂层材料之间不会产生扩散、相变或交换反应,可保持刀片原有的韧性。
据报道,这种方法对涂覆金刚石和立方氮化硼(CBN)超硬涂层特别有效。
用CVD法涂层时,切削刃需预先进行钝化处理(钝圆半径一般为0.02~0.08mm,切削刃强度随钝圆半径增大而提高),故刃口没有未涂层刀片锋利。
所以,对精加工产生薄切屑、要求切削刃锋利的刀具应采用PVD法。
涂层除可涂覆在普通切削刀片上外,还可涂覆到整体刀具上,目前已发展到涂覆在焊的硬质合金刀具上。
据报道,国外某公司在焊接;..式的硬质合金钻头上采用了PCVD法,结果使加工钢料时的钻头寿命比高速钢钻头长10倍,效率提高5倍。
涂层成份又有哪些呢?各自的区别在哪里,应用面怎样。
通常使用的涂层有:TiC、TiN、Ti(C.N)、Gr7O3、Al2O3等。
以上几种CVD的硬质涂层基本具备低的滑动摩擦系数,高的抗磨能力,高的抗接触疲劳能力,高的表面强度,保证表面具有足够的尺寸稳定性与基体之间有高的粘附强度。
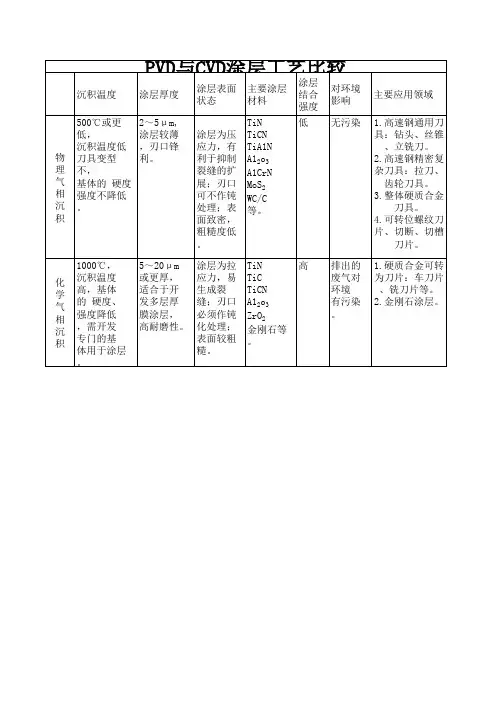
PVD与CVD涂层工艺比较;..PVD与CVD涂层工艺比较涂层涂层表面主要涂层对环境主要应用领域结合强沉积温度涂层厚度状态材料影响度1.高速钢通用刀具:TiN钻头、丝锥、物立铣刀。

PVD和CVD涂层方法涂层方法目前生产上常用的涂层方法有两种:物理气相沉积(PVD) 法和化学气相沉积(CVD) 法。
前者沉积温度为500℃,涂层厚度为2~5µm;后者的沉积温度为900℃~1100℃,涂层厚度可达5~10µm,并且设备简单,涂层均匀。
因PVD法未超过高速钢本身的回火温度,故高速钢刀具一般采用PVD法,硬质合金大多采用CVD法。
硬质合金用CVD法涂层时,由于其沉积温度高,故涂层与基体之间容易形成一层脆性的脱碳层(η相),导致刀片脆性破裂。
近十几年来,随着涂覆技术的进步,硬质合金也可采用PVD法。
国外还用PVD/CVD相结合的技术,开发了复合的涂层工艺,称为PACVD法(等离子体化学气相沉积法)。
即利用等离子体来促进化学反应,可把涂覆温度降至400℃以下(目前涂覆温度已可降至180℃~200℃),使硬质合金基体与涂层材料之间不会产生扩散、相变或交换反应,可保持刀片原有的韧性。
据报道,这种方法对涂覆金刚石和立方氮化硼(CBN)超硬涂层特别有效。
用CVD法涂层时,切削刃需预先进行钝化处理(钝圆半径一般为0.02~0.08mm,切削刃强度随钝圆半径增大而提高),故刃口没有未涂层刀片锋利。
所以,对精加工产生薄切屑、要求切削刃锋利的刀具应采用PVD法。
涂层除可涂覆在普通切削刀片上外,还可涂覆到整体刀具上,目前已发展到涂覆在焊的硬质合金刀具上。
据报道,国外某公司在焊接式的硬质合金钻头上采用了PCVD法,结果使加工钢料时的钻头寿命比高速钢钻头长10倍,效率提高5倍。
涂层成份又有哪些呢?各自的区别在哪里,应用面怎样。
通常使用的涂层有:TiC、TiN、Ti(C.N)、Gr7O3、Al2O3等。
以上几种CVD的硬质涂层基本具备低的滑动摩擦系数,高的抗磨能力,高的抗接触疲劳能力,高的表面强度,保证表面具有足够的尺寸稳定性与基体之间有高的粘附强度。
PVD与CVD涂层工艺比较PVD与CVD涂层工艺比较沉积温度涂层厚度涂层表面状态主要涂层材料涂层结合强度对环境影响主要应用领域物理气相沉积500℃或更低,沉积温度低刀具变型不,基体的硬度强度不降低。
简述薄膜生长的三种基本模式引言薄膜生长是材料科学中的重要研究领域,它涉及到材料的制备、性质和应用等方面。
薄膜生长的基本模式可以分为三种:化学气相沉积(CVD)、物理气相沉积(PVD)和溶液法。
本文将对这三种基本模式进行全面、详细、完整且深入地探讨。
化学气相沉积(CVD)化学气相沉积是一种通过在气相中使气体分子发生化学反应,从而在基底上形成固态材料的方法。
它主要包括以下几个步骤:1.基底预处理:在进行CVD之前,需要对基底进行预处理,以提高薄膜的质量和附着力。
常见的预处理方法包括清洗、表面活化和表面修饰等。
2.基底放置:经过预处理的基底被放置在反应室中,通常是在高温和低压的条件下进行。
3.气体进料:适当的气体被进料到反应室中,其中包括反应物和载气。
反应物通过化学反应生成薄膜的组分。
4.反应发生:在适当的温度和压力下,反应物发生化学反应,生成固态薄膜。
5.薄膜生长:生成的固态薄膜在基底上生长,形成所需的薄膜结构。
CVD方法具有高度的可控性和均匀性,能够制备出高质量的薄膜。
它在半导体、光电子器件等领域具有重要的应用。
物理气相沉积(PVD)物理气相沉积是一种通过物理手段将固态材料转化为气态,然后在基底上重新形成固态材料的方法。
它主要包括以下几个步骤:1.基底预处理:与CVD相似,基底需要进行预处理以提高薄膜的质量和附着力。
2.基底放置:经过预处理的基底被放置在真空室中,通常是在高真空条件下进行。
3.材料蒸发:固态材料被加热至蒸发温度,转化为气态。
4.气体沉积:气态材料在基底上重新形成固态材料,形成薄膜。
PVD方法具有高速度和高温度的优势,适用于一些高熔点材料的制备。
它在涂层、磁性薄膜等领域具有广泛的应用。
溶液法溶液法是一种将溶液中的溶质转化为固态材料的方法。
它主要包括以下几个步骤:1.溶液制备:将溶质溶解在适当的溶剂中,形成溶液。
2.基底准备:基底需要进行预处理,以提高薄膜的附着力。
3.溶液沉积:将溶液倒在基底上,通过溶剂的挥发或化学反应,溶质转化为固态材料。
pvd和cvd的应用场景
PVD(Physical Vapor Deposition)和CVD(Chemical Vapor Deposition)是两种常见的薄膜沉积技术,它们在许多不同的应用场景中发挥着重要作用。
首先,让我们来看PVD的应用场景。
PVD技术广泛应用于表面涂层领域,比如在工具涂层、装饰涂层和光学薄膜等方面。
在工具涂层方面,PVD被用于在刀具、模具和车削刀具等工具上涂覆陶瓷涂层或金属涂层,以提高工具的耐磨性和延长使用寿命。
在装饰涂层方面,PVD技术可用于在钟表、珠宝、门把手和卫浴设备等产品上制作金属薄膜,赋予其金属光泽和耐腐蚀性。
在光学薄膜方面,PVD技术被广泛应用于制造镜片、滤光片和反射镜等光学元件,以改善光学性能。
接下来,我们来看CVD的应用场景。
CVD技术在半导体制造、光学薄膜、涂层和纳米材料合成等领域有着广泛的应用。
在半导体制造方面,CVD被用于沉积绝缘层、导电层和掺杂层等薄膜,用于制造集成电路和光伏电池等器件。
在光学薄膜方面,CVD技术可用于制备具有特定光学性能的薄膜,如抗反射膜、光学滤波器和激光膜等。
在涂层方面,CVD可用于制备防腐蚀涂层、耐磨涂层和导热
涂层等功能性涂层。
此外,CVD还被广泛应用于纳米材料的合成,如碳纳米管、石墨烯和纳米颗粒等。
总的来说,PVD和CVD技术在工业生产、科研领域和日常生活中都有着重要的应用,它们通过沉积不同性质的薄膜,为各种材料赋予特定的功能和性能,推动着许多领域的发展和进步。
气相沉积简介CVD(Chemical Vapor Deposition,化学气相沉积),指把含有构成薄膜元素的气态反应剂或液态反应剂的蒸气及反应所需其它气体引入反应室,在衬底表面发生化学反应生成薄膜的过程。
在超大规模集成电路中很多薄膜都是采用CVD方法制备。
经过CVD处理后,表面处理膜密着性约提高30%,防止高强力钢的弯曲,拉伸等成形时产生的刮痕。
特点沉积温度低,薄膜成份易控,膜厚与淀积时间成正比,均匀性,重复性好,台阶覆盖性优良。
制备的必要条件1)在沉积温度下,反应物具有足够的蒸气压,并能以适当的速度被引入反应室;2)反应产物除了形成固态薄膜物质外,都必须是挥发性的;3)沉积薄膜和基体材料必须具有足够低的蒸气压。
PVD是英文Physical Vapor Deposition(物理气相沉积)的缩写,是指在真空条件下,采用低电压、大电流的电弧放电技术,利用气体放电使靶材蒸发并使被蒸发物质与气体都发生电离,利用电场的加速作用,使被蒸发物质及其反应产物沉积在工件上。
涂层技术增强型磁控阴极弧:阴极弧技术是在真空条件下,通过低电压和高电流将靶材离化成离子状态,从而完成薄膜材料的沉积。
增强型磁控阴极弧利用电磁场的共同作用,将靶材表面的电弧加以有效地控制,使材料的离化率更高,薄膜性能更加优异。
过滤阴极弧:过滤阴极电弧(FCA )配有高效的电磁过滤系统,可将离子源产生的等离子体中的宏观粒子、离子团过滤干净,经过磁过滤后沉积粒子的离化率为100%,并且可以过滤掉大颗粒,因此制备的薄膜非常致密和平整光滑,具有抗腐蚀性能好,与机体的结合力很强。
磁控溅射:在真空环境下,通过电压和磁场的共同作用,以被离化的惰性气体离子对靶材进行轰击,致使靶材以离子、原子或分子的形式被弹出并沉积在基件上形成薄膜。
根据使用的电离电源的不同,导体和非导体材料均可作为靶材被溅射。
离子束DLC:碳氢气体在离子源中被离化成等离子体,在电磁场的共同作用下,离子源释放出碳离子。
薄膜材料镀膜总结1. 简介薄膜材料镀膜是一种常见的表面处理技术,通过将一层薄膜材料沉积到物体表面上,可以改善物体的性能和外观,如增加材料的抗腐蚀性、硬度和光学透明度等。
在各种不同的行业中都可以看到薄膜材料镀膜的应用,包括电子、光学、医疗和太阳能等领域。
2. 薄膜材料镀膜的原理薄膜材料镀膜主要基于物理气相沉积(PVD)和化学气相沉积(CVD)两种常见方法。
PVD是利用高速粒子束或蒸发源将薄膜材料从固态转变为气态,并在物体表面沉积形成薄膜。
CVD则是通过在物体表面上加热化学反应源,使其发生热解反应并在物体表面形成有机化合物。
3. 薄膜材料镀膜的应用3.1 电子行业薄膜材料镀膜在电子行业中有广泛的应用。
例如,在集成电路制造过程中,薄膜材料镀膜可以用于提高集成电路的性能和稳定性。
此外,薄膜材料镀膜还可以用于制造纳米材料和量子点等,以在电子设备中实现更小尺寸、更高效能的元件。
3.2 光学行业薄膜材料镀膜在光学行业中也有广泛的应用。
例如,它可以用于制造光学镜头、滤光片和反射镜等光学元件,以提高光学系统的效率和性能。
此外,薄膜材料镀膜还可以用于光纤通信和激光器等领域,以改善光学器件的传输和发射特性。
3.3 医疗行业薄膜材料镀膜在医疗行业中的应用也非常广泛。
例如,在人工关节和牙科种植等手术中,薄膜材料镀膜可以提供良好的生物相容性和耐磨性,以延长人工器官的使用寿命和减少感染风险。
此外,薄膜材料镀膜还可以用于药物输送和生物传感器等医疗设备中,以提高药物的控释效果和检测的精确性。
3.4 太阳能行业薄膜材料镀膜在太阳能行业中也有重要的应用。
例如,在太阳能电池板制造过程中,薄膜材料镀膜可以用于提高太阳能电池的效率和稳定性。
此外,薄膜材料镀膜还可以用于制造太阳能热水器和反射镜等太阳能设备,以提高能量的利用效率和热量的捕获效果。
4. 薄膜材料镀膜的优势和挑战4.1 优势薄膜材料镀膜具有以下几个优势:•改变物体的性能和外观:薄膜材料镀膜可以改变物体的表面特性,如抗腐蚀性、硬度和光学透明度等,以满足不同应用的需求。
大面积纳米级薄膜成膜技术方案
大面积纳米级薄膜成膜技术方案可以采用物理气相沉积(Physical Vapor Deposition,PVD)技术或化学气相沉积(Chemical Vapor Deposition,CVD)技术。
1. 物理气相沉积(PVD):PVD技术是通过在真空环境下将材料以固体的形式蒸发或溅射,形成纳米级薄膜。
典型的PVD技术包括磁控溅射、电子束蒸发和激光脉冲沉积。
这些技术在大面积成膜方面具有较高的可扩展性和成膜速度,并且不需要复杂的化学反应。
2. 化学气相沉积(CVD):CVD技术是通过在适当气氛中将材料的前驱体分解反应生成纳米级薄膜。
常见的CVD技术包括热CVD、低压CVD和气相原子层沉积(Atomic Layer Deposition,ALD)。
这些技术在大面积成膜方面具有较好的可控性和均匀性,适用于复杂多层结构的制备。
以上两种技术可以根据不同的薄膜材料和应用需求选择合适的工艺参数和设备配置。
同时,为了实现大面积成膜,可以使用旋涂、喷雾、滚涂等辅助技术结合PVD或CVD技术,实现连续、均匀的薄膜沉积。
同时,合适的基底处理和薄膜后处理技术也是确保大面积纳米级薄膜质量的重要环节。