M7130型平面磨床电气控制系统分析
- 格式:pptx
- 大小:2.96 MB
- 文档页数:13
M7130平面磨床电气控制原理电路图解磨床是利用砂轮的周边或端面进行加工的精密机床。
砂轮的旋转是主运动,工件或砂轮的往复运动为进给运动,而砂轮架的快速移动及工作台的移动为辅助运动,磨床的种类很多,按其工作性质可分为外圆磨床、内圆磨床、平面磨床、工具磨床以及一些专用磨床等,其中尤以平面磨床应用最广。
如下图所示的是M7130平面磨床电气控制电路,下面的表格是与之对应的主要电气元件表。
其机械结构由床身、工作台、电磁吸盘、砂轮箱、滑座等部分组成,工作台上装有电磁吸盘,用以吸附工件。
工作台在液压传动机构作用下,沿着床身的导轨作往返运行,砂轮箱在电动机M4的驱动下可在主导轨上作垂直运行。
其电气设备主要安装在床身后部的壁龛盒中,控制按钮安装在床身前部的电气操纵盒上。
电气控制电路可分为主电路、控制电路、电磁吸盘控制电路和机床照明电路等部分。
M7130平面磨床电气控制电路图(点击图片看大图)M7130平面磨床主要电气元件表:主电路分析装有三台电动机,其中M1为砂轮电动机,M2为冷却泵电动机,M3为液压泵电动机。
电动机都采用直接起动,单方向旋转控制。
其中M1、M2由接触器KM1控制,M2再经接插器X1供电,M3由接触器KM2控制。
三台电动机共用熔断器FU1作短路保护,M1、M2由热继电器FR1作长期过载保护,M3由热继电器FR2作长期过载保护。
电动机控制电路分析由按钮SB1、SB2与接触器KM1组成砂轮M1单向旋转起动一停止控制电路;按钮SB3、SB4与接触器KM2构成液压泵M3单向旋转起动——停止控制电路。
但电动机的起动必须在下列条件之一成立时方可进行:1.电磁吸盘YH工作,并且欠电流继电器KA线圈得电吸合后;2.若电磁吸盘YH不工作,但转换开关SA1置于“去磁”位置,其触点SA1 (3-4)闭合。
电磁吸盘控制电路M7130平面磨床的电磁吸盘装在工作台上,用于固定加工工件。
当电磁铁线圈通电时,电磁铁心就产生磁场,吸住铁磁材料工件,便于磨削加工。

M7130平面磨床控制电路砂轮电动机M1、冷却泵电动机M2、液压泵电动机M3。
其中M1、M2由接触器KM1控制,电动机M3由接触器KM2控制。
三台电动机共用熔断器FU1作短路保护,M1、M2有热继电器FR1作长期过载保护、M3分别由热继电器FR2作长期过载保护。
(M7130平面磨床采用多电机拖动,由砂轮电动机、液压泵电动机、冷却泵电动机分别拖动,且只需单方向旋转。
无论电磁吸盘工作与否,均可开动各电动机,以便进行磨床的调整运动;还具有欠磁保护环节和照明电路。
)各部分的作用如下:1.砂轮电动机拖动砂轮旋转。
2.冷却泵电动机拖动冷却泵,供给磨削加工时需要的冷却液。
冷却液是为了减小工件在磨削加工中的热变形,并冲走磨屑,以保证加工精度时使用的。
3.液压电动机驱动液压泵,供出压力油,经液压传动机构来完成工作台往复纵向运动并实现砂轮的横向自动进给,并承担工作台导轨的润滑;4.为适应磨削小工件需要,也为工件在磨削过程中受热能自由伸缩,采用电磁吸盘来吸持工作。
一、主电路部分:主电路是电源由砂轮电动机,冷却泵电动机、液压泵电动机组成,主电路的检测操作如下:1.将电源插头插入电源插座内,合上空气开关Q,合上控制电路中的SA1,然后按下按钮SB1,观察接触器KM1是否吸合,如果吸合,用万用表电压档(交流700V档),检查接线端子U1、V1、W1之间是否有三相平衡的380V电源,或分别测试U1、V1、W1对N之间是否有220V的相电压。
用同样的方法测试U2、V2、W2之间是否有三相平衡的电源,如果都没有问题,则按下SB2停止按钮,接触器KM1断开。
2.如果是三相电源不平衡,则表示有缺相,应检查对应电路的连接,如熔断器FU1及各部分之间的连接线,建议断电情况下用万用表的电阻档(带蜂鸣器档)来检查各部分之间的电路是否导通。
3.按下按钮SB3,观察接触器KM2是否吸合,如果吸合,用万用表电压档(交流700V档),检查接线端子U3、V3、W3之间是否有三相平衡的380V电源,或分别测试U3、V3、W3对N之间是否有220V的相电压。
3.3磨床的电气控制磨床:对工件表面进行磨削加工的一种精密机床。
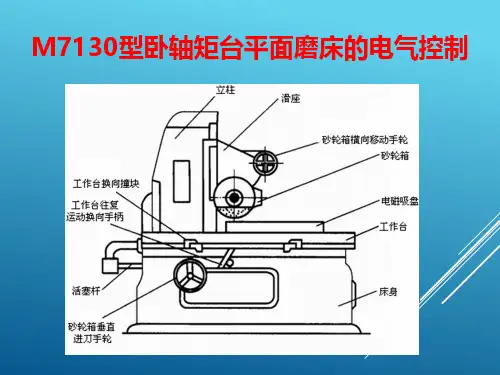
3.3.1磨床的结构及工作要求(以M7130磨床为例)结构:床身、工作台、电磁吸盘、砂轮箱(磨头)、滑座、立柱等。
几个主要运动:1.主运动:砂轮的快速旋转;2.进给运动:垂直进给(滑座在立柱上下滑动);横向进给(砂轮箱在滑座上水平移动);纵向进给(工作台沿床身往复运动)。
3.3.2对电力拖动系统要求1.砂轮旋转——砂轮箱内装入式三相异步电动机;2.工作台往返——液压传动,由电动机驱动液压油泵,通过液压换向开关换向。
手轮实现砂轮横向进给。
3.工件冷却——冷却泵电动机-三相异步电动机。
4.工件夹固——螺栓、压板或电磁吸盘。
基于此,提出如下控制要求:1.三电机均单向旋转;2.冷却泵单独控制;3.电磁吸盘应有退磁环节;4.吸盘使用时应有吸力保护,也可不使用;5.需有短路保护、过载保护、零压保护、电磁吸盘欠流过压保护。
6.必要的照明和指示。
3.3.3平面磨床电气控制系统分析1.主电路:介绍各件(电动机、热继电器、熔断器)2. 控制电路:电磁吸盘:SA2为充磁去磁开关;KI为欠电流继电器。
QS合上→SB1↘→KM1得电自锁→M1、M2运行;(SB3↘→KM3得电自锁→M3运行;)SB2、SB4↘→KM1、KM2失电释放→M1、M2、M3停止。
3.电磁吸盘控制电路(1)电磁吸盘结构原理钢质箱体中装有很多铁心线圈——电磁铁。
优点:工件发热自由延伸,夹紧力大;缺点:吸力调节不便,对非磁性材料无效。
(2)电磁吸盘控制电路380V→变压器T1→127V→整流→DC110V→电磁吸盘线圈。
欠电流继电器的作用:①磨削中,欠电流断开(6-8);②开车前,若吸合电流小,不能启动。
R3-放电电阻;R1、C阻容保护电路。
4.辅助照明电路、退磁器。
任务三M7130型平面磨床电气控制电路常见故障分析与处理
教案内容
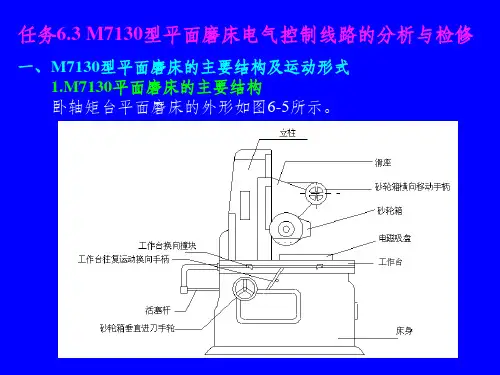
图1 M7130型平面磨床的外形结构
型平面磨床主要由立柱、滑座、砂轮箱、电磁吸盘、工作台、床身等组成。
型平面磨床的运动方式
砂轮的高速旋转属于主运动。
工作台的往复运动(纵向进给)、砂轮架的横向(前后)运动、砂轮架的升降运动(垂直进给)属于进给运动。
图2 工作台工作示意图
三、M7130 型平面磨床的工作原理
图3 M7130型平面磨床的电气原理图1.M7130 型平面磨床的电路特点与控制要求
砂轮的旋转运动;
砂轮架的横向进给;
砂轮架的升降运动;
工作台的往复运动;
冷却液的供给;
电磁吸盘的控制。
2.M7130 型平面磨床的控制原理
主电路分析;
控制电路分析;
电磁吸盘电路分析;
照明电路分析。
图4 电磁吸盘的结构和工作原理图具有安全意识和规范意
识。

M7130型平面磨床电气控制电路分析一、平面磨床的主要结构和运动形式磨床是用砂轮的周边或端面进行机械加工的精密机床。
根据用途不同,磨床可以分为:外圆磨床、内圆磨床、平面磨床及一些专用的磨床,如导轨磨床等。
砂轮作为磨床上的主切削工具,一般不需要调速,都采用三相异步电动机拖动。
平面磨床是用砂轮磨削加工各种零件平面的精密机床,被加工工件是利用装在工作台的电磁吸盘将工作牢牢吸住,通过砂轮的旋转运动而进行加工。
M7130平面磨床的型号意义为M7130型平面磨床主要是由床身、立柱、工作台、电磁吸盘、砂轮箱和滑座等部分所组成,图1所示为M7130型平面磨床的结构示意图。
平面磨床的主运动是砂轮的旋转运动。
为保证磨削加工质量,要求砂轮有较高转速,通常采用两极笼型异步电动机拖动。
工件或砂轮的往复运动为进给运动,进给运动又包括滑座沿立柱上的导轨作垂直进给运动、砂轮箱沿滑座上的燕尾槽作横向进给运动及工作台沿床身作纵向往复运动。
工作台每完成一次纵向往复进给时,砂轮箱作一次间断性的横向进给;当加工完整个平面后,砂轮箱作一次间断性的垂直进给。
平面磨床的辅助运动包括工件夹紧、工作台纵向、横向、垂直3个方向的快速移动和工件冷却。
图1 M7130型平面磨床结构示意图二、平面磨床的电力拖动形式及控制要求M7130型平面磨床采用多台电动机拖动,其电力拖动和电气控制、保护的要求如下:1砂轮电动机是主运动电动机,直接带动砂轮旋转对工件进行磨削加工,因为砂轮的转速一般不需要调节,所以对砂轮电动机没有点起调速的要求,也不需要反转,可直接起动。
2砂轮升降通过操作手轮,控制机械传动装置使滑座沿立柱导轨上下移动,用以调整砂轮位置。
3工作台的往复运动和砂轮的横向进给时靠液压泵电动机进行液压传动的,液压传动较平稳,能实现无级调速,换向时惯性小,换向平稳;对液压泵电动机也没用电气调速、反转和降压起动的要求。
4冷却泵电动机带动冷却泵供给砂轮和工件冷却液同时利用冷却液带走磨下的铁屑。