S7-200系列PLC控制三菱MR-J3伺服的实现
- 格式:docx
- 大小:38.68 KB
- 文档页数:6
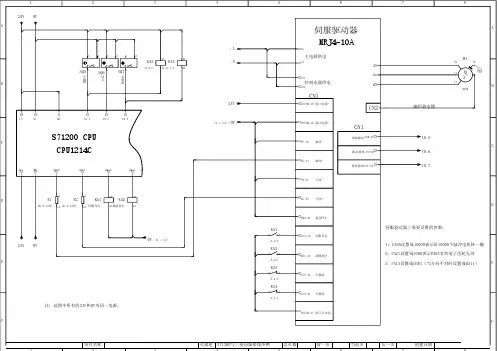
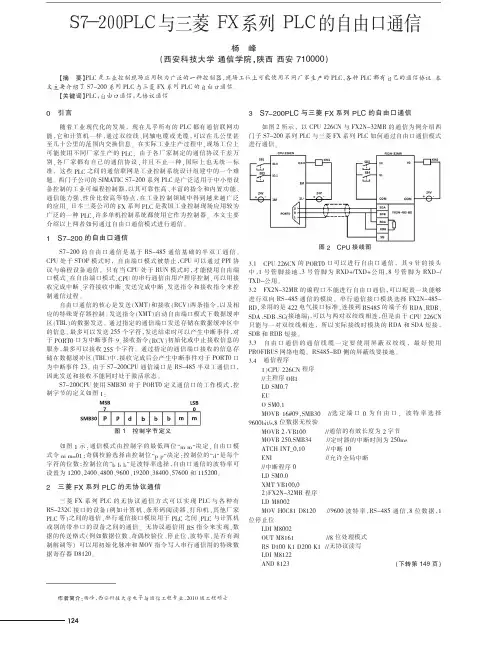
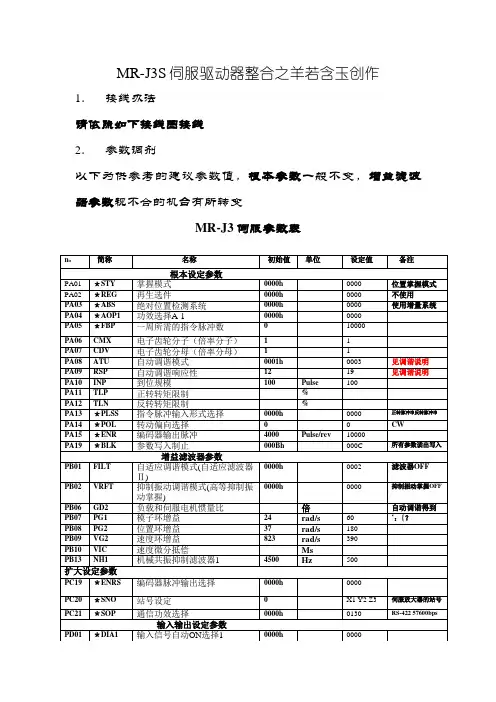
1234567824V0VA121212+-+-+-KA3/L A1A1KA4/N伺服驱动器MRJ4-10AL1主电源供电L3AM1W1PESQ53左极B限SQ63原点SQ73右极限/6.4:EA2/6.5:EA2/24VL11控制电源供电L21CN1DICOM:20接口电源+U V WCN2编码器电缆V1M 3~U1B400WL+:M:1M:I0.2I0.3I0.411.c.3:E /0VDOCOM:46接口电源-CN1S71200CPU CCPU1214CPP:10脉冲-故障输出ALM:48准备就绪RD:49I0.5/CI0.6/3L:3M:Q0.0Q0.1Q0.2Q0.3PG:11脉冲+转矩限制TLC:23I0.7/NP:35方向-x1DR1x1R2KA1A1A1KA2NG:36方向+2K 0.125Wx22K 0.125Wx2伺服开启A2故障复位A2DKA1EM2:42紧急停止伺服驱动器上需要设置的参数:1413SON:15伺服开启24V0V0V /11.c.4:C/6.2:EKA21:PA05设置成10000表示给10000个脉冲电机转一圈1413RES:19故障复位2:PA21设置成1000表示PA05有效电子齿轮无效E/6.4:EKA33:PA13设置成0301(当方向不对时设置成0311)E1211LSP:43左极限/6.4:EKA41211LSN:44右极限注:此图中所有的24V和0V为同一电源。
/6.5:EDOCOM:47接口公共端FF创建日期项目名称页描述S71200与三菱伺服接线举例总页数前一页当前页后一页。
浙江信息工程学校教案纸(1)施教日期2018 年11 月20 日星期二浙江信息工程学校教案纸(2)浙江信息工程学校教案纸(3)步骤 教学内容及过程 备注(复习)导入 梯形图具有直观、简单等优点,并且在STEP 7中,梯形图可以转换成为语句表(STL )和功能块图(FDB )。
在编程的过程中,用户可以选择上面所示的某一种语言进行编程,也可以利用多种语言的优点来进行混合编程,使用户的程序开发、输入和调试等工作变得极为方便。
新课讲解位逻辑编程应用一、电动机正反转PLC 控制按下正转启动按钮SB1,电动机正转接触器KM1线圈接通得电,接触器KM1主触点接通,电动机正转启动,按下停止按钮SB3,电动机正转接触器KM1线圈失电,接触器KM1主触点断开,电动机停止转动。
按下反转启动按钮SB2,电动机反转接触器KM2线圈接通得电,KM2接触器主触点接通,电动机反转启动,按下停止按钮SB3,电动机反转接触器KM2线圈失电,KM2接触器主触点断开,电动机停止。
能够实现正转与反转之间的直接切换如图4-45所示。
图4-45 正反转PLC 等效示意图1. 输入/输出信号器件分析输入:正转启动按钮SB1、停止按钮SB3、反转启动按钮SB2。
输出:电动机正转接触器KM1线圈、电动机反转接触器KM2线圈。
2.输入/输出地址分配表4.10表4.10 输入/输出地址分配表序号输入信号器件名称编程元件地址序号输出信号器件名称编程元件地址1 正转启动按钮SB1(常开触点)I0.0 1 电机正转接触器KM1线圈Q4.02 反转启动按钮SB2(常开触点)I0.1 2 电机反转接触器KM2线圈Q4.13 停止按钮SB3(常开触点)I0.2.3. 输入/输出模板的接线图为防止正转接触器KM1线圈与反转接触器KM2线圈同时得电,造成三相电源短路,在PLC外部设置了硬件互锁电路。
接线图如图4-46所示。
图4-46正反转接线图4. 编辑符号表在STEP 7的程序设计过程中,为了增加程序的可读性,可以建立符号表。

• 80•价值工程基于三菱PLC的伺服电机控制系统设计Design of Servo Motor Control System Based on MITSUBISHI PLC胡志刚H U Z hi-gang(天津职业技术师范大学自动化与电气工程学院,天津300222;江苏工程职业技术学院,南通226007)(Automation Department,Tianjin University of Technology and Education,Tianjin300222, China;Jiangsu College of Engineering and Technology,Nantong226007,China)摘要:设计了一种基于三菱PLC的伺服电机控制系统,详细介绍了该控制系统的电气原理图设计、触摸屏控制界面制作、伺服驱 动器的参数设置、PLC的程序设计等。
实践表明,用PLC直接控制伺服电机具有系统结构简单、运行可靠、扩展性强,具有较好的实用价值。
Abstract:The design of a servo m otor control system is based on M ITSUBISHI PLC,and this paper introduces the electrical principle diagram design,the touch screen control interface making,ser^^o driver parameters,PLC program design.The practice shows that the direct control of the ser^^o m otor with PLC has the advantages of simple structure,reliable operation,strong expansibility and good practical value.关键词:三菱PLC;伺服电机控制系统;触摸屏Key words:M ITSUBISHI PLC;servo m otor control system;touch screen中图分类号:TH138 文献标识码:A文章编号:1006-4311(2017)05-0080-02〇引言随着PLC技术、变频技术和伺服控制技术的迅猛普 及和推广,以步进电机和伺服电机为执行元件的定位控制 技术在工业生产中得到了越来越广泛的应用。
S7-200PLC实现星三角降压启动星三角降压启动的继电器电路图与控制图根据工艺要求进行PLC电路图设计。
PLC电路图设计如下:根据星三角启动电路图画出流程框架图如下PLC软元件地址分配如下:I区(输入区)I0.0 启动按钮SB2I0.1 停止按钮SB1I0.2 电源断路器QFQ区Q0.0 主电路接触器KM1Q0.1 星型启动接触器KM2Q0.2 三角形接触器KM3T区T37 10秒定时器根据电路图,流程图和分配好的软元件地址进行编程。
程序参考图如下:控制线路星形——三角形(Y —△)降压起动是指电动机起动时,把定子绕组接成星形,以降低起动电压,减小起动电流;待电动机起动后,再把定子绕组改接成三角形,使电动机全压运行。
Y —△起动只能用于正常运行时为△形接法的电动机。
1.按钮、接触器控制Y —△降压起动控制线路图 2.19 (a )为按钮、接触器控制Y —△降压起动控制线路。
线路的工作原理为:按下起动按钮SB1 ,KM1 、KM2 得电吸合,KM1 自锁,电动机星形起动,待电动机转速接近额定转速时,按下SB2 ,KM2 断电、KM3 得电并自锁,电动机转换成三角形全压运行。
2.时间继电器控制Y —△降压起动控制线路图 2.19 ( b )为时间继电器自动控制Y —△降压起动控制线路,电路的工作原理为:按下起动按钮SB1 ,KM1 、KM2 得电吸合,电动机星形起动,同时KT 也得电,经延时后时间继电器KT 常闭触头打开,使得KM2 断电,常开触头闭合,使得KM3 得电闭合并自锁,电动机由星形切换成三角形正常运行。
(1)线路设计思想Y—△降压起动也称为星形—三角形降压起动,简称星三角降压起动。
这一线路的设计思想仍是按时间原则控制起动过程。
所不同的是,在起动时将电动机定子绕组接成星形,每相绕组承受的电压为电源的相电压(220V),减小了起动电流对电网的影响。
而在其起动后期则按预先整定的时间换接成三角形接法,每相绕组承受的电压为电源的线电压(380V),电动机进入正常运行。
学号2010210370《电气控制与PLC技术》课程设计(2010级本科)题目:基于s7-200五层楼电梯的PLC控制学院:物理与机电工程学院专业:电气工程及其自动化作者姓名:高鑫元指导教师:张晓峰职称:教授完成日期:2013 年7 月 5 日二〇一三年六月《电气控制与PLC技术》课程设计任务书目录第1章电梯概述 (1)1.1 电梯的出现及发展 (1)1.2 电梯设备 (1)1.2.1 电梯的分类 (1)1.2.2 电梯的主要组成部分 (2)1.2.3 电梯技术发展情况 (2)1.2.4 电梯发展展望 (2)第2章可编程逻辑控制简介 (3)2.1 PLC 的定义 (3)2.2 PLC 的特点及功能 (3)2.3 PLC 的结构与工作原理 (4)2.3.1 PLC 的基本单元构成及作用 (4)2.3.2 PLC 工作原理 (5)第3章方案设计 (6)3.1 设计目的 (6)3.2 电梯的控制要求 (6)3.3 总体方案论证 (6)第4章系统流程图设计 (7)第5章硬件设计 (8)5.1 PLC 控制系统硬件开发 (8)5.2 设计思想 (8)5.3 可编程控制器(PLC)的选型 (9)5.4 I/O 点数的分配 (10)5.5 PLC 外部接线图 (11)第6章系统软件设计 (12)6.1 分析运行过程 (12)6.2 电梯 PLC 控制梯形图 (12)第7章程序调试 (25)7.1 单层运行调试 (25)7.2 复杂运行调试 (26)第8章总结 (30)致谢 (31)参考文献: (32)电气控制与PLC技术课程设计成绩评定表 (33)摘要本课程设计是五层电梯模型PLC控制系统的设计,电梯不仅是生产环节中的一种重要设备,而且是人们频繁乘用的一种交通运输设备。
随着科技的飞速发展,更是给电梯带来了日新月异的变化。
本设计采用的是德国西门子S7—200系列的可编程控制器CPU226作为控制核心,与扩充模板EM223来实现五层楼电梯的控制。
三菱PLC的DPLSR指令怎么样实现伺服的CW和CCW控制的2009-1-7 23:09提问者:pincheng126|悬赏分:50 |浏览次数:1597次三菱PLC的DPLSR指令怎么样实现伺服的CW和CCW控制的,我是自学PLC 的,程序写好了具体是OUT DPLSR D10 D12 D20 Y000 ,伺服只会正转,不懂反转怎么写,在书上也没说明。
还有应该有个M是Y输出结束后为1的吧,是那一个特殊M呀。
现在我用Y的下沿做下级的触发的。
不知道对不对。
现在是可以循环动作。
谢谢各位了。
~-~问题补充:CW-Y000 CCW-Y001 我想说的是三菱PLC怎么样在触摸屏上点动反转的呀程序里不是只能用一条DPLSR指令吗。
正转用掉了。
反转的怎么写呀。
我就是不明这个了。
tysqcx那个程序能把PLSR D10 D12 D20 Y000这条Y000输出变成向Y001输出吗..不好意思现在放假了没法试呀..怎么才好2009-1-15 21:17最佳答案你用CP-DIR(脉冲+方向)控制方式很简单啊,打个比方Y0是脉冲输出,Y1是方向输出,当Y1接通是正转,Y1断开就是反转。
这种方法直接用你原来的程序就行了,只需要切换Y1的ON/OFF而CW-CCW控制是双脉冲输出,打个比方,如果Y0是脉冲输出,Y1(低电平)是方向输出时为正转,如果Y0(也是低电平)是方向输出,Y1是脉冲输出时为反转,比之前一种(脉冲+方向)的控制方式编程上稍微麻烦一点。
你仔细看一下伺服控制器的说明书就会明白了,至于两种控制怎么选择,当然是在伺服(或步进)控制器上6|评论向TA求助回答者:square_202|三级擅长领域:长春市其他编程语言参加的活动:暂时没有参加的活动提问者对于答案的评价:谢谢202说得很明白.也谢谢tysqcs的程序是对的但你解说错对不住了.也谢谢1216给我帮助.谢谢各位相关内容∙2011-4-10三菱plc的伺服控制要用到哪些功能指令?∙2011-4-6三菱PLC及伺服电机的资料向各位大侠求一些三菱PLC的脉冲指令和PLC如何 (4)∙2011-1-11PLC cw ccw控制是什么意思∙2010-12-17三菱PLC仿真软件能模拟伺服电机控制编程,∙2011-3-14我公司现机械用的是三菱PLC.用定位模块控制伺服器,已用了一年多都正常....更多关于在伺服系统中CW CCW具体指的是什么的问题>>查看同主题问题:三菱 plc指令伺服控制等待您来回答∙2回答谁知道1992 年的20元硬币背面是双头鹰这种钱币是哪个国家?∙0回答10求半只青蛙的龙战士未删减版的全集···TXT格式。
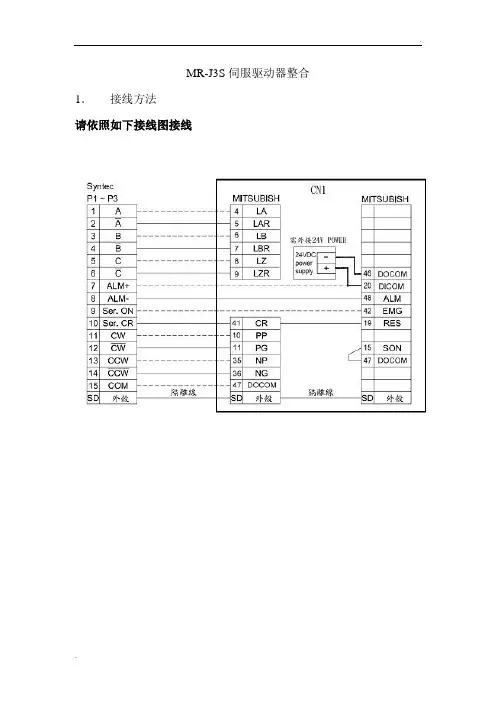
MR-J3S伺服驱动器整合1.接线方法
请依照如下接线图接线
2.参数调整
以下为供参考的建议参数值,基本参数一般不变,增益滤波器参数视不同的机台有所改变
MR-J3伺服参数表
(注:简称前面带有*的参数,设定后将电源断开,再重新接通电源,参数生效。
)
3.自动调谐方法和步骤
a.PA08设0001,PA09先设一个初始值,如:18;
b.手动或自动让该轴空跑,速度保证在让马达在1000RPM,比如螺距为
5mm的,则机台该轴向线速度保证在5000MM/MIN,并且至少要有一段
距离是等速运动,看机台是否会抖,有没有共振的声音发出,如果没有,则加大PA09再做;如果有,则说明PA09设定过大,则减小该值再试一
次,直到测试到一个合理的不响的值,有的时候如果觉得机台刚性太低
且又响,可以考虑打开滤波功能(PB13);
c.把PA08设0003,到此自动调谐以完成;
d.每个轴向可以设不同的PA09做自动调谐。
4.刚性调整
做好自动调谐后,就可以进行刚性调整了,相关参数有:
PB07:PG1 模型环增益
PB08:PG2 位置环增益
PB09:VG2 速度环增益
PB10:VIC 速度微分补偿
通常情况下,PB07、PB08、PB09相对调大,机台刚性高,响应快,加工好,但是过大机台会抖;PB10相对调小,机台刚性高,响应快,加工好,但是过大可能会导致机台抖动。
MR-J3S伺服驱动器整合之羊若含玉创作
1.接线办法
请依照如下接线图接线
2.参数调剂
以下为供参考的建议参数值,根本参数一般不变,增益滤波器参数视不合的机台有所转变
MR-J3伺服参数表
(注:简称前面带有*的参数,设定后将电源断开,再重新接通电源,参数生效.)
3.自动调谐办法和步调
a.PA08设0001,PA09先设一个初始值,如:18;
b.手动或自动让该轴空跑,速度包管在让马达在
1000RPM,比方螺距为5mm的,则机台该轴向线速度包管在5000MM/MIN,并且至少要有一段距离是等速运动,看机台是否会抖,有没有共振的声音发出,如果没有,则加大PA09再做;如果有,则说明PA09设定过大,则减小该值再试一次,直到测试到一个合理的不响的值,有的时候如果认为机台刚性太低且又响,可以斟酌打开滤波功效(PB13);
c.把PA08设0003,到此自动调谐以完成;
d.每个轴向可以设不合的PA09做自动调谐.
4.刚性调剂
做好自动调谐后,就可以进行刚性调剂了,相关参数有:
PB07:PG1 模子环增益
PB08:PG2 位置环增益
PB09:VG2 速度环增益
PB10:VIC 速度微分抵偿
通常情况下,PB07、PB08、PB09相对换大,机台刚性高,响应快,加工好,但是过大机台会抖;PB10相对换小,机台
刚性高,响应快,加工好,但是过大可能会导致机台发抖.。
三台电动机顺序启停PLC控制编程摘要:电工技能鉴定分为五级考核,职业院校高职学生的应届生考核三级(高级工),电工鉴定分为理论考试和技能考试。
其中技能考试主要考核对继电接触器控制系统、PLC控制系统、电子电路、变频器控制等的安装、调试、故障排除为主,其中PLC控制系统安装与调试题目中三台电动机的顺序启停PLC控制为高频题目。
关键词:电工鉴定;技能考核;电机顺序启停;PLC控制;编程本文将以西门子S7-200PLC机为例讲解三台电动机的顺序启停PLC控制的编程方法。
控制要求如下:某一生产线的末端有一台三级皮带传送机,分别由M1、M2、M3三台电动机拖动,启动时要求10s的时间间隔,并按M1、M2、M3的顺序启动;停止时按15s的时间间隔,并按M3、M2、M1的顺序停止,皮带传送机的启动和停止分别由启动按钮和停止按钮来控制,三级皮带传送机如下图所示。
要求:1.工作方式设置:手动时要求按下手动启动按钮,做一次上述过程,自动时按下自动启动按钮,能够重复循环上述过程。
2.有必要的电气保护和互锁。
PLC设计步骤如下:一、输入/输出分析:该控制要求中有3个被控设备MM1、KM2、KM3,分别用于控制电动机M1、M2和M3,也就是输出设备;而输入设备有三个,分别是手动启动按钮SB1、手动停止按钮SB2、自动启动按钮SB3三个。
二、I/O地址分配三、PLC外部接线图1.主电路:主电路组成:三相电分别通过熔断器FU1之后分三路又分别经过主控交流接触器KM1、KM2和KM3的主触点并分别经过热继电器FR1、FR2、FR3的热元件来分别控制传送机使用的三台电动机M1、M2和M3,其中KM1、KM2、KM3的主触点分别用于控制三台电动机的通电与断电;三支熔断器FU1用作主电路的短路保护,热继电器FR1、FR2、FR3分别用作三台电动机M1、M2、M3的过载保护。
同时其中的一相和零线给S7-200PLC主机供电,FU2用作控制电路的短路保护。
MR-J3S伺服驱动器整合1.接线方法
请依照如下接线图接线
2.参数调整
以下为供参考的建议参数值,基本参数一般不变,增益滤波器参数视不同的机台有所改变
MR-J3伺服参数表
(注:简称前面带有*的参数,设定后将电源断开,再重新接通电源,参数生效。
)
3.自动调谐方法和步骤
a.PA08设0001,PA09先设一个初始值,如:18;
b.手动或自动让该轴空跑,速度保证在让马达在1000RPM,比如螺距为
5mm的,则机台该轴向线速度保证在5000MM/MIN,并且至少要有一段
距离是等速运动,看机台是否会抖,有没有共振的声音发出,如果没有,则加大PA09再做;如果有,则说明PA09设定过大,则减小该值再试一
次,直到测试到一个合理的不响的值,有的时候如果觉得机台刚性太低
且又响,可以考虑打开滤波功能(PB13);
c.把PA08设0003,到此自动调谐以完成;
d.每个轴向可以设不同的PA09做自动调谐。
4.刚性调整
做好自动调谐后,就可以进行刚性调整了,相关参数有:
PB07:PG1 模型环增益
PB08:PG2 位置环增益
PB09:VG2 速度环增益
PB10:VIC 速度微分补偿
通常情况下,PB07、PB08、PB09相对调大,机台刚性高,响应快,加工好,但是过大机台会抖;PB10相对调小,机台刚性高,响应快,加工好,但是过大可能会导致机台抖动。
三菱MR-J3S驱动器接线图及参数调整MR-J3S伺服驱动器整合1.接线⽅法请依照如下接线图接线2.参数调整以下为供参考的建议参数值,基本参数⼀般不变,增益滤波器参数视不同的机台有所改变MR-J3伺服参数表(注:简称前⾯带有*的参数,设定后将电源断开,再重新接通电源,参数⽣效。
)n o简称名称初始值单位设定值备注基本设定参数PA01 *STY 控制模式0000h 0000 位置控制模式PA02 *REG 再⽣选件0000h 0000 不使⽤PA03 *ABS 绝对位置检测系统0000h 0000 使⽤增量系统PA04 *AOP1 功能选择A-1 0000h 0000PA05 *FBP ⼀周所需的指令脉冲数0 10000PA06 CMX 电⼦齿轮分⼦(倍率分⼦) 1 1PA07 CDV 电⼦齿轮分母(倍率分母) 1 1PA08 ATU ⾃动调谐模式0001h 0003 见调谐说明PA09 RSP ⾃动调谐响应性12 19 见调谐说明PA10 INP 到位范围100 Pulse 100PA11 TLP 正转转矩限制100.0 % 100.0PA12 TLN 反转转矩限制100.0 % 100.0PA13*PLSS 指令脉冲输⼊形式选择0000h 0000 正转脉冲串反转脉冲串PA14 *POL 转动⽅向选择0 0 CWPA15 *ENR 编码器输出脉冲4000 Pulse/rev 10000PA19 *BLK 参数写⼊禁⽌000Bh 000C 所有参数读出写⼊增益滤波器参数0000h 0002 滤波器OFF PB01 FILT ⾃适应调谐模式(⾃适应滤波器Ⅱ)0000h 0000 抑制振动控制OFF PB02 VRFT 抑制振动调谐模式(⾼级抑制振动控制)PB06 GD2 负载和伺服电机惯量⽐7.0 倍 2.0 ⾃动调谐得到PB07 PG1 模型环增益24 rad/s 60 ‘:{?PB08 PG2 位置环增益37 rad/s 180PB09 VG2 速度环增益823 rad/s 390PB10 VIC 速度微分补偿33.7 Ms 19.5PB13 NH1 机械共振抑制滤波器1 4500 Hz 500扩展设定参数PC19 *ENRS 编码器脉冲输出选择0000h 0000PC20 *SNO 站号设定0 X1 Y2 Z3 伺服放⼤器的站号PC21 *SOP 通信功能选择0000h 0130 RS-422 57600bps输⼊输出设定参数PD01 *DIA1输⼊信号⾃动ON选择1 0000h 00003.⾃动调谐⽅法和步骤a.PA08设0001,PA09先设⼀个初始值,如:18;b.⼿动或⾃动让该轴空跑,速度保证在让马达在1000RPM,⽐如螺距为5mm的,则机台该轴向线速度保证在5000MM/MIN,并且⾄少要有⼀段距离是等速运动,看机台是否会抖,有没有共振的声⾳发出,如果没有,则加⼤PA09再做;如果有,则说明PA09设定过⼤,则减⼩该值再试⼀次,直到测试到⼀个合理的不响的值,有的时候如果觉得机台刚性太低且⼜响,可以考虑打开滤波功能(PB13);c.把PA08设0003,到此⾃动调谐以完成;d.每个轴向可以设不同的PA09做⾃动调谐。
250 1.25mm 2,最大为8mm 2;L11、L21表示从无熔丝断路器接出单相线至伺服放大器控制回路电源接线端的连线,它的尺寸均为1.25mm 2;P 、C 、D 表示接入再生制动单元的连线,它的尺寸最小为2mm 2,最大为2.5mm 2。
表8-21 无熔丝断路器、电磁接触器及电线尺寸规格伺服放大器型号 无熔丝断路器 电磁接触器电线尺寸(mm 2)L1,L2,L3U ,V ,W L11,L21 P ,C ,D , B1,B2 MR-J2S-10-A/BNF30 5A 型S-N10 2 1.25 1.25 2 1.25 MR-J2S-20-A/BNF30 5A 型S-N10 2 1.25 1.25 2 1.25 MR-J2S-40-A/BNF30 10A 型 S-N10 2 1.25 1.25 2 1.25 MR-J2S-60-A/BNF30 15A 型 S-N10 2 1.25 1.25 2 1.25 MR-J2S-70-A/B NF30 15A 型 S-N10 2 2 1.25 2 1.25MR-J2S-100-A/B NF30 15A 型 S-N10 2 2 1.25 2 1.25MR-J2S-200-A/B NF30 20A 型 S-N18 3.5 3.5 1.25 2 1.25MR-J2S-350-A/B NF30 30A 型 S-N20 5.5 5.5 1.25 2 1.25MR-J2S-500-A/B NF30 5A 型S-N35 5.5 5.5 1.25 2 1.25MR-J2S-700-A/B NF100 75A 型 S-N50 8 8 1.25 2 1.253.其他部件的选型除以上基本选件外,还可根据需要选择可以改善功率的电抗器、再生制动选件、浪涌吸收器、数据线路滤波器、无线电噪声滤波器、线路噪声滤波器、中继端子排及电池组。
8.4.4 三菱伺服电气接线图三菱伺服系统接线方式一般可分为三种:位置控制模式下的标准接线、速度控制模式下的接线和转矩控制模式下的接线。
MR-J3S伺服驱动器整合之杨若古兰创作
1.接线方法
请按照如下接线图接线
2.参数调整
以下为供参考的建议参数值,基本参数普通不变,增益滤波器参数视分歧的机台有所改变
MR-J3伺服参数表
(注:简称前面带有*的参数,设定后将电源断开,再从头接通电源,参数生效.)
3.主动调谐方法和步调
a.PA08设0001,PA09先设一个初始值,如:18;
b.手动或主动让该轴空跑,速度包管在让马达在
1000RPM,比方螺距为5mm的,则机台该轴向线速度包管在5000MM/MIN,而且至多要有一段距离是等速活动,看机台是否会抖,有无共振的声音发出,如果没有,则加大PA09再做;如果有,则说明PA09设定过大,则减小该值再试一次,直到测试到一个合理的不响的值,有的时候如果觉得机台刚性太低且又响,可以考虑打开滤波功能(PB13);
c.把PA08设0003,到此主动调谐以完成;
d.每个轴向可以设分歧的PA09做主动调谐.
4.刚性调整
做好主动调谐后,就可以进行刚性调整了,相干参数有:PB07:PG1 模型环增益
PB08:PG2 地位环增益
PB09:VG2 速度环增益
PB10:VIC 速度微分抵偿
通常情况下,PB07、PB08、PB09绝对调大,机台刚性高,呼应快,加工好,但是过大机台会抖;PB10绝对调小,机台
刚性高,呼应快,加工好,但是过大可能会导致机台抖动.。
三菱MR-J3-40B伺服放大器应用实例本人设计一套空间曲线自动焊接设备时用到了三菱MR-J3-40B伺服放大器,现将设计与使用心德与大家分享如下。
本空间曲线焊接设备控制系统包括三菱Q系列CPU、输入模块、输出模块、QD75MH4定位模块、人机界面和3个MR-J3-40B伺服放大器及电机。
三菱MR-J3-40B伺服放大器使用主要包括电气接线、外围开关设定和参数程序设定调试等三部分。
1 电气接线三菱MR-J3-40B伺服放大器及电机电气连接图如图1所示。
图1 MR-J3-40B伺服放大器及电机电气连接图三个伺服放大器主电路为AC220V供电,控制电路用SSCNETIII光纤通信总线电缆菊花型连接。
通过SSCNETIII电缆可以最大限度地节省配线,两站之间的最大连接距离可达50米。
MR-J3-40B伺服放大器与HF-KP43伺服电机之间接线如图2所示,伺服电机HF-KP43与伺服放大器MR-J3-40B编码器接口针脚号及接线方式如图3所示。
图2 伺服与电机之间动力线接线图图3 伺服与电机之间编码器接线图根据上述方法连接好伺服放大器及电机的线缆后伺服放大器如图4所示。
图4 接好线后的伺服放大器2 外围开关设置MR-J3-40B伺服放大器外围开关设定:正常运行时,拔码开关SW2均需拔在Down。
根据伺服放大器所处位置及位置模块的定义,SW1选择伺服放大器所对应的轴:SW1=0时对应第一轴,SW1=1时对应第二轴,以此类推,SW1=15时对应第十六轴。
本实例中回转伺服SW1=0,升降伺服SW1=1,伸缩伺服SW1=2。
如图5所示。
本系统采用绝对位置定位,所以伺服放大器需配绝对位置记忆的电池,伺服放大器的CN4接口接电池,电池如图6所示。
图5 伺服放大器外围开关图6 MR-J3-40B伺服放大器绝对位置记忆电池3 参数程序设定调试伺服放大器外围接线完成并外围开关设定好之后,就可以接通伺服放大器电源,点亮伺服放大器,此时有两种方法可以设定伺服放大的的参数,一种是通过CN5口用电脑将设定好的参数下载到伺服放大器中,另一种方式是在GX-Works2中的通过编程的方式进行参数设定后下载到Q系列PLC中,再通过QD75MH4模块的SSCNETIII光纤通信总线控制伺服放大器。
S7-200系列PLC控制三菱MR-J3伺服的
实现
本文介绍了使用S7-200系列PLC和三菱MR-J3伺服实现XA6132铣床的位置控制。
随着科技的发展和人民生活水平的
提高,机床的加工精度和生产效率要求越来越高。
因此,老旧设备需要进行升级改造,以实现精确的位置和速度控制。
铣床的主轴采用普通电机,进给轴采用伺服电机控制。
本文将详细介绍硬件配置和连接方式。
硬件配置方面,本文选用了三菱FR-J3伺服放大器和HF-SP三菱伺服电机作为伺服控制器,具有高响应性、高精度定位、高水平自动调谐等优点。
同时,为了综合考虑性价比和性能,本文选用了性价比高的三菱MR-J3伺服放大器和HF-
SP502伺服电机。
在PLC方面,本文选择了西门子S7-200系
列的PLC,具有运行速度快、运行稳定、价格较低等优点。
为了实现位置控制,本文采用了集电极开路方式的控制模式,并选择了S7-224XPsi CN XXX型号的PLC。
在人机界面方面,本文选用了MD204LV4文本显示器作为小型人机界面,能够
跟S7-200系列PLC通讯并且价格便宜。
硬件连接方面,本文详细介绍了主电路的连接方式。
伺服的脉冲输入端输入24V低电平的脉冲,因此,本文选择了
24V低电平输出、具有速度控制、位置控制、占空比控制的PLC。
通过这些硬件的连接,可以实现铣床的精确位置和速度
控制。
总之,本文介绍了使用S7-200系列PLC和三菱MR-J3伺
服实现铣床位置控制的方法,详细介绍了硬件配置和连接方式。
这些方法可以帮助老旧设备进行升级改造,提高机床的加工精度和生产效率。
本文介绍了铣床控制系统中主轴电机、伺服轴和PLC的
电路连接、通讯线的选择以及参数设置和PLC程序设计。
主轴电机采用普通电机,通过接触器进行控制,离合器控制主轴的抱紧与松开,用于换刀时将主轴抱紧。
伺服轴采用伺服控制,24伏电源给PLC、伺服、离合器及文本显示器提供
电源,其中文本显示器和PLC共用一个24伏电源。
三菱MR-
J3伺服控制器需要在L1、L2、L3之间输入3相AC220V电源并在L11、L21之间输入单相AC220V电源才能运行。
PLC的Q0.0作为正向脉冲串输出端,Q0.1作为反向脉冲
串输出端。
伺服的控制选用集电极开路方式的位置控制,伺服的PP端口用于正向脉冲串的输入,NP端口用于反向脉冲串
的输入,CR端口用于清除偏差计数器内滞留的脉冲。
用接近
开关检测机床的原点位置和极限行程。
显示面板、手动操作以及参数设置采用MD204LV4文本显示器。
根据上述的控制方
式以及PLC的硬件连接要求,PLC的接线图如图1所示。
参照MR-J3-□A伺服放大器技术资料,根据伺服的接线要求,DICOM接直流24伏,DOCOM接伏,SON端口用于伺
服开启,RES端口接伺服报警复位信号,XXX接伺服紧急停
止信号,对伺服的接线如图2所示。
通讯电缆线选用型号为MD204L-S7-200的通讯线,用于PLC与文本显示器之间的通讯。
伺服放大器与编码器之间的
通讯线购买三菱品牌、型号为MR-J3ENSCB10M-L的信号线,如图3所示。
在铣床的实际加工中,进给轴需要先快进到预加工位置,然后进给速度变慢开始攻进,直至加工完成,进给轴以快速返回原点或指定位置。
所以选择伺服的位置/速度控制模式,即
将PAO1设置为0001;参数PA05为伺服电机旋转一周所需要输入的指令脉冲数,机床上电机与丝杆为联轴器进行连接,所以电机的转速与丝杆的转速比为1∶1,丝杆的螺距为4 mm,
每旋转1周,进给轴前进4mm,将PA05的参数设置为4000,则每1000个脉冲对应进给轴实际移动的距离为1mm;参数
PA13为选择脉冲的输入形式,根据PLC的输出特性,将
PA13的值设定为0010h。
以上是铣床控制系统的参数设置和PLC程序设计。
Siemens PLC supports modular program calling。
so we can find the library file of pulse output and import it into our program。
By doing so。
we can directly call the n blocks in the library file。
Here。
we import the S7-200 pulse output MAP file library into the program's library file.
Using the Q0_x_CTRL[4] n block (where x corresponds to
Q0.0 and Q0.1 respectively。
and x has the same meaning
throughout the rest of the article)。
we set the global parameters for pulse output。
including start/ frequency。
maximum frequency。
maximum n/n time。
forward limit switch。
reverse limit switch。
and current absolute n.
The Q0_x_Home n block is used to implement the X-axis and Y-axis home return ns.
On the interface of the text display。
all parameter display and setting are in millimeters。
while the PLC internal control is XXX。
to control the distance and speed of each axis。
we need to convert the set n into pulse count to control the servo。
Similarly。
to display the current n or current moving speed of each axis on the text display。
we need to convert the pulse count inside the PLC
into n。
To achieve these two ns。
we need to use the
Scale_EU_Pulse and Scale_Pulse_EU n blocks。
The
Scale_EU_Pulse n block converts a n into a pulse count。
which can be used to convert a displacement into a pulse count or a speed into a pulse frequency。
The Scale_Pulse_EU n block converts a pulse count into a n。
which can be used to XXX.
After setting up all the above ns。
we come to the crucial step of machine tool control。
which is the control of PLC pulse output。
We use the Q0_x_XXX control。
The n block allows the axis to move to a specified absolute n XXX.
With the hardware and PLC program design described above。
the machine tool can have the most basic n control n。
We can add XXX.
XXX:
1] XXX) Co。
Ltd。
MR-J3-□A Servo Amplifier Technical Data n [Z].
2] SIEMENS。
S7-200CN Programmable Logic Controller Product Sample [Z]。
2010:11.
3] XXX。
Ltd。
MD204LV4 User Manual [Z].。