快速成型系统
- 格式:pdf
- 大小:13.48 MB
- 文档页数:63
四种常见快速成型技术第一种常见快速成型技术:数控加工技术。
数控加工技术是一种机器控制加工技术,利用计算机及其相应的程序控制生产设备,进行机械加工,使得一次处理能完成的で一台以上的机器工具构成的加工中心,部件在台面上面固定,四个或以上的自动工具装在滑轨上, 根据电脑程序指定的加工参数,自动更换、安装选择夹具,分别做加工工作,从而完成制件定位、撬开、冲孔、攻丝、开槽、铰榫等复杂加工工作。
数控加工技术主要采用机械加工加工,适用于大批量生产或多种多样零件快速、高效率、低成本加工,且图纸精度高、表面光洁度高等。
第二种常见快速成型技术:熔融塑料成型技术。
熔融塑料成型技术首先将原料加工成模板,然后将模板放入机器中,当原料温度到达要求时,机器自动把原料按照设定的温度、时间及力度压入模具内,形成冷却后的成型物体。
这种技术利用塑料的特性,具有效率高,成型精度高,成型时根据原料的特性可以做出不同的加工处理,并且具有强度大,防水,耐高低温的特点,适用于各种塑料制品的快速成型。
第三种常见快速成型技术:射出成型技术。
射出成型技术指在机械压力下将原料熔融输送到射出模具成型模块中,随后由冷却系统冷却,完成制件的快速成型。
这种技术主要用于金属铸件、塑料件等的制造,具有造件精度高,尺寸稳定性好,表面光洁,强度高,厚度一致,成型快,节省材料等优点。
第四种常见快速成型技术:热压成型技术。
热压成型技术是把金属或塑料原料置于型模具内,用压力和热量同时共同作用,使金属和塑料原料发生塑性变形而成型的一种快速成型技术。
该技术采用型模具可以实现造型精度高、制件造型美观,制造完后制件可以免去热处理步骤;并且利用该技术进行多余的金属屑的再生,形成复合制件,极大的降低了制件的生产成本。



快速成型技术的工作原理快速成型技术(Rapid Prototyping Technology,RPT),也称为快速制造技术(Rapid Manufacturing Technology,RMT),是指采用计算机辅助设计(CAD)、数控加工(CNC)和分层制造技术(SLM)等手段,快速制作出具有复杂内部结构的三维实物模型或器件的一种先进制造技术。
快速成型技术主要包括三个方面的内容:现代制造方式、CAD技术和快速成型技术。
快速成型技术的工作原理是将设计图或CAD模型转为STL文件,再将STL文件通过计算机化控制系统控制加工设备的动作,并以逐层堆积、覆盖、切割、加压等方式将逐层依次进行制造,直至完成所需产品的加工制造。
其具体工作流程如下:1.设计阶段首先,使用计算机辅助设计(CAD)软件将所需产品的三维模型绘制出来。
CAD绘图是快速成型技术的关键环节,决定了产品的实际制造效果和制造成本,需要使用专业的CAD软件进行设计。
2.模型处理阶段CAD设计完成后,需要进行一系列的模型处理。
主要包括增补模型壳体、提高模型强度、修复模型错误等。
这一阶段的处理对制造成型的质量和效率有直接的影响。
3.数据修复阶段接下来进入数据修复阶段,对CAD绘制过程中的错误进行修复和清理,以确保STL文件的精度和准确性,避免在制造过程中出现数据错乱和失真等问题。
4.切片阶段STL文件经过数据处理后,需要切成非常小的层面,比如0.1mm,这个过程称为切片。
通过这个过程将模型切成多个水平层面形成多个切片。
每层镶嵌在一起就变成了整个模型。
5.加工阶段加工阶段就是将切片依次导入数控加工机中,喷射实现逐层累加和压实,也就是通常所说的“逐层堆叠”过程。
这个过程就是快速成型技术的核心技术。
6.后处理阶段最后的后处理阶段可以将产品进行研磨、喷漆、涂料处理等等。
完成整个产品制造的过程。
总之,快速成型技术极大地缩短了从概念到产品推向市场的时间。
快速成型技术的高效加工和制造过程为设计师提供更好的自由度,可以随意尝试和实验不同的设计方案,以最快的速度推向市场产品。

快速成型(3D打印)技术是一种以数字模型为基础,通过逐层堆叠或固化材料的方法制造物体的新型制造技术。
而在快速成型过程中,清粉系统则是整个工艺中一个至关重要的环节。
清粉系统主要用于去除粉末材料,在打印过程中被固化或者堆叠的部分物料被添加到被固化或堆叠材料上。
清粉系统的原理和设计对3D打印的成品质量、成本和工艺参数有着关键的影响。
1. 清粉系统的作用清粉系统是3D打印中的一个重要环节。
在快速成型过程中,粉末材料通常被用作打印材料,以支撑正在打印的物体,或者用作打印材料本身。
在打印完成后,需要将未固化或者未堆叠的粉末清除,以获取最终的产品。
清粉系统的主要作用就是通过一系列的工艺步骤去除这些多余的粉末材料,保证3D打印成品的质量。
2. 清粉系统的原理清粉系统的原理主要包括以下几个方面:(1)空气吹扫在3D打印完成后,可以使用压缩空气或者气流对打印出来的产品进行吹扫,从而将多余的粉末材料吹扫干净。
通常会设计成专门的吹扫口,以保证吹扫的效果和方向。
(2)振动除粉振动除粉是通过振动设备对3D打印成品进行振动,以使多余的粉末材料从打印产品上脱落。
通常振动设备会被设计成固定在清洁站上,待清洁的3D打印成品放置在设备上,通过振动将多余粉末脱落。
(3)真空吸附真空吸附是通过真空设备对3D打印成品进行吸附,将多余的粉末材料吸附到真空设备中,从而清除3D打印成品上的多余粉末。
通常真空吸附会设计成3D打印台面上的一部分,具有一定的吸附功率和调节手段。
3. 清粉系统的设计和参数清粉系统的设计和参数对3D打印成品的质量、成本和工艺参数有着直接的影响。
通常需要考虑以下几个方面:(1)清粉效率清粉系统的设计应该保证清洁效率高、清洁深度深,以确保清除多余的粉末材料且不会对打印成品造成损伤。
(2)清洁方式清粉系统的设计应该结合空气吹扫、振动除粉和真空吸附等多种方式,以确保清洁的全面和彻底。
(3)操作便利性清粉系统的设计应该考虑操作的便利性,要求清洁系统的操作简单、方便,提高工作效率。
快速成型技术1、快速成型简介快速成型(RP)技术是九十年代发展起来的一项先进制造技术,是为制造业企业新产品开发服务的一项关键共性技术, 对促进企业产品创新、缩短新产品开发周期、提高产品竞争力有积极的推动作用。
自该技术问世以来,已经在发达国家的制造业中得到了广泛应用,并由此产生一个新兴的技术领域。
RP技术是在现代CAD/CAM技术、激光技术、计算机数控技术、精密伺服驱动技术以及新材料技术的基础上集成发展起来的。
不同种类的快速成型系统因所用成形材料不同,成形原理和系统特点也各有不同。
但是,其基本原理都是一样的,那就是"分层制造,逐层叠加",类似于数学上的积分过程。
形象地讲,快速成形系统就像是一台"立体打印机"。
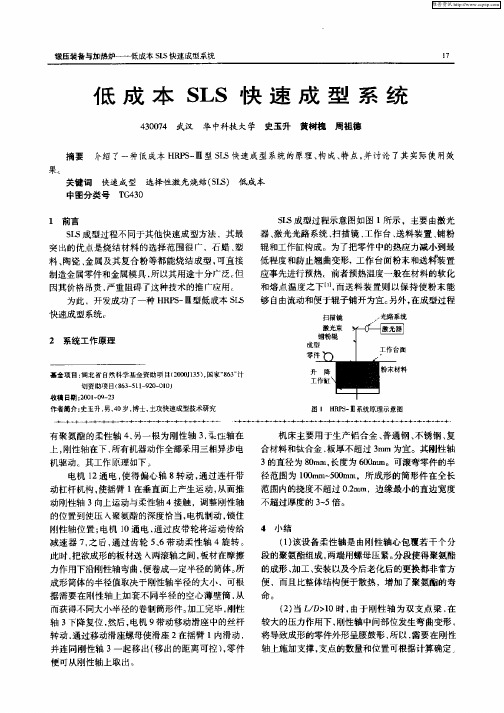
2、RP 技术的原理RP 技术是采用离散∕堆积成型的原理, 由CAD 模型直接驱动的通过叠加成型方出所需要零件的计算机三维曲面或实体模型, 根据工艺要求将其按一定厚度进行分层, 把三维电子模型变成二维平面信息(截面信息), 在微机控制下, 数控系统以平面加工的方式有序地连续加工出每个薄层并使它们自动粘接成型, 图1 为RP 技术的基本原理。
图1 RP 技术的基本原理。
RP 技术体系可分解为几个彼此联系的基本环节: 三维CAD 造型、反求工程、数据转换、原型制造、后处理等。
2.1立体光固化成型(SLA)该方法是目前世界上研究最深入、技术最成熟、应用最广泛的一种快速成型方法。
SLA 技术原理是计算机控制激光束对光敏树脂为原料的表面进行逐点扫描, 被扫描区域的树脂薄层( 约十分之几毫米) 产生光聚合反应而固化, 形成零件的一个薄层。
工作台下移一个层厚的距离, 以便固化好的树脂表面再敷上一层新的液态树脂, 进行下一层的扫描加工, 如此反复, 直到整个原型制造完毕。
由于光聚合反应是基于光的作用而不是基于热的作用, 故在工作时只需功率较低的激光源。
此外,因为没有热扩散, 加上链式反应能够很好地控制, 能保证聚合反应不发生在激光点之外, 因而加工精度高, 表面质量好, 原材料的利用率接近100%, 能制造形状复杂、精细的零件, 效率高。
快速成型之熔融沉积造型基本原理和系统组成湖南华曙高科快速成型专业人员分析丝状材料选择性熔覆(简称FDM),又称熔融沉积造型。
FDM快速模型工艺是一种不依靠激光作为成型能源,而将各种丝材加热熔化的成型方法。
此工艺通过熔融丝料的逐层固化来构成三维产品,以该工艺制造的产品目前的市场占有率约为6.1%。
研究FDM的主要有Stratasys公司和Med Modeler 公司。
此外,清华大学推出了MEM机型。
FDM成形的基本原理:FDM工作原理类似于标花蛋糕的制作。
1.丝状热塑性材料材料由供丝机构送进喷头,在喷头中加热到熔融态。
2.熔融态的丝状材料被挤压出来,按照计算机给出的截面轮廓信息,随加热喷头的运动,选择性地涂覆在工作台的制件基座上,并快速冷却固化。
3.一层完成后喷头上升一个层高,再进行下一层的涂覆,如此循环,最终形成三维产品。
湖南华曙高科快速手板分析FDM快速成形的系统是由硬件系统,软件系统和供料系统组成。
其中,硬件系统由机械系统和控制系统组成,软件系统由几何建模和信息处理组成。
硬件系统:(1)机械系统相互独立。
运动单元只完成扫描和喷头的升降动作,且运动单元的精度决定了整机的运动精度。
加热喷头在计算机的控制下,根据产品零件的截面轮廓信息,作X-Y平面运动和高度Z方向的运动。
成形室用来把丝状材料加热到熔融态,材料室用来储存FDM用的材料。
(2)控制系统。
由控制柜与电源柜组成,用来控制喷头的运动以及成形室的温度。
软件系统:(1)几何建模单元是设计人员借助三维软件,如Pro/E,UG 等,来完成实体模型的构造,并以STL格式输出模型的几何信息。
(2)信息处理单元主要完成STL文件处理、截面层文件生成、填充计算,数控代码生成和对成形系统的控制。
如果根据STL文件判断出成形过程需要支撑的话,先由计算机设计出支撑结构并生成支撑,然后对STL格式文件分层切片,最后根据每一层的填充路径,将信息输给成形系统完成模型的成形。
RP-Rapid Prototyping(快速成型)技术简介RP技术是80年代后期发展起来的快速成型(Rapid Prototyping简称RP)技术,被认为是近年来制造技术领域的一次重大突破,其对制造业的影响可与数控技术的出现相媲美。
RP系统综合了机械工程、CAD、数控技术,激光技术及材料科学技术,可以自动、直接、快速、精确地将设计思想物化为具有一定功能的原型或直接制造零件,从而可以对产品设计进行快速评价、修改及功能试验,有效地缩短了产品的研发周期。
而以RP 系统为基础发展起来并已成熟的快速模具工装制造( Quick Tooling)技术,快速精铸技术(Quick Casting),快速金属粉末烧结技术(Quick Powder Sintering),则可实现零件的快速成品。
RP技术,迴异于传统的去除成型(如车、削、刨、磨),拼合成型(如焊接),或受迫成型(如铸、锻,粉末冶金)等加工方法,而是采用材料累加法制造零件原型,其原理是先将CAD生成的三维实体模型通过分层软件分成许多细小薄层,每个薄层断面的二维数据用于驱动控制激光光束,扫射液态光敏树脂,使其固化,以逐层固化的薄层累积成所设计的实体原型,激光快速成型技术较之传统的诸多加工方法展示了以下的优越性:1.可以制成几何形状任意复杂的零件,而不受传统机械加工方法中刀具无法达到某些型面的限制。
2.曲面制造过程中,CAD数据的转化(分层)可百分之百地全自动完成,而不靠数控切削加工中需要高级工程人员数天复杂的人工辅助劳动才能转化为完全的工艺数控代码。
3. 不需要传统的刀具或工装等生产准备工作。
任意复杂零件的加工只需在一台设备上完成,因而大大地缩短了新产品的开发成本和周期,其加工效率亦远胜于数控加工。
4.设备购置投资低于数控机床。
目前激光快速成型技术在制造业中已成熟地应用于以下领域:产品设计评估与校审RP技术将CAD的设计构想快速、精确、而又经济地生成可触摸的物理实体。