锅炉厂有限责任公司焊接返修检查记录
- 格式:docx
- 大小:21.83 KB
- 文档页数:1


焊接施工检查记录一、施工概况根据工程进展情况,对焊接施工进行了检查。
本次施工检查主要针对焊接工艺、焊接质量和安全防护等方面进行了全面的评估和检验。
二、焊接工艺1.焊接设备:检查了焊接设备的配备情况,包括焊机、电焊割设备、电源线等,确保设备完好可用,并且符合安全规范。
2.焊工资质:核查了焊工的证书和资质,确保焊工具备相应的技能和经验,能够胜任所负责的焊接工作。
3.焊接材料:检查了焊接材料的质量和规格,确保符合工程要求,并且进行了相应的试验和检测。
三、焊接质量1.焊缝外观:对焊接位置进行了视觉检查,确保焊缝的外观质量良好,无明显裂纹、夹渣和气孔等缺陷。
2.焊接尺寸:测量了焊接尺寸,与设计要求进行对比,确保焊接尺寸符合工程图纸和规范要求。
3.焊接强度:进行了焊接接头的强度试验,确保焊接强度满足工程要求,不会因为焊接质量问题导致工程安全隐患。
四、安全防护1.焊接操作区域:检查了焊接操作区域的布置和标识,确保操作区域有明显的警示标志,并设置了相应的安全防护措施。
2.防护用具:检查了焊工的个人防护用具,包括焊接面罩、焊手套、防护鞋等,确保焊工在操作过程中的人身安全。
五、问题与改进措施1.问题:在检查过程中发现了一些焊接质量问题,主要是焊缝出现了夹渣和气孔等缺陷,需要及时进行修补和改进。
2.改进措施:针对焊接质量问题,将加强焊工培训和技术指导,提高焊工的操作技能和质量意识;加强对焊接材料的选择和试验,确保材料质量符合要求;加强对焊接工艺的管理和控制,确保焊接过程的规范和稳定性。
六、总结通过本次焊接施工检查,发现了一些问题,并制定了相应的改进措施。
下一步将继续加强对焊接工艺和质量的管理和控制,确保焊接工作的质量和安全。
同时,将加强对焊工的培训和技术指导,提高焊工的操作技能和质量意识,为工程的顺利进行提供有力的保障。
焊接施工检查记录一、施工概况本次焊接施工检查记录针对某工程项目的焊接施工进行,该项目是一个钢结构建筑工程。
焊接施工是该项目的重要工序之一,对于保证工程质量和安全性至关重要。
本次检查目的在于确保焊接施工符合相关标准和规范要求,及时发现和纠正施工中的问题,确保施工质量。
二、检查内容本次焊接施工检查内容包括但不限于以下方面:1. 焊接材料的合格证明和焊工的合格证书;2. 焊接设备和工具的合规性和合理性;3. 焊接工艺和参数的合理性和正确性;4. 焊接接头的准确位置和连接质量;5. 焊缝的外观质量和尺寸符合要求;6. 焊接过程中的安全措施是否到位;7. 焊接施工记录的完整性和准确性。
三、检查过程1. 检查焊接材料及焊工资质检查焊接材料的合格证明,确保焊接材料符合相关标准和规范要求。
其次,检查焊工的合格证书,确保焊工具备相应的技术和操作能力。
2. 检查焊接设备和工具检查焊接设备和工具是否符合安全要求,是否经过检测和维护,确保设备和工具的合规性和正常运行。
3. 检查焊接工艺和参数检查焊接工艺和参数是否符合设计要求,包括焊接方法、电流、电压、预热温度等参数是否正确设置。
4. 检查焊接接头和焊缝检查焊接接头的准确位置和连接质量,确保接头的位置符合设计要求,连接质量符合焊接标准。
同时,检查焊缝的外观质量和尺寸,确保焊缝的形状、宽度、高度等符合要求。
5. 检查焊接安全措施检查焊接过程中是否采取了必要的安全措施,如焊接区域的围挡、防护用品的佩戴、灭火器的配备等,确保焊接施工的安全性。
6. 检查焊接施工记录检查焊接施工记录的完整性和准确性,确保记录的内容包括焊接材料、焊工资质、焊接设备、工艺参数、焊接接头、焊缝质量等信息,并确保记录的真实性和可追溯性。
四、检查结果根据以上检查内容,本次焊接施工检查结果如下:1. 焊接材料和焊工的资质证明齐全,符合要求;2. 焊接设备和工具经过检测和维护,符合安全要求;3. 焊接工艺和参数正确设置,符合设计要求;4. 焊接接头的位置准确,连接质量良好;5. 焊缝的外观质量和尺寸符合要求;6. 焊接过程中的安全措施到位,保障焊接施工的安全性;7. 焊接施工记录完整准确,记录内容真实可追溯。
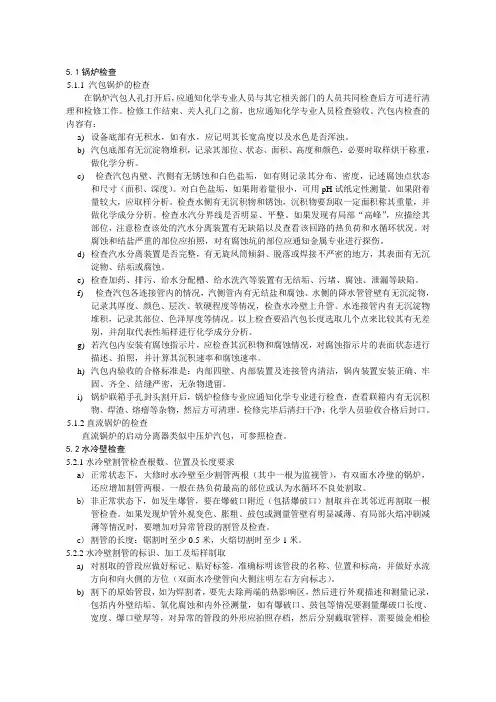
5.1锅炉检查5.1.1 汽包锅炉的检查在锅炉汽包人孔打开后,应通知化学专业人员与其它相关部门的人员共同检查后方可进行清理和检修工作。
检修工作结束、关人孔门之前,也应通知化学专业人员检查验收。
汽包内检查的内容有:a)设备底部有无积水,如有水,应记明其长宽高度以及水色是否浑浊。
b)汽包底部有无沉淀物堆积,记录其部位、状态、面积、高度和颜色,必要时取样烘干称重,做化学分析。
c)检查汽包内壁、汽侧有无锈蚀和白色盐垢,如有则记录其分布、密度,记述腐蚀点状态和尺寸(面积、深度)。
对白色盐垢,如果附着量很小,可用pH试纸定性测量。
如果附着量较大,应取样分析。
检查水侧有无沉积物和锈蚀,沉积物要刮取一定面积称其重量,并做化学成分分析。
检查水汽分界线是否明显、平整。
如果发现有局部“高峰”,应描绘其部位,注意检查该处的汽水分离装置有无缺陷以及查看该回路的热负荷和水循环状况。
对腐蚀和结盐严重的部位应拍照,对有腐蚀坑的部位应通知金属专业进行探伤。
d)检查汽水分离装置是否完整,有无旋风筒倾斜、脱落或焊接不严密的地方,其表面有无沉淀物、结垢或腐蚀。
e)检查加药、排污、给水分配槽、给水洗汽等装置有无结垢、污堵、腐蚀、泄漏等缺陷。
f)检查汽包各连接管内的情况,汽侧管内有无结盐和腐蚀、水侧的降水管管壁有无沉淀物,记录其厚度、颜色、层次、软硬程度等情况,检查水冷壁上升管、水连接管内有无沉淀物堆积,记录其部位、色泽厚度等情况。
以上检查要沿汽包长度选取几个点来比较其有无差别,并刮取代表性垢样进行化学成分分析。
g)若汽包内安装有腐蚀指示片,应检查其沉积物和腐蚀情况,对腐蚀指示片的表面状态进行描述、拍照,并计算其沉积速率和腐蚀速率。
h)汽包内验收的合格标准是:内部四壁、内部装置及连接管内清洁,锅内装置安装正确、牢固、齐全、结缝严密,无杂物遗留。
i)锅炉联箱手孔封头割开后,锅炉检修专业应通知化学专业进行检查,查看联箱内有无沉积物、焊渣、熔瘤等杂物,然后方可清理。
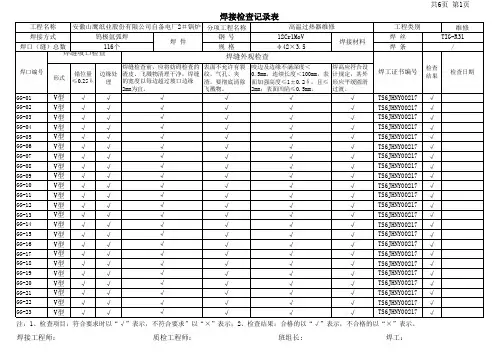
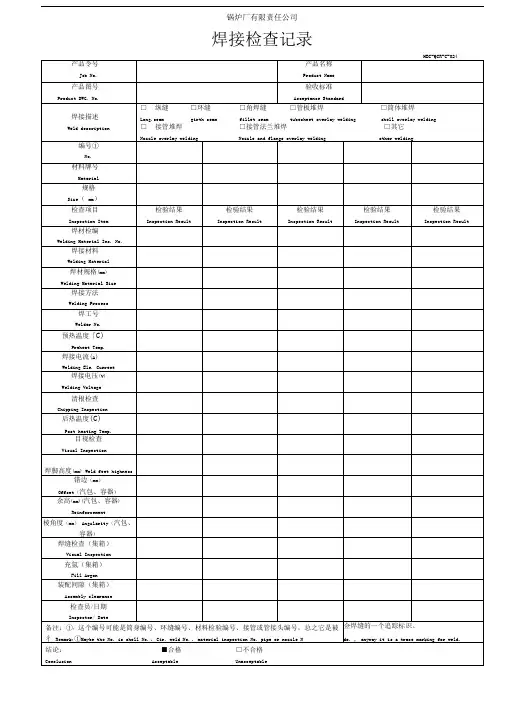
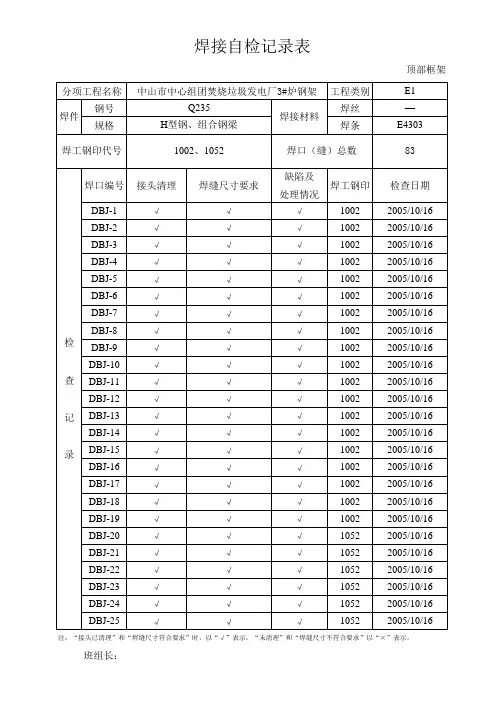
注:1、检查项目:符合要求时以“√”表示,不符合要求”以“×”表示;2、检查结果:合格的以“√”表示,不合格的以“×”表示。
注:1、检查项目:符合要求时以“√”表示,不符合要求”以“×”表示;2、检查结果:合格的以“√”表示,不合格的以“×”表示。
注:1、检查项目:符合要求时以“√”表示,不符合要求”以“×”表示;2、检查结果:合格的以“√”表示,不合格的以“×”表示。
注:1、检查项目:符合要求时以“√”表示,不符合要求”以“×”表示;2、检查结果:合格的以“√”表示,不合格的以“×”表示。
注:1、检查项目:符合要求时以“√”表示,不符合要求”以“×”表示;2、检查结果:合格的以“√”表示,不合格的以“×”表示。
注:1、检查项目:符合要求时以“√”表示,不符合要求”以“×”表示;2、检查结果:合格的以“√”表示,不合格的以“×”表示。
一、工程概况黄陵矿业集团有限责任公司2×300MW低热值资源综合利用电厂工程位于陕西省延安市黄陵县双龙镇西峪村。
厂址北紧邻沮河;靠黄畛公路。
本工程系新建工程,建设规模为2×300MW循环流化床、亚临界参数,单轴、中间再热、双缸双排汽、空冷凝汽式汽轮机组。
、直接空冷汽轮发电机组,不再扩建。
汽轮机组系上海汽轮机有限公司生产的NZK300-16.7/ 537/5,37型汽轮机。
设计单位:陕西省电力设计院制造单位:东方锅炉(集团)股份有限公司、上海电气集团股份有限公司建设单位:黄陵矿业集团有限责任公司监理单位:西北电力建设监理公司1.1锅炉管道简述#2机组焊口包括省煤器系统管道、水冷壁系统管道、再热器系统管道、过热器系统管道、旋风分离器系统、附属管道以及汽机四大管道、中低压管道、油管道和铝母线管道等焊接。
材质主要为:Q235-B、20、20G、SA-106C、SA-210C、16Mn、15CrMoG、12Cr1MoVG、15NiCuMoNb5-6-4(WB36), 10CrMo910、SA-213T91、SA-335P91、0Cr18Ni9、1Cr18Ni9Ti。
焊接材料主要为:E4303;TIG-J50,E5015;ER80S-G,E9018-G;TIG-1CM(R30),TR-307;TIG-1CMV(R31),TR-317;TIG-2CM(R40),TR-407;TGS-9CB,E9018-B9;TGS-308等焊材。
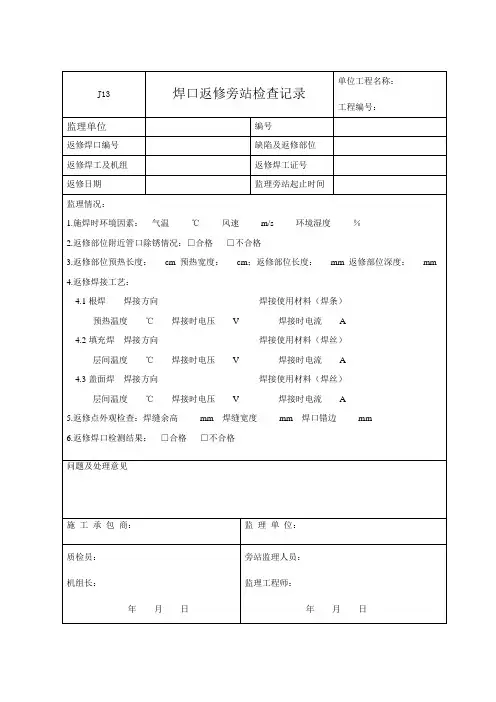
1.2主要质量缺陷情况在工程施工过程中,现场的焊口主要缺陷类型类型为气孔、咬边、未熔合、夹渣、裂纹、等情况。
1.3缺陷产生原因分析影响焊口质量的好坏主要有焊接工艺选择、焊接材料的选用、焊材的烘烤、焊接设备、焊工操作技能、施焊环境条件以及操作者责任心等都会影响焊接缺陷。
根据焊口缺陷种类、形态及分布等情况和焊接工艺特点,有针对性地对缺陷产生的原因进行分析,及时制定出合理的返修方案。
焊接安全生产检查记录焊接安全生产检查记录时间:2021年10月15日地点:XX工厂一、检查人员:王经理、李安全员、张工;二、检查内容:1. 焊接操作人员是否佩戴个人防护装备;2. 焊接设备是否良好运行,是否存在漏电等安全隐患;3. 焊接作业区域是否存在明火、易燃物品等火源;4. 焊接作业区域是否设置和使用了消防器材;5. 焊接操作人员是否按照规定进行焊接作业;6. 焊接作业操作人员是否持证上岗;7. 焊接作业现场是否有专人监督和负责安全保障工作;8. 焊接工艺是否合理,是否使用了合适的焊接材料和焊接电流;9. 焊接材料是否符合质量要求;10. 焊接工件是否符合设计要求,焊缝是否牢固;11. 焊接电源线是否完好,接地良好;12. 焊接操作人员是否定期参加安全培训,是否熟悉焊接操作规程。
三、检查结果:1. 焊接操作人员佩戴个人防护装备情况良好,未发现违规行为;2. 焊接设备运行正常,不存在漏电等安全隐患;3. 焊接作业区域未发现明火和易燃物品,没有火源存在;4. 焊接作业区域设置了消防器材,并按要求使用;5. 焊接操作人员按照规定进行焊接作业,没有违反操作规程的行为;6. 焊接作业操作人员均持有焊接操作证书;7. 焊接作业现场有专人监督和负责安全保障工作;8. 焊接工艺符合要求,使用了符合规格的焊接材料和焊接电流;9. 焊接材料符合质量要求,未发现质量问题;10. 焊接工件符合设计要求,焊缝牢固;11. 焊接电源线完好,接地良好;12. 焊接操作人员定期参加安全培训,熟悉焊接操作规程。
四、存在问题:1. 部分焊接设备的电源线老化,需及时更换;2. 作业区域配备的消防器材数量有限,需要增加消防器材的配置;3. 部分焊接操作人员的个人防护装备使用不规范,需要加强培训和宣传教育。
五、整改措施:1. 将电源线老化的焊接设备进行更换;2. 增加作业区域的消防器材配置,确保满足安全要求;3. 对焊接操作人员进行个人防护装备使用规范的培训和宣传教育。