钳工锉削教案ppt课件
- 格式:ppt
- 大小:3.75 MB
- 文档页数:37
第四章金属锉削锉削是钳工工作的主要操作之一。
锉削的目的,就是通过用锉刀从工件表面锉掉一层金属,使工件达到需要的尺寸、形状和表面光洁度。
由于工件材料的性能、形状和光洁度的要求不同,使用的锉刀种类相应也不同。
因此,熟悉各种锉刀的性能,才能够做到合理运用。
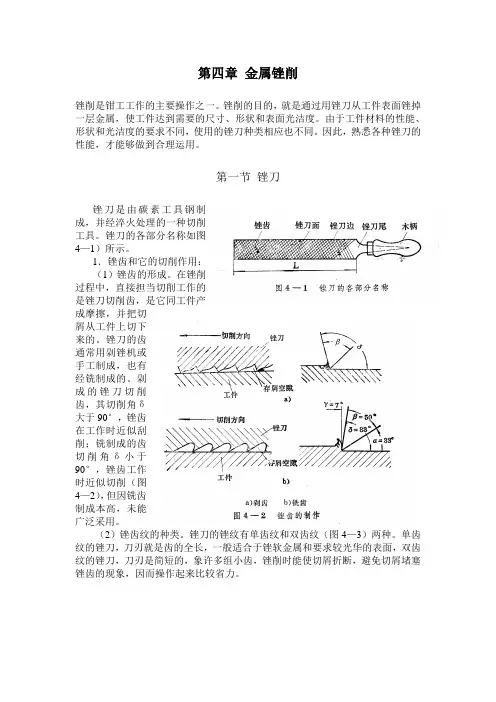
第一节锉刀锉刀是由碳素工具钢制成,并经淬火处理的一种切削工具。
锉刀的各部分名称如图4—1)所示。
1.锉齿和它的切削作用:(1)锉齿的形成。
在锉削过程中,直接担当切削工作的是锉刀切削齿,是它同工件产成摩擦,并把切屑从工件上切下来的。
锉刀的齿通常用剁锉机或手工制成,也有经铣制成的。
剁成的锉刀切削齿,其切削角δ大于90°,锉齿在工作时近似刮削;铣制成的齿切削角δ小于90°,锉齿工作时近似切削(图4—2),但因铣齿制成本高,未能广泛采用。
(2)锉齿纹的种类。
锉刀的锉纹有单齿纹和双齿纹(图4—3)两种。
单齿纹的锉刀,刀刃就是齿的全长,一般适合于锉软金属和要求较光华的表面,双齿纹的锉刀,刀刃是简短的,象许多组小齿,锉削时能使切屑折断,避免切屑堵塞锉齿的现象,因而操作起来比较省力。
(3)锉齿的粗细。
锉齿的粗细,决定于齿纹的间隙和角度,见表4—1)。
通常使用的锉刀,面齿角和底齿角的角度是不相同的,因而前后锉齿排列渐向一边倾斜,锉出来的表面也就光滑。
2.锉刀的种类及其用途:见表4—2)。
第二节锉刀的操作技术在锉削的时候,同是选择一样的锉刀,为什么老师傅锉出来的工件既平整又光滑,而初学者锉削出来的工件平面却成了“鼓”形呢?这是因为,老师傅在长期的生产实践中总结了锉削姿势和锉削力的经验,并运用这些经验于生产时间的结果。
1.锉刀的拿法:各种锉刀的拿法,随着锉刀的大小及使用情况而有所区别。
使用锉刀时,一般用右手的大拇指放在锉刀柄上,其余四指则从下面托着并用力紧握着锉刀柄;左手持锉位置则根据锉削用力轻重而异,重锉时,左手大拇指的根部恰好放在锉尖上,其余四指弯放在下面(图4—4左);细锉时,左手如图4—4)右上所示的姿势操作,较为灵活,极轻微的锉削时,可不用左手持锉刀(图4—4右下),只用右手食指压在锉刀上面。