钳工教案锉削
- 格式:doc
- 大小:2.62 MB
- 文档页数:8
钳工实习——锉削长方体练习说课稿一、教材分析锉削是钳工的一项基本的操作技能。
本课题是在实习学生掌握锉削基本知识的基础上,进一步巩固和提高学生的锉削姿势和锉削的熟练程度,并掌握有关量具的使用和测量的技能,掌握长方体的加工方法。
教学大纲对本单元的教学要求是:1、提高并熟练平面锉削的技能,达到一定的锉削精度。
2、掌握游标卡尺的测量使用,并熟练用外卡钳对尺寸公差及尺寸差的测量技能。
3、掌握刀口尺的使用。
4、掌握用250mm(10英寸)细板锉锉削加工,表面粗糙度达到Ra≤3.2um。
根据以上大纲要求,结合课题内容,确定如下教学目标及重难点。
(一)教学目标1、巩固锉削姿势,提高锉削熟练程度;2、正确使用量具,掌握测量方法;3、掌握长方体加工方法及加工精度。
(二)教学重点--更多资料在相关量具的测量方法及技能,如何提高锉削的熟练程度;(三)教学难点长方体的精加工方法及测量尺寸的准确性。
二、教材处理根据本课题的大纲要求,进行教学内容的组织和安排:1、组织教学;2、入门指导:操作要领讲解及操作难点演示。
3、巡回指导:学生练习,针对操作中出现问题进行指导和纠正。
4、结束指导:验收工件,并总结一天工作。
三、教学方法教法:主要采用:讲解法、演示法,教师重点在巡回指导中进行纠正。
学法:学生通过操作练习,领导量具的测法技能和加工技巧。
--更多资料在四、教学手段:讲解+示范操作五、教学时数:6小时六、教学环节Ⅰ、课前准备:教学挂图、成品样件一件、实习卡片、10寸、8寸平锉若把,高度游标卡尺、游标卡尺、角尺、刀口尺、厚薄规格各10把。
Ⅱ、组织教学:5分钟清点人数,检查学生两穿一戴,检查出勤情况、宣布上课。
Ⅲ、入门指导:1)介绍相关工艺知识:①游标卡尺的读法;②游标卡尺测量尺寸的方法;③细板锉的握法,清除锉齿内的锉屑方法。
2)简明工艺分析:①加工线的划法及注意事项;②加工顺序:粗锉→半精锉→精锉;③如何达到尺寸、平面度、平行度、垂直度要求;3)操作要领讲解:①加工垂直面,必须在平面、平行面加工好以后进行;②如何用细锉精加工达到Ra3.2粗糙度;③操作姿势正确,两手用力方向、大小变化正确熟练。

实习课教案编号:版本:一、相关的工艺知识1.千分尺的测量方法(1.)测量前应检查零位的准确性,(2.)测量时,千分尺的测量面和零件的被测表面应擦拭干净,以保证测量准确。
(3.)千分尺可单手或双手握持对工件进行测量,单手握测时旋转力要适当,一般应先转动活动套管,当测量面刚接触工件表面时再改用棘轮,转动棘轮并听到几声响声后,便可进行读数。
(4.)一般测量平面间的尺寸时,应在工件四角和中间,共测五点。
(5.)千分尺用毕后应擦净,并将测量面涂油防锈。
量具不可与工具、刀具和工件混放,用完后须放入盒内。
(6.)定期送计量部门进行精度鉴定。
2.分表的使用百分表有钟面式百分表和杠杆百分表(1)百分表的安装钟面式百分表安装在万能表架和磁性表架上,杠杆百分表安装在专用表架上。
(2)百分表检测工件的方法用百分表检测工件的尺寸或平行度。
检测时,在平板上放置表架和与工件尺寸相同的的标准量块,安装并调整好百分表,使表的触头对量块有0.5mm(即50个小格)的压力,表的指针对准零位,再慢慢抬起和放下活动测量杆,观察表的指针数值不变,即可测量工件。
测量时,用手慢慢抬起活动测量杆,把工件放入表的测量触头下,再慢慢放下活动测量杆,前后、左右移动工件,在工件平面的不同部位检测,观察表的指针变化情况并与标准量块组尺寸对比,测出工件尺寸或平行度,判断工件是否合格。
使用百分表时,要使测量杆与工件被测表面有正确的相对位置。
钟面式百分表的测量杆轴线应垂直于被测表面。
杠杆百分表的活动测量杆轴线,最好平行于被测表面,如需倾斜角度时,倾斜的角度越小测量结果越精确。
3.游标万能角度尺的使用方法(1)测量前用绸布将测量面擦净。
(2)转动背面旋扭,使主尺测量面与直尺测量面接触良好。
检查游标尺零线和主尺零线是否对齐。
(3)根据被测工件角度的大小,组装角度尺,然后,转动主尺使两测量面与工件被测表面接触,拧紧制动螺帽,读数。
4.六角形体的加工方法六角形体各表面的加工步骤,一般对于第一面的加工位置:当毛坯件为一个圆柱体时,以外圆母线为测量基准,通过测量计算尺寸M的大小来进行控制,为保证六角形体的内角和边长相等,在锉削第一、二、三面时,除了用角度量具进行角度测量控制外,还需采用边长卡板进行边长相等的测量控制,二、示范操作1. 示范千分尺和百分表的测量及使用方法。
钳工锉削技能教案设计一、教学目标。
1.了解钳工锉削的基本原理和方法;2.掌握钳工锉削的操作技能;3.培养学生的动手能力和观察力;4.提高学生的安全意识和责任意识。
二、教学重点和难点。
重点,掌握钳工锉削的基本原理和方法,掌握操作技能;难点,学生对不同材料的锉削特点的理解,对不同形状的工件进行锉削。
三、教学内容。
1. 钳工锉削的基本原理和方法。
(1)锉削的原理,锉削是利用锉刀的锉面对工件进行切削,将工件表面不平整的部分削平,以达到加工工件的目的。
(2)锉削的方法,持锉刀的正确姿势,正确的锉削方向,锉削的力度和速度等。
2. 钳工锉削的操作技能。
(1)选择合适的锉刀,根据工件的材料和形状选择合适的锉刀。
(2)固定工件,使用钳子或其他工具将工件固定在工作台上,确保工件不会移动。
(3)正确的锉削姿势,保持身体平衡,正确的握持锉刀,正确的锉削方向和力度。
(4)锉削的注意事项,避免锉削过深,避免锉削过快,保持工件表面的平整度。
3. 钳工锉削的实际操作。
(1)对不同材料的工件进行锉削,钢材、铝材、铜材等不同材料的工件需要采用不同的锉削方法。
(2)对不同形状的工件进行锉削,平面、曲面、内孔、外圆等不同形状的工件需要采用不同的锉削方法。
四、教学过程。
1. 钳工锉削的基本原理和方法。
(1)通过教师讲解和示范,让学生了解锉削的原理和方法。
(2)让学生观察教师的示范,并进行模仿练习,熟悉锉削的基本动作。
2. 钳工锉削的操作技能。
(1)教师针对不同材料和形状的工件,进行示范操作,让学生观察并学习。
(2)让学生进行实际操作练习,纠正他们的错误动作,指导他们掌握正确的锉削技能。
3. 钳工锉削的实际操作。
(1)让学生选择不同材料和形状的工件,进行锉削操作练习。
(2)教师进行现场指导和辅导,帮助学生解决实际操作中遇到的问题。
五、教学评价。
1. 学生的实际操作能力,通过观察学生的实际操作,评价他们的锉削技能是否掌握。
2. 学生的理论知识掌握情况,通过答题、讨论等形式,评价学生对锉削原理和方法的理解情况。

钳工锉削技能教案及反思一、教学目标。
1. 掌握钳工锉削的基本方法和技巧;2. 熟练掌握不同类型的锉刀的使用;3. 能够根据不同的工件材料和形状进行合理的锉削操作;4. 培养学生的动手能力和观察力,提高学生的实际操作能力。
二、教学重点和难点。
1. 锉削的基本方法和技巧;2. 不同类型的锉刀的使用;3. 不同工件材料和形状的合理锉削操作。
三、教学内容。
1. 钳工锉削的基本方法和技巧;2. 不同类型的锉刀的使用;3. 不同工件材料和形状的合理锉削操作。
四、教学过程。
1. 理论讲解。
(1)介绍钳工锉削的基本概念和作用;(2)介绍不同类型的锉刀,如平锉、半圆锉、方锉等的使用方法;(3)介绍不同工件材料和形状的合理锉削操作技巧。
2. 操作演示。
老师进行实际操作演示,让学生观摩并理解操作要点和技巧。
3. 学生操作。
学生根据老师的演示,进行实际的锉削操作练习,老师在一旁进行指导和纠正。
4. 操作规范。
学生根据不同的工件材料和形状,进行规范的锉削操作,注意安全和效率。
五、教学反思。
钳工锉削是钳工加工中非常重要的一项技能,掌握好这项技能对于学生以后的职业发展至关重要。
在教学过程中,我们应该注重以下几点:1. 理论和实践相结合。
在教学过程中,要注重理论知识的讲解,同时也要注重实际操作的演示和练习,让学生通过实际操作来加深对知识的理解和掌握。
2. 强调安全意识。
在进行锉削操作时,要求学生严格遵守操作规范,注意安全操作,避免发生意外事故。
3. 注重个性化教学。
针对不同学生的学习能力和水平,要进行个性化教学,及时发现学生的问题并进行针对性的指导和帮助。
4. 激发学生学习兴趣。
针对钳工锉削这一实际操作技能,可以通过举办锉削比赛、制作锉削作品等方式,激发学生的学习兴趣,提高学习积极性。
总之,钳工锉削技能的教学需要综合运用多种教学手段和方法,注重理论和实践相结合,引导学生主动参与,提高学生的实际操作能力和综合素质。
希望通过教师的不懈努力,学生能够掌握好钳工锉削技能,为将来的就业和发展打下坚实的基础。
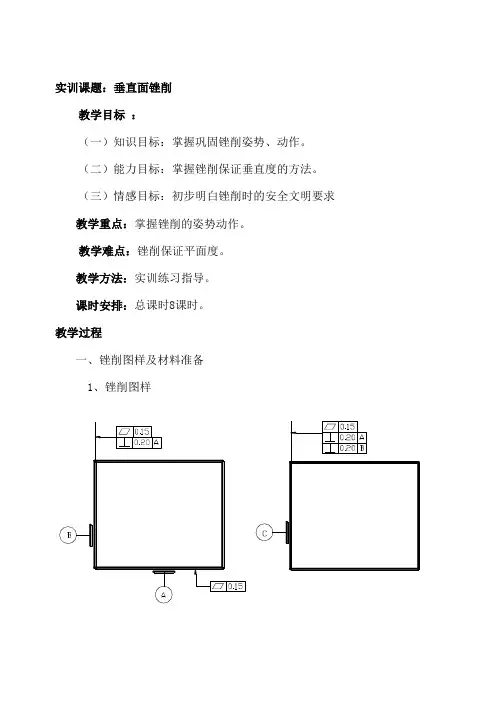
实训课题:垂直面锉削
教学目标:
(一)知识目标:掌握巩固锉削姿势、动作。
(二)能力目标:掌握锉削保证垂直度的方法。
(三)情感目标:初步明白锉削时的安全文明要求教学重点:掌握锉削的姿势动作。
教学难点:锉削保证平面度。
教学方法:实训练习指导。
课时安排:总课时8课时。
教学过程
一、锉削图样及材料准备
1、锉削图样
2、材料及工具准备
(1)材料的厚度为8mm。
(2)工具准备见通知书。
二、讲解提纲
1、锉削A基准面,保证其平面度;
2、锉削B基准面,保证其平面度及相对于A的垂直度;
3、锉削C基准面,保证其平面度及相对于A和B的垂直度注意事项
1、工具不得露在钳桌外;
2、不可用嘴吹铁屑;
3、不用手摸锉削表面;
4、角尺要轻拿轻放。
四、工件的测量及实训过程指导
1、工件的测量及评分要求
2、学生实训过程指导。
课题四锉削授课班级:授课日期:教学目的及任务:1.了解锉削定义、精度及应用范围;2.了解锉刀的构造,锉齿和锉纹、种类、规格、锉刀选择注意事项;3.掌握各种锉刀的握法,站立姿势和动作;4.懂得锉削时两手用力方法;5.能正确掌握锉削速度;6.懂得锉刀保养和锉削时的安全知识。
(一)组织教学:(10分钟)1.检查学生出勤情况;2.检杳工作服穿戴是否整齐;3.宣布本节课讲授内容。
(二)入门指导:(200分钟)一、锉削概述:1.何谓锉削?用锉刀对工件表面进行切削加工,使工件达到所要求的尺寸、形状和表而粗糙度的操作称为锉削。
它是钳工最常用的基本操作之一,是在錾、锯后对零件进行精加工的一种操作。
2.锉削精度:最高锉削精度可达0.01mm左右,表面粗糙度达0.8μm。
3.锉削应用范围:可加工平面、曲面、外表面、内孔、沟槽和各种形状复杂的表面。
可配键、做样板,修整个别零件的几何形状等。
虽然可用车、铣、刨、磨等方法代替,但一些不便于机械加工的场合仍需要锉削完成。
例如:装配过程对个别零件的修整、修理工作和小批量生产条件下某些复杂形状零件加工及模具、工具制作等。
二、锉刀锉刀用碳素工具钢T12或T13制成,经热处理后切削部分硬度可达HRC62—72。
1.锉刀的构造:由锉身和锉柄两部分组成。
2. 锉齿和锉纹:①锉齿是锉刀用以切削的齿形,有铣齿和剁齿两种。
剁齿是用剁齿机制成,其切削角δ>90°,铣齿为铣齿机铣成,切削角δ<90°,锉削时每个锉齿相当于一把錾子,对材料进行切削。
②锉纹是锉齿排列的图案,锉刀的齿纹有单齿纹和双齿纹两种。
A.单齿纹是指锉刀上只有一个方向的齿纹,单齿纹多为铣制齿,正前角切削,锉齿强度弱,全齿宽同时参加切削,需较大的切削力,齿距大,适合锉软材料(有色金属、木头等)。
B.双齿纹是指锉刀上有两个方向排列的齿纹。
双齿纹多为剁齿,先剁上底齿纹,后剁上面齿纹,底纹和面纹呈不同方向和角度排列。
锉削时,每个齿的锉痕交错而不重叠,锉面较光滑。
实习课教案编号:版本:一、相关的工艺知识1、锉刀柄的装拆方法;2、平面锉削的姿势:正确的锉削姿势,直接影响对锉削的质量、力的运动和发挥以及操作者的疲劳程度。
1)锉刀的握法大于250mm板锉的握法,右手紧握锉刀柄,柄端抵在拇指根部的手掌上,大拇指放在锉刀柄上部,其余手指由下而上地握着锉也柄;左手拇指根部的肌肉压在锉刀头上,拇指自然伸直,四指弯向手心,用中指、无名指捏住锉刀前端。
还有两种握法如图:2)姿势动作两手握住锉刀放在工件上面,左臂弯曲,小臂与工件锉削面的左右方向保持基本平行,右小臂要与工件锉削面的前后方向保持基本平行,但要自然。
锉削时,身体先于锉刀并与之一起向前,右脚伸直并稍向前倾,重心在左脚,左膝部成弯曲状态。
当锉刀锉直约3/4行程时,身体停止前进,两臂则继续将锉刀向前锉到头,同时,左自然伸直并随着锉刀时的反作用力,将身体重心后移,使身体恢复原位,并顺势将锉刀收回将近结束,身体又开始先于锉刀前倾,作第二次锉削的向前运动。
45°30°75°3)锉削两手的用力和速度:(1)锉削时右手的压力要随锉刀的推动而逐渐增加,(2)左手的压力要随锉刀的推动而逐渐减小;回程时不加压力。
(3)速度应在40次/分左右,推出时稍慢,回程时稍快。
4)平面的锉法(1)顺向锉顺向锉是最基本的一种锉削方法。
锉刀运动方向与工件夹持方向始终一致,在锉宽平面时,为使整个加工平面能均匀地锉削,每次退回锉刀时应在横向作适当的移动。
顺向锉的锉纹整齐一致,比较美观,精锉时常采用。
顺向法:与工件夹持方向一致,运动方向如图:(2)交叉锉锉刀运动方向与工件夹持方向约成30º~ 40º角,且锉纹交叉。
由于锉刀与工件的接触面大,锉刀容易掌握平稳。
交叉锉法一般适用于作粗锉。
(3)推锉推锉一般用来锉削狭长平面,使用顺向锉法锉刀受阻时才采用。
因推锉时的切削量很小,效率低,所以只适用于加工余量较小和修整尺寸的场合。
钳工教案锉削
教学过程 引言
利用锉刀对工件材料进行切削加工的一种操作。
它的应用范围很广,可锉工件的外表面、内孔、沟槽和各种形状复杂的表面。
教学内容正文
1.锉刀
(1)材料:T12或T13
(2)种类:1、钳工锉:按断面形状不同分为五种,即平锉、方锉、圆锉、三角锉、半圆锉。
2、整形锉:用于修整工件上的细小部位。
3、特种锉:用于加工特种表面,种类较多如棱形锉。
(3) 锉刀的粗细确定与选择使用
确定方法:1、粗锉刀(4-12)用于加工软材料,如铜、铅等或
粗加工时。
2、细锉刀(13-24)用于加工硬质材料或精加工时。
3、光锉刀(30-40)用于最后修光表面。
2.锉刀柄的拆装方法
用左手扶柄、右手将锉舌插入锉刀柄内,用右手将锉刀的下端面垂直在钳合上轻轻撞紧。
拆柄时将柄搁在虎钳口上轻轻撞出来。
3 . 操作方法
(1)锉刀握法:锉刀大小不同,握法不一样,其中大锉刀可有三种握法,中型一种,小型两种。
(主要以演示为主)
(2)锉削姿势:以讲解、演示为主。
(3)锉削力的运用:锉削时有两个力,一个是推力,一个是压力,其中推力由右手控制,压力由两手控制,而且,在锉削中,要保证锉刀前后两端所受的力矩相等,即随着锉刀的推进左手所加的压力由大变小,右手的压力由小变大,否则锉刀不稳易摆动。
(4)注意问题:锉刀只在推进时加工进行切削,返回时,不加力、不切削,把锉刀返回即可,否则易造成锉刀过早磨损;锉削时利用锉刀的有效长度进行切削加工,不能只用局部某一段,否则局部磨损过重,造成寿命降低。
(5)速度:一般30-40/分,速度过快,易降低锉刀的使用寿命。
4.锉削的步骤与方法
(1)选择锉刀
1.根据加工余量选择:若加工余量大,则选用粗削刀或大型锉刀;反之则
选用细锉刀或小型锉刀。
2.根据加工精度选择:若工件的加工精度要求较高,则选用细锉刀,反之则用粗锉刀。
(2)工件夹持:将工件夹在虎钳钳口的中间部位,伸出不能太高,否则易震动,若表面已加工过,则垫铜钳口。
(3)锉削方法:1.顺向锉 2.交叉锉 3.推锉
5.平面锉削方法及检查
粗加工时用两个交叉的方向对工件进行锉削,这种交叉锉削方法可以判断锉削面的高低情况,以便把高处锉平,精加工时用锉刀顺着长度方向对工件进行锉削,锉削后可得到正真的锉痕,比较整齐美观;修正平面或修正尺寸可用推锉,以提高精度或降低表面粗糙度。
在锉削平面时,要经常检查工件的锉削表面是否平整,一般用钢皮尺或直尺通过透光法检查,将尺紧贴工面,沿纵向、横向、两对角线方向多处检查。
检查角度时,可用直角尺、量角器或样板尺把角度对好,用透光法检查。
6.内外圆弧面的锉削方法。