机械知识基础学习-公差与测量技术.共90页文档
- 格式:ppt
- 大小:8.06 MB
- 文档页数:90


第7*机械象件掃决側量基础如钦轴类零件箱体类零件第7章机碱象件楕决側量基舷扣篠第1节公差.配合与粗糙度第2节测量工具和测量仪器第1节极限.配合与粗糙度工件加工时不可能做的绝对准确,总有误差存在,工件的误差可分为:尺寸误差和几何形状误差。
尺寸误差壬件加工后的实际尺寸与理想尺寸之差。
2.几何形状误差(1)宏观几何误差(2)微观几何误差(3)相对位置误差3.公差、公差是允许工件尺寸■几何形状和相互位置变动的范9>用以限制误差。
误差是在加工过程中产生的<而公差是由设计人员给定的。
035+8 咖! 1035 二幣上极限尺寸(35.025)丁极限尺寸(35) 』L公差T(0.025)丁上极跟備差(+0.025)下极限偏羞(0)1.1.1茹!®3«卅舛Nawk1.1茹遍JJT!"卜-极限尺寸3(34.950)£删趴寸(34 •血j公称尺寸(35}上极限偏差(一0.025)下极限偏差(一乔旳) 轴公差T3.025)1、尺寸:用特定单位表示长度值的数字。
在机械制造中_ 般以毫米(mm)作为单位。
2、公称尺寸:设计给定的尺寸,它的数值一般应按标准长度、标准直径的数值进行圆整。
d表示轴径、D表示孔径。
3、极限尺寸:允许尺寸变化的最大值或最小值。
它们是以公称尺寸为基数来确定的。
尺寸的最大值为上极限尺寸用Hmax或Dmax輕西,尺寸的最小值为下极限尺寸用dmin或Dmin表示。
4.偏差:极限尺寸减其公称尺寸所得的代数差。
尺寸偏差分为上极限偏差和下极限偏差两种,即:孔的尺寸偏差为ES(上偏差)二Dmax・DEI (下偏差)二Dmin・D 轴的尺寸偏差为es (上偏差)=dmax・d ei (下偏差)二dmirvd5.公差T :允许尺寸的变动量。
公差等于最大极限尺寸减去最小极限尺寸之差的绝对值或耆是上偏差减去下偏差之差的绝对值,公差不可能是负值,同时也不允许为零。
即孔的公差TD=|ES-EI|轴的公差Td=| es- ei|6.零线.公差带和公差带图零线是在公差带图中,确定偏差时的一条基准线。
机械公差基础知识
嘿,朋友们!今天咱就来聊聊“机械公差基础知识”。
啥是机械公差呢?就好比你和朋友约好下午两点见面,你可能一点五十就到了,也可能两点零五分才到,这中间的几分钟差距就是公差啦!(你想想看,约会迟到几分钟和机械公差是不是有点像呀。
)
在机械制造中,公差那可太重要啦!如果没有公差的概念,那生产出来的零件可就五花八门了,根本装不到一起去呀!比如说,一个螺丝和螺母,要是公差乱七八糟,那怎么可能拧得上去呢?这不就成了大麻烦!(就好比你穿鞋子,一只大一只小,能舒服地走路吗?肯定不行啊!)
咱们来具体说说公差的几种类型吧。
有尺寸公差,就像你做蛋糕,要求每个蛋糕大小都差不多,不能相差太大嘛。
(想想看,你买蛋糕,总不希望一个超级大一个超级小吧!)还有形状公差,零件的形状也得在一定范围内才行呀,不能歪七扭八的吧!(这就像画一个圆,总不能画成个椭圆吧。
)
再说说公差的作用。
它能保证机械产品的质量呀!让机器运行得更顺畅。
(就好像球队里每个队员都要各司其职,才能赢得比赛一样。
)而且通过合理控制公差,还能降低成本呢!
所以啊,机械公差基础知识可真是个宝啊!咱们可得好好掌握它。
不管是生产零件的工人,还是设计机械的工程师,都得把它当回事儿。
只有这样,才能制造出高质量的机械产品,让我们的生活更美好!我的观点很明确,那就是机械公差基础知识超级重要,谁也不能小瞧它!。
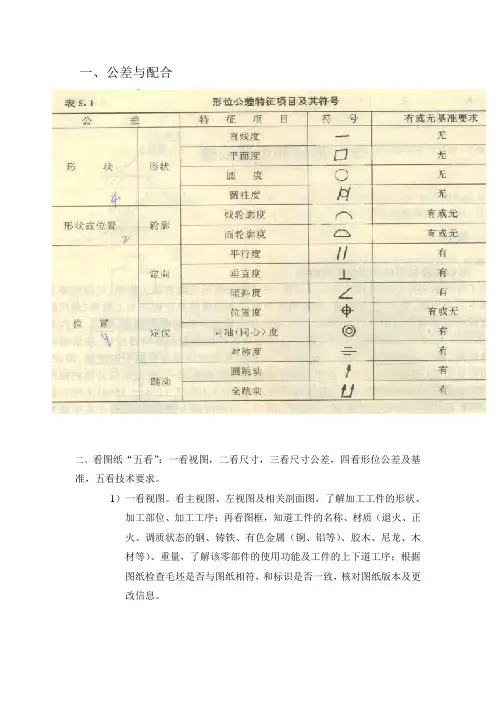
一、公差与配合二、看图纸“五看”:一看视图,二看尺寸,三看尺寸公差,四看形位公差及基准,五看技术要求。
1)一看视图。
看主视图、左视图及相关剖面图,了解加工工件的形状、加工部位、加工工序;再看图框,知道工件的名称、材质(退火、正火、调质状态的钢、铸铁、有色金属(铜、铝等)、胶木、尼龙、木材等)、重量,了解该零部件的使用功能及工件的上下道工序;根据图纸检查毛坯是否与图纸相符,和标识是否一致,核对图纸版本及更改信息。
2)二看尺寸。
看图纸的主要尺寸:长度、外圆、内径,并根据尺寸核对毛坯的余量情况,及时发现问题并反映问题;看本道工序的加工部分,特别注意一些特殊要求如:螺纹(内外螺纹、左右旋向、螺距、粗细牙、管螺纹、T型螺纹等信息要求)、R角、成形面(锥面、球面)、切槽、滚花。
3)三看尺寸公差。
尺寸公差包括内径、外圆尺寸公差,长度尺寸公差,成形面粗糙度公差,螺纹等级公差等。
公差可反映出该部位的重要性、加工方式、工艺方法等信息。
4)四看形位公差。
形位公差包括形状公差和位置公差。
形状公差主要指加工面(部位)自身的形状误差范围,形状公差主要指加工部位相对于其他加工面的相对误差允许范围,它多以设计基准、工艺基准做为基准面。
5)五看技术要求。
技术要求对加工工艺、加工精度、装配、焊接要求、涂覆、包装、防护、标准等方面做的具体要求。
2、加工前准备。
根据图纸信息刀具、量具、工艺文件、更改信息单。
3、加工工艺。
根据五看所获取的信息确定基本的加工工艺,工艺包括工序和工步。
4、岗位基本要求。
1)工件加工后要进行自检。
2)清理毛刺。
3)做好标识(工件标识、检验标识)。
4)做好防护。
5、形位公差与基准。
1)形位公差分为形状公差和位置公差,形状公差是指被测要素自身的形状公差要求,标注方法一般由公差符号和公差带组成。
位置公差又分定向、定位和位置度三类,是指被测要素与基准的相对位置公差要求。
基准分设计基准、工艺基准、装配基准,往往三者是一致的。

编号:
机械公差、配合与技术测量专业知识复习大纲
(一)、复习内容
1、互换性的基本概念
互换性的概念、意义、分类及在机械制造业中的应用。
优先数与优先数系
2、零件的加工误差和公差
尺寸、基本尺寸、实际尺寸、极限尺寸、尺寸偏差、尺寸公差、公差带、标准公差公差等级。
线性尺寸的一般公差
3、极限与配合
配合、间隙配合、过渡配合、过盈配合、配合公差、基轴制、机孔制的概念及应用常用尺寸孔、轴的公差与配合
公差配合的选用
4、测量技术基础
长度计量单位和基准量值的传递
测量器具和测量方法
测量误差的基本知识(测量误差、准确度测量精密度、随机误差、测量正确度、系统误差)
测量器具的选择(检测设备的选配原则)
汽车制造检测技术的新发展
5、形位公差
形状误差、位置误差概念
形状和位置公差的标注方法
形状和位置公差带
公差原则
形位公差的等级与公差值
形位误差的检测
形位公差的选用
6、表面粗糙度
概念
表面粗糙度的评定标准
表面粗糙度的选择
表面粗糙度的测量
7、量具
8、尺寸链及其计算
(二)、参考资料
1.《互换性与测量技术基础》(上下册)李柱主编计量出版社
2.《公差配合与测量技术》胡照海主编人民邮电出版社
3.《公差配合与测量》张美芸等主编北京理工大学出版社
4.《形位公差应用技术问答》付成昌付晓燕编著机械工业出版社。
机械制图基础知识,公差配合与技术测量技术,标准公差和基本偏差一、标准公差1.标准公差等级:确定尺寸精确程度的等级。
国家标准设置了20个公差等级。
2.公称尺寸分段:从理论上讲,同一公差等级的标准公差数值也应随公称尺寸的增大而增大。
尺寸分段后,同一尺寸段内所有的公称尺寸,在相同公差等级的情况下,具有相同的公差值。
二、基本偏差1.基本偏差及其代号基本偏差——国家标准《极限与配合》中所规定的,用以确定公差带相对于零线位置的上偏差或下偏差。
基本偏差的代号:用拉丁字母表示,大写字母表示孔的基本偏差,小写字母表示轴的基本偏差。
2.基本偏差系列图及其特征(1)孔和轴同字母的基本偏差相对零线基本呈对称分布。
(2)在基本偏差数值表中将js划归为上偏差,将JS划归为下偏差。
(3)代号k、K和N随公差等级的不同而基本偏差数值有两种不同的情况(K、k可为正值或零值,N可为负值或零值),而代号M的基本偏差数值随公差等级不同则有三种不同的情况(正值、负值或零值)。
(4)代号j、J及P~ZC的基本偏差数值与公差等级有关。
三、公差带1.公差带代号孔、轴公差带代号由基本偏差代号与公差等级数字组成。
例如:孔公差带代号 H9、D9、B11、S7、T7轴公差带代号 h6、d8、k6、s6、u62.图样上标注尺寸公差的方法公称尺寸与公差带代号表示公称尺寸与极限偏差表示公称尺寸与公差带代号、极限偏差共同表示ф 40G7只标注公差带代号的方法(适用于大批量的生产要求)只标注上、下极限偏差数值的方法(适用于单件或小批量的生产要求)公差带代号与极限偏差值共同标注的方法(适用于批量不定的生产要求)3.公差带系列四、孔、轴极限偏差数值的确定1.基本偏差的数值(1)基本偏差代号有大、小写之分,大写的查孔的基本偏差数值表,小写的查轴的基本偏差数值表。
(2)查公称尺寸时,对于处于公称尺寸段界限位置上的公称尺寸该属于哪个尺寸段,不要弄错。
(3)分清基本偏差是上极限偏差还是下极限偏差。
公差与测量技术知识点一、公差的概念公差是指在工业生产中,为了保证产品的质量和互换性,对零件尺寸、形状等要素所规定的允许偏差范围。
公差是在设计和制造过程中确定的,它是指允许的最大偏差和最小偏差之间的范围。
二、公差分类1. 尺寸公差:即零件尺寸与其设计尺寸之间的允许偏差范围。
2. 形位公差:即零件位置关系与设计位置关系之间的允许偏差范围。
3. 转动配合公差:即轴与孔配合关系中,轴和孔之间的允许偏差范围。
4. 精度等级:用于表示零件制造精度和加工精度等级,通常用数字表示。
三、测量技术知识点1. 测量工具常见测量工具有游标卡尺、外径卡尺、深度卡尺、高度规等。
不同类型的测量工具适用于不同类型的测量任务。
2. 测量误差测量误差是指实际测量值与真实值之间的差异。
测量误差可以由多种因素引起,如测量工具的精度、环境条件等。
3. 测量方法常见的测量方法有直接测量法、间接测量法和比较测量法。
直接测量法是指直接用测量工具对零件进行尺寸或位置等方面的测量;间接测量法是指通过计算或推算来得到零件的尺寸或位置等信息;比较测量法是指将待测零件与已知标准进行比较,从而得到其尺寸或位置等信息。
4. 测量精度测量精度是指在一定条件下,所能达到的最小可分辨单位。
常见的表示方式有绝对误差和相对误差。
5. 数据处理数据处理是指通过计算、分析等手段对收集到的数据进行处理,以得出有用信息。
常见数据处理方法包括平均值、标准差、方差等。
四、公差与质检公差在质检中起着重要作用,它可以帮助质检人员确定是否符合产品设计要求。
在质检中,常用的方法包括抽样检验和全检验两种。
1. 抽样检验抽样检验是指从生产批次中随机抽取一定数量的样品进行检验,以判断整个批次的质量是否符合要求。
常见的抽样方法有AQL(接受质量限)和LTPD(拒绝质量限)。
2. 全检验全检验是指对整个生产批次进行逐一检验,以确保每个零件都符合要求。
全检验适用于对产品质量要求非常高的情况。
五、公差与制造公差在制造中也起着重要作用,它可以帮助制造人员确定加工精度和产品互换性。