基于PLC的自动送料小车控制设计
- 格式:doc
- 大小:984.50 KB
- 文档页数:37
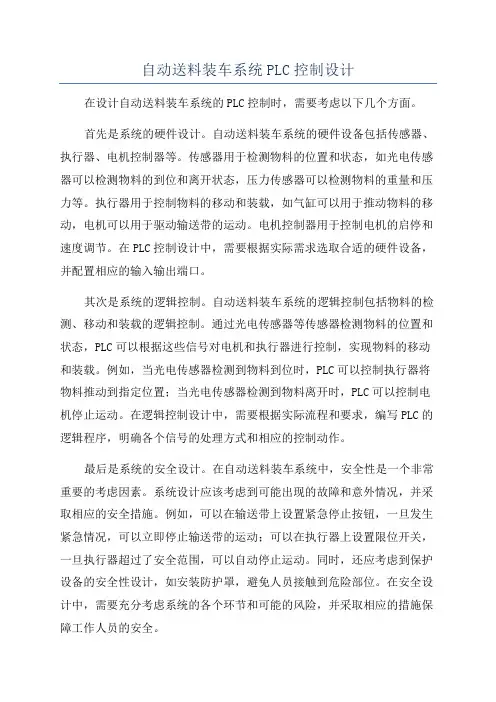
自动送料装车系统PLC控制设计在设计自动送料装车系统的PLC控制时,需要考虑以下几个方面。
首先是系统的硬件设计。
自动送料装车系统的硬件设备包括传感器、执行器、电机控制器等。
传感器用于检测物料的位置和状态,如光电传感器可以检测物料的到位和离开状态,压力传感器可以检测物料的重量和压力等。
执行器用于控制物料的移动和装载,如气缸可以用于推动物料的移动,电机可以用于驱动输送带的运动。
电机控制器用于控制电机的启停和速度调节。
在PLC控制设计中,需要根据实际需求选取合适的硬件设备,并配置相应的输入输出端口。
其次是系统的逻辑控制。
自动送料装车系统的逻辑控制包括物料的检测、移动和装载的逻辑控制。
通过光电传感器等传感器检测物料的位置和状态,PLC可以根据这些信号对电机和执行器进行控制,实现物料的移动和装载。
例如,当光电传感器检测到物料到位时,PLC可以控制执行器将物料推动到指定位置;当光电传感器检测到物料离开时,PLC可以控制电机停止运动。
在逻辑控制设计中,需要根据实际流程和要求,编写PLC的逻辑程序,明确各个信号的处理方式和相应的控制动作。
最后是系统的安全设计。
在自动送料装车系统中,安全性是一个非常重要的考虑因素。
系统设计应该考虑到可能出现的故障和意外情况,并采取相应的安全措施。
例如,可以在输送带上设置紧急停止按钮,一旦发生紧急情况,可以立即停止输送带的运动;可以在执行器上设置限位开关,一旦执行器超过了安全范围,可以自动停止运动。
同时,还应考虑到保护设备的安全性设计,如安装防护罩,避免人员接触到危险部位。
在安全设计中,需要充分考虑系统的各个环节和可能的风险,并采取相应的措施保障工作人员的安全。
综上所述,自动送料装车系统的PLC控制设计主要包括硬件设计、逻辑控制和安全设计。
通过科学合理地设计PLC控制系统,可以提高自动送料装车系统的稳定性和效率,实现工业生产的自动化控制。
本科毕业设计(论文)题目基于PLC的机械小车运料自动控制系统院(系部)专业名称年级班级学生姓名指导教师2013 年 5 月14日年摘要早期的机械运料小车电气控制系统大多为继电器-接触器组成的复杂系统,这种系统存在设计周期长、体积大、成本高等缺点,几乎无数据处理和通信功能,还必须有专人负责操作。
将PLC应用到机械运料小车电气控制系统,可实现机械运料小车的自动化控制,降低系统的运行费用,节省劳力。
PLC机械运料小车电气控制系统具有连线简单、控制速度快,精度高,可靠性和可维护性好,安装、维修和改造方便等优点。
本设计以PLC控制技术为核心,采用德国西门子S7-200的PLC,论述了机械运料小车控制系统的软硬件设计方案及其控制原理,实现了机械运料小车的自动控制。
通过实际应用,说明所设计的控制系统运行可靠,满足了实际需要。
关键词:PLC 机械运料小车自动化控制AbstractMost of the early mechanical the car transporter electrical control system relay - contactor complex system composed of, such a system design cycle, bulky, cost disadvantages, almost no data processing and communications functions, there must also be the person responsible for the operation. PLC application to mechanical car transporter electrical control system can achieve the mechanical car transporter automation control, reduce system operating costs, labor-saving. PLC mechanical car transporter electrical control system has a simple connection, control speed, high precision, reliability and maintainability, easy installation, maintenance and renovation.The design of PLC control technology as the core, with Germany's Siemens S7-200 PLC, discusses the mechanical car transporter control system hardware and software design and its control principle, to achieve a mechanical automatic control of the car transporter. Through the practical application of the design of the control system is reliable, meet the actual needs.Key words:PLC mechanical car transporter automation control目录前言 (1)1.1设计背景及意义 (1)1.2设计取得的成果 (3)2 PLC概述 (4)2.1PLC的产生与定义 (4)2.1.1 PLC的产生 (4)2.1.2 PLC的定义 (4)2.2PLC的发展及趋势 (5)2.3PLC的特点及其功能 (7)2.3.1 PLC的基本特点 (7)2.3.2 PLC的功能 (8)2.3.3 PLC与DCS、工业PC (8)2.4PLC的基本组成及其各部分作用 (9)2.5PLC的工作原理 (11)2.6PLC的工作过程 (12)3 方案设计 (13)3.1方案的比较 (13)3.2系统描述 (14)3.3控制要求 (14)3.4主要电气元件的配置 (15)3.5PLC机型的选择 (17)4 PLC控制系统硬件设计 (19)4.1系统主回路与控制回路的设计 (19)4.1.1硬件设计概述 (19)4.1.2 系统主回路设计 (19)总体电路图见附录1 (20)4.2机械运料小车控制系统的实现原理 (20)4.2PLC的外部接线图 (22)根据机械运料小车的工作原理和I/O地址分配表画出PLC的外部接线图,如下: (22)5 PLC控制系统的软件设计 (24)5.1S7程序设计的基本步骤 (24)5.1控制系统的顺序功能图 (24)5.2控制系统的梯形图 (25)7 STEP7-MICRO/WIN编程软件的应用 (27)结束语 (30)致谢 (32)参考文献 (34)附录: (35)外文资料与中文翻译 (35)前言1.1 设计背景及意义PLC控制系统的应用几乎涵盖了工农业生产和人类生活的各个领域。

基于运料小车自动往返顺序控制的plc程序设计基于运料小车自动往返顺序控制系统6.22.20151.运料小车的发展概况工厂运输现大多采用地面运输,地面运输主要采用叉车及手推运料小车,叉车需专人驾驶且无固定轨道,在车间内运行极不安全,手推运料小车需人为动力,劳动强度大,运输效率低。
随着经济的发展,运料小车不断扩大到工业运输的各个领域,从手动到自动,逐渐形成了机械化、自动化。
早期运料小车电气控制系统多为继电器-接触器组成的复杂系统,这种系统存在设计周期长、体积大、成本高等缺陷,几乎无数据处理和通信功能,必须有专人负责操作。
后来,单片机应用到运料小车控制系统中。
但是单片机开发周期长,使用难,开发成本高,批量成本低,对人要求高,而且其稳定性不够高。
由于PLC 开发周期短,使用容易,开发成本低,批量成本高,对操作人员技术要求要求不高,并且稳定性好,抗干扰能力强,使得对基于PLC的运料小车控制系统的开发研究逐步加强。
PLC(Programmable Logical Controller)是20世纪70年代以来以微处理器为核心,综合计算机技术、自动控制技术和通信技术发展起来的一种新型工业自动控制装置。
由于它具有功能强、可靠性高、配置灵活、使用方便以及体积小、重量轻等优点,使其在自动化控制的各个领域中得到了广泛的应用。
将PLC应用到运料小车电气控制系统,可实现运料小车的自动化控制。
降并且,控制系统具有连线简单,自动控制,控制速度快,精度高,可靠性和可维护性好,安装、维修和改造方便可以降低系统的运行费用等优点,低系统的运行费用。
- 1 -基于运料小车自动往返顺序控制系统6.22.20152.可编程控制器(PLC)概述2.1 PLC的概述PLC即可编程控制器(Programmable logic Controller,是指以计算机技术为基础的新型工业控制装置。
在1987年国际电工委员会(International Electrical Committee)颁布的PLC标准草案中对PLC做了如下定义:“PLC是一种专门为在工业环境下应用而设计的数字运算操作的电子装置。
基于S7-1500PLC的运料小车自动化控制摘要运料小车在现代化生产线上的应用非常广泛,负责原料的接收和输送。
对于运料小车的走行普遍采用PLC自动化控制,是工业自动化的一个典型应用,从而在工业生产过程中提高劳动生产效率,降低生产成本。
我们这个项目就是设计、开发一套完整的运料小车控制系统,模拟运料现车在实际工业生产中的运行,完成对运料小车的自动化控制。
关键词:PLC,运料小车,自动化研究背景随着科学技术的发展,社会对生产自动化的要求越来越高,原有的生产设备已经不能满足自动化生产的需求,,在自动化生产过程中,运料是一个十分重要的过程。
为了节省人力资源,经济资源。
基于PLC运料小车控制系统能够解决这个问题,因此项目设计具有了现实可实现性。
设计条件:运用S7-1500PLC设计运料小车控制系统,拟定以此作为核心完成对运料小车的走行,进行自动化控制。
包括工位检测、工位指示、运料小车的启停、电机的正、反转控制、定时接料、走行周期的计数等。
设计要求:1. 按下“启动”按钮,运料小车复位:即无论运料小车在任何位置,都将运行至原位位置(正转);2. 运料小车在原位位置SQ1,延时5秒后,运行至卸料位置SQ2(反转)停止;延时5秒后,运行至料斗位置SQ3(反转)停止;延时5秒后,运行至清洗位置SQ4(反转)停止;延时5秒后,返回至原位位置SQ1 (正转);3. 重复2,往复运行;4. 运料小车运行至SQ1-SQ4 4个位置时,相应位置的L1-L4指示灯以2HZ 频率闪烁;5. 计数:按下“启动”,计数清零;从SQ1-SQ4往复一次,计数加1;运料小车往复运行2次后,在SQ1位置自动停止。
6. 运行过程中按下“停止”按钮时,运料小车停止运行。
设备选型:根据设计要求,考虑到控制系统的先进性,PLC控制系统采用西门子的SIMATIC S7-1500控制器,这是西门子公司新一代的控制器,性能强大且高效,是西门子公司主推的未来主流产品。
基于PLC的自动送料装车控制系统设计摘要可编程序逻辑控制器(Programmable logic controller)简称PLC,由于PLC的可靠性高、环境适应性强、灵活通用、使用方便、维护简单,所以PLC的应用领域在迅速扩大。
尤其是近几年来,PLC的成本下降,功能又不段增强,所以,目前PLC在国内外已被广泛应用于各个行业。
本设计是为了实现送料小车的手动和自动化的转化,改变以往小车的单纯手动送料,减少了劳动力,提高了生产效率,实现了自动化生产。
而且本送料小车的设计是由于工作环境恶劣,不允许人进入工作环境的情况下而产生的。
首先,用PLC编程实现送料系统的基本功能。
其次,画出组态仿真画面,定义组态变量,对组态中的一些基本量如(管道中物料的流动)进行仿真。
然后,把PLC程序和组态结合,通过数据连接,实现通信。
最后,运行PLC程序及组态仿真程序,实现组态对整个系统实时监控。
在实现组态控制时,本文详细的介绍了组态王软件的编程及通信,使读者很容易的了解组态王软件运行仿真过程。
关键词:PLC,组态王,监控,仿真Design of automatic loading control system based onPLCABSTRACTProgrammable logic controller referred to PLC ,because of the high reliability PLC adaptability,flexibility,environment,use convenient,simple maintenance,so the application of PLC in the rapidly expanding. Especially in recent years,the cost of PLC down and function increasing,so,at the moment,PLC at home and abroad,has been widely used in various industries.In order to achieve the design of the car feed the transformation of manual and automated,simple to change the past,car manual feed,a reduction of the workforce,increased productivity,automated production! Feeding and the car is designed to be as a result of bad working conditions are not allowed to enter the working environment of the circumstances formed.First, programs with PLC realizes feed system's basic function. Next, draws the configuration simulation picture, the definition configuration variable, like (in pipeline material flowing) carries on the simulation to configuration some fundamental quantities. Then, the PLC procedure and the configuration union, through the data connection, realizes the correspondence. Finally, moves the PLC procedure and the configuration simulated program, realizes the configuration real-time monitoring overall system. When realizes the configuration control, this article detailed introduction configuration king software's programming and the correspondence, caused the reader very easy to understand the configuration king software movement simulation process.KEY WORDS: PLC, configuration, monitoring, simulation目录前言 (1)第1章概述 (2)1.1可编程控制技术的发展状况 (2)1.2基于PLC控制的自动送料装车系统简介 (3)1.3PLC的特点 (3)1.4PLC的应用领域 (4)第2章系统硬件设计 (6)2.1系统硬件的设计 (6)2.1.1自动送料装车系统控制工艺要求 (6)2.1.2主电路的设计 (7)2.1.3 I/O地址分配 (7)2.1.4 PLC外部接线图的设计 (8)第3章系统软件设计 (10)3.1系统功能的分析与设计 (10)3.2系统结构的分析与设计 (11)3.2.1 I/O信号的分析与设计 (11)3.2.2数据结构的分析与设计 (12)3.3程序设计的常用方法 (12)3.4PLC程序设计 (14)3.4.1 PLC程序流程图 (14)3.4.2 PLC梯形图设计 (15)3.5组态监控系统设计 (17)3.5.1 监控系统的形成背景 (17)3.5.2 组态王工程的建立 (18)3.5.3 组态画面的建立 (20)3.5 4 定义IO设备 (23)3.5.5 构造数据库 (24)3.5.6 建立动画连接 (26)3.5.7 应用程序命令语言 (27)第4章系统软硬件调试 (30)4.1软件调试概述 (30)4.2通信协议 (31)4.3PLC软件测试 (32)4.3.1 PLC程序的模拟调试 (32)4.3.2 PLC程序下载 (32)4.4组态调试 (34)4.4.1 组态通讯调试 (34)4.4.2 组态监控仿真 (35)4.4.3 导航菜单 (37)结论 (39)谢辞 (41)参考文献 (42)外文资料翻译 (43)前言1968年,美国通用汽车公司首先提出可编程控制器的概念。
目录一、绪论 01.1.选题意义 01.2.运料小车发展历史及现状 01.3.课题的意义及应用 (1)二、PLC应用 (3)2.1 PLC的定义、硬件结构、工作原理以及系统设计 (3)2.1.1 PLC的定义 (3)2.1.2 PLC的硬件结构 (3)2.1.3 PLC的工作原理 (4)2.1.4PLC的系统设计 (5)2.2系统的资源分配 (7)2.2.1系统的I/O资源分配 (7)2.3系统PLC的具体设计 (8)2.3.1系统顺序流程图 (9)2.3.2系统梯形图 (9)2.3.3系统的语句表(STL) (11)三、运料小车的硬件设计 (15)3.1小车运行示意图 (15)3.2系统工作原理分析及要求 (15)3.3小车运行分析 (15)3.4运料小车硬件介绍 (17)四、工作总结 (19)4.1设计总结 (19)4.1.1小车的优缺点分析 (19)4.1.2设计的改进及推广 (19)参考文献 (21)基于PLC的自动运料小车设计摘要PLC(Programmable controller)是可编程序控制器的简称,定义为“一种数字运算操作的电子系统,专为工业环境下应用而设计”。
是为了满足人们对控制装的提出的经济、可靠、通用、易变、易修而应运而生的。
故而在PLC被设计出制造出来之后,得到了非常广泛的应用。
并且由于应用领域的及用途不断扩大,PLC自身也在这种情势发展迅猛。
致使PLC在制作成本持续下降的前提下,保持着提高集成度、缩小体积、加大自身容量、提升运行速度、方便使用和综合性能加强的发展趋势。
当前由于PLC具有的价格低廉、可靠性高、适用性强、使用简单灵活、维护和修改方便等优点,在世界围的各个行业领域得到了广泛的应用。
由于国制造业的迅猛发展,传统的人工运输生产材料方式已成为提高生产力的桎梏,而本设计中将运料小车这一重要生产工具由手动变为自动化,在大大的提高生产效率的同时,还解放了劳动力、保障了生产安全、降低了生产对于环境的要求,并在一定程度上提高了生产自动化的程度。
基于PLC的自动送料装车控制系统设计摘要可编程序逻辑控制器(Programmable logic controller)简称PLC,由于PLC的可靠性高、环境适应性强、灵活通用、使用方便、维护简单,所以PLC的应用领域在迅速扩大。
尤其是近几年来,PLC的成本下降,功能又不段增强,所以,目前PLC在国内外已被广泛应用于各个行业。
本设计是为了实现送料小车的手动和自动化的转化,改变以往小车的单纯手动送料,减少了劳动力,提高了生产效率,实现了自动化生产。
而且本送料小车的设计是由于工作环境恶劣,不允许人进入工作环境的情况下而产生的。
首先,用PLC编程实现送料系统的基本功能。
其次,画出组态仿真画面,定义组态变量,对组态中的一些基本量如(管道中物料的流动)进行仿真。
然后,把PLC程序和组态结合,通过数据连接,实现通信。
最后,运行PLC程序及组态仿真程序,实现组态对整个系统实时监控。
在实现组态控制时,本文详细的介绍了组态王软件的编程及通信,使读者很容易的了解组态王软件运行仿真过程。
关键词:PLC,组态王,监控,仿真Design of automatic loading control system based onPLCABSTRACTProgrammable logic controller referred to PLC ,because of the high reliability PLC adaptability,flexibility,environment,use convenient,simple maintenance,so the application of PLC in the rapidly expanding. Especially in recent years,the cost of PLC down and function increasing,so,at the moment,PLC at home and abroad,has been widely used in various industries.In order to achieve the design of the car feed the transformation of manual and automated,simple to change the past,car manual feed,a reduction of the workforce,increased productivity,automated production! Feeding and the car is designed to be as a result of bad working conditions are not allowed to enter the working environment of the circumstances formed.First, programs with PLC realizes feed system's basic function. Next, draws the configuration simulation picture, the definition configuration variable, like (in pipeline material flowing) carries on the simulation to configuration some fundamental quantities. Then, the PLC procedure and the configuration union, through the data connection, realizes the correspondence. Finally, moves the PLC procedure and the configuration simulated program, realizes the configuration real-time monitoring overall system. When realizes the configuration control, this article detailed introduction configuration king software's programming and the correspondence, caused the reader very easy to understand the configuration king software movement simulation process.KEY WORDS: PLC, configuration, monitoring, simulation目录前言 (1)第1章概述 (2)1.1可编程控制技术的发展状况 (2)1.2基于PLC控制的自动送料装车系统简介 (3)1.3PLC的特点 (3)1.4PLC的应用领域 (4)第2章系统硬件设计 (6)2.1系统硬件的设计 (6)2.1.1自动送料装车系统控制工艺要求 (6)2.1.2主电路的设计 (7)2.1.3 I/O地址分配 (8)2.1.4 PLC外部接线图的设计 (9)第3章系统软件设计 (10)3.1系统功能的分析与设计 (10)3.2系统结构的分析与设计 (11)3.2.1 I/O信号的分析与设计 (12)3.2.2数据结构的分析与设计 (12)3.3程序设计的常用方法 (13)3.4PLC程序设计 (14)3.4.1 PLC程序流程图 (15)3.4.2 PLC梯形图设计 (15)3.5组态监控系统设计 (18)3.5.1 监控系统的形成背景 (18)3.5.2 组态王工程的建立 (19)3.5.3 组态画面的建立 (21)3.5 4 定义IO设备 (24)3.5.5 构造数据库 (25)3.5.6 建立动画连接 (27)3.5.7 应用程序命令语言 (28)第4章系统软硬件调试 (31)4.1软件调试概述 (31)4.2通信协议 (32)4.3PLC软件测试 (33)4.3.1 PLC程序的模拟调试 (33)4.3.2 PLC程序下载 (33)4.4组态调试 (35)4.4.1 组态通讯调试 (35)4.4.2 组态监控仿真 (37)4.4.3 导航菜单 (39)结论 (40)谢辞 (42)参考文献 (43)外文资料翻译 (44)前言1968年,美国通用汽车公司首先提出可编程控制器的概念。
贵州航天职业技术学院毕业论文 (设计) 题目:PLC控制的自动送料小车系统设计摘要:在发展快速的各行各业中,机械产品的不断更新,控制系统的发展已经很成熟,越来越多的工厂设备采用PLC,因此自动化程度越来越高。
PLC是专门为在工业环境下应用而设计的数字运算操作的电子装置。
它采用可以编制程序的存储器,用来在其内部存储执行逻辑运算、顺序运算、计时、计数和算术运算等操作的指令,并能通过数字式或模拟式的输入和输出,控制各种类型的机械或生产过程。
因此送料小车控制系统选用了PLC控制。
只需要完成编程就能让小车自主工作。
送料小车性能的好坏与控制系统性有着直接的关系。
程序设计我使用了分步进行的思路,将复杂简单化。
并且在修改时只需要针对性修改,不会影响到其他设计程序。
使得程序的设计、修改和故障查找工作大为简化。
在设计该PLC送料小车设计程序的同时总结了以往PLC送料小车设计程序的一般方法、步骤,并且把以前学过的基础课程融汇到本次设计当中来,更加深入的理解了PLC知识。
【关键词】PLC 送料小车控制程序设计目录第1章送料小车PLC控制系统作用 (1)1.1控制系统在送料小车中的作用 (1)1.2送料小车工作流程 (1)第2章小车系统方案的选型 (2)2.1可编程控制器PLC的优点 (2)2.2系统方案的确定与要求 (3)第3章运料小车PLC控制系统设计 (4)3.1控制系统I/O分配表 (4)3.2PLC端子接线图 (4)3.3控制系统工作流程图设计 (5)3.4系统梯形图设计 (6)3.5自动送料小车程序仿真验证 (9)总结 (10)致谢 (11)参考文献 (12)附录 (13)第1章送料小车PLC控制系统作用1.1控制系统在送料小车中的作用在社会发展的趋势下,一切自动化的机械产品都是为了尽可能的低成本,提高生产效率,减轻劳动人民的负担,使生产自动化,然而这就离不开控制系统。
生产线的核心在于控制系统,对于生产线来说是起到指挥的作用。
一、控制要求1.1 控制对象介绍自动送料装车系统是用于物料输送的流水线设备,主要是用于煤粉、细砂等材料的运输。
自动送料装车系统一般是由给料器、传送带、小车等单体设备组合来完成特定的过程。
这类系统的控制需要动作稳定,具备连续可靠工作的能力。
通过三台电机和三个传送带、料斗、小车等的配合,才能稳定、有效率地进行自动送料装车过程。
如下图所示:1.2 控制原理自动送料装车系统是通过电机和限位开关来控制的。
称重开关S2控制汽车开来或开走。
三台电机控制三个传送带。
进料开关K1控制控制进料与否。
检测开关S1控制料斗中物料的空满。
另外,在S2处增设两个七段数码管,用来统计每日的装车数。
装车数的统计采用脉冲计数的方法进行。
脉冲计数方法是当装料车装满时S2断开后,开始定时放送脉冲;当S2闭合时停止发送脉冲。
一个脉冲的宽度即为一辆汽车。
用两个数码管计数,所计的数即为装车数。
当S2接通时,红灯L1亮,绿灯L2灭,传送电动机M3运行,传送电动机M2延迟M3电动机2S运行,送料电动机M1延迟M2电动机2S运行,料斗K2延迟M2电动机2S打开出料。
当料满后(S2断开后),料斗K2关闭,电动机M1延时2S后关断,M2在M1停后2S后停止,M3在M2停止后2S后停止,L2灯亮,L1灯灭,此时汽车可以开走。
1.3 自动送料装车系统的启停过程示意图该图中从上到下是启动顺序,从下到上是停止顺序。
1.4 控制要求初始状态:红灯L1灭,绿灯L2亮,表示允许汽车开进装料,料斗K2,电动机M1,M2,M3皆为OFF。
当汽车到来时(S2接通表示),L1亮,L2灭,M3运行,电动机M2在M3通2S后运行,M1在M2通2S后运行,K2在M1通2S后打开出料。
当物料满后(用S2断开表示),料斗K2关闭,电动机M1延时2S后关断,M2在M1停2S后停止,M3在M2停2S后停止,L2亮,L1灭,表示汽车可以开走。
设计要求:当料不满(S1为OFF,灯灭),料斗开关K2关闭(OFF),灯灭,不出料,进料开关K1打开(K1为ON)进料,否则不进料。
目录引言 ........................................................... I 1设计任务与要求 (1)2PLC控制系统的硬件设计 (2)2.1PLC机型的选择 (2)2.2PLC容量估算 (3)2.3系统I/O地址的分配 (3)2.4安全回路设计 (4)2.5计算机和PLC的链接通信 (5)3运料小车PLC控制的软件设计 (5)STEP7-M ICRO/WIN编程软件 (6)运料小车控制梯形图设计 (7)运料小车控制语句表设计 (9)运料小车PLC控制设计说明 (11)4 PLC控制系统的抗干扰性设计 (11)4.1抗电源干扰的措施 (12)控制系统的接地设计 (12)防I/O干扰的措施 (13)5 PLC控制系统的调试 (13)6小结 (14)7参考文献 (14)引言运料小车自动控制随着经济的发展,运料小车不断扩大到各个领域,从手动到自动,逐渐形成了机械化,自动化。
将PLC应用到运料小车电气控制系统,可实现运料小车的自动化控制,降低系统的运行费用。
它功能强大,可扩展到128I/O点。
且能增加特殊功能模块或扩展板。
PLC在运料小车控制系统中的应用,具有巨大的经济和社会价值。
本文以PLC控制技术为核心,采用SIEMENS公司的S7-200系列的PLC,论述了运料小车控制的软硬件设计方案及其控制原理,实现了运料小车自动控制。
1 设计任务与要求(1)设计任务某自动生产线上运料小车的运动如图1.1所示:图1.1 运料小车示意图运料小车由一台三相异步电动机拖动,电机正转,小车向右行,电机反转,小向左行。
电动机正反转图如图1.2所示:在生产线上有5个编号为l ~5的站点供小车停靠,在每一个停靠站安装一个行程开关以监测小车是否到达该站点。
对小车的控制除了启动按钮和停止按钮之外,还设有5个呼叫按钮开关(SB1~SB5)分别与5个停靠站点相对应。
图1.2 三相异步电动机正反转主电路图 自动化生产运料小车1号_____2号站 4号站 3号站 5号站(2)设计要求1)按下启动按钮,系统开始工作,按下停止按钮,系统停止工作;2)当小车当前所处停靠站的编码小于呼叫按钮SB的编码时,小车向右运行,运行到呼叫按钮SB所对应的停靠站时停止;3)当小车当前所处停靠站的编码大于呼叫按钮SB的编码时,小车向左行,运行到呼叫按钮SB所对应的停靠站时停止;4)当小车当前所处停靠站的编码等于呼叫按钮SB的编码时,小车保持不动;5)呼叫按钮开关SB1~SB5应具有互锁功能,先按下者优先。