焊接施工检查记录
- 格式:doc
- 大小:141.00 KB
- 文档页数:1
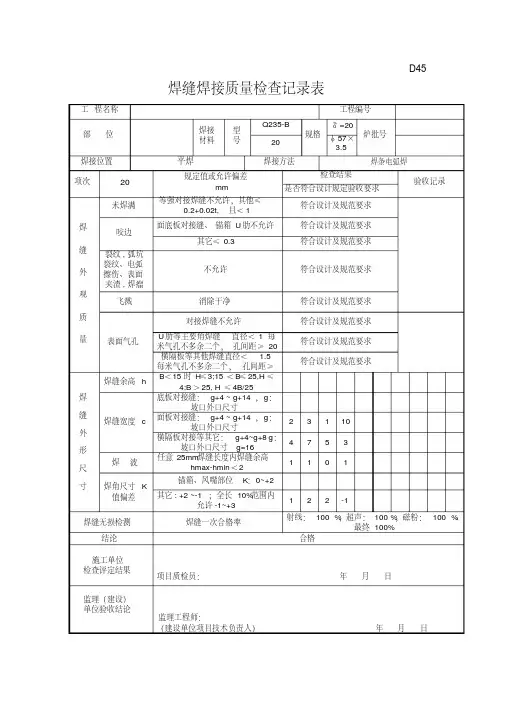
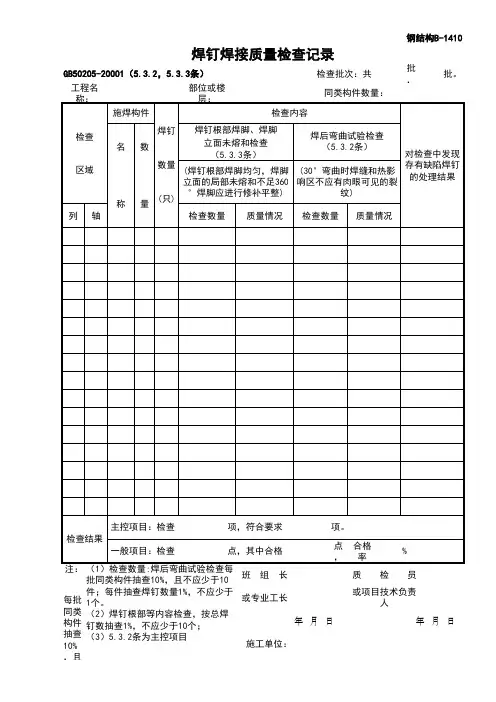
焊缝焊接质量检查记录表工程名称工程编号部位焊接材料型号Q235-B规格δ=20炉批号20φ57×3.5焊接位置平焊焊接方法焊条电弧焊项次20 规定值或允许偏差mm检查结果验收记录是否符合设计规定验收要求焊缝外观质量未焊满等强对接焊缝不允许,其他≤0.2+0.02t,且<1符合设计及规范要求咬边面底板对接缝、锚箱U肋不允许符合设计及规范要求其它≤0.3 符合设计及规范要求裂纹,弧坑裂纹、电弧擦伤、表面夹渣,焊瘤不允许符合设计及规范要求飞溅消除干净符合设计及规范要求表面气孔对接焊缝不允许符合设计及规范要求U肋等主要角焊缝直径<1 每米气孔不多余二个,孔间距≥20符合设计及规范要求横隔板等其他焊缝直径< 1.5每米气孔不多余二个,孔间距≥符合设计及规范要求焊缝外形尺寸焊缝余高hB<15时H≤3;15<B≤25,H≤4;B>25, H≤4B/25焊缝宽度 c底板对接缝:g+4 ~ g+14,g:坡口外口尺寸面板对接缝:g+4 ~ g+14,g:坡口外口尺寸2 3 1 10横隔板对接等其它:g+4~g+8 g:坡口外口尺寸g=164 75 3 焊波任意25mm焊缝长度内焊缝余高hmax-hmin<21 1 0 1焊角尺寸K值偏差锚箱、风嘴部位K:0~+2其它: +2 ~-1;全长10%范围内允许-1~+31 2 2 -1焊缝无损检测焊缝一次合格率射线: 100 %;超声:100 %;磁粉: 100 %。
最终100%结论合格施工单位检查评定结果项目质检员:年月日监理(建设)单位验收结论监理工程师:(建设单位项目技术负责人)年月日焊缝焊接质量检查记录表工程名称青岛中学周边水系景观及公共配套二期工程工程编号部位滨海花园区廊架焊接材料型号Q235-B规格δ=20炉批号20φ57×3.5焊接位置平焊焊接方法焊条电弧焊项次20 规定值或允许偏差mm检查结果验收记录是否符合设计规定验收要求焊缝外观质量未焊满等强对接焊缝不允许,其他≤0.2+0.02t,且<1符合设计及规范要求咬边面底板对接缝、锚箱U肋不允许符合设计及规范要求其它≤0.3 符合设计及规范要求裂纹,弧坑裂纹、电弧擦伤、表面夹渣,焊瘤不允许符合设计及规范要求飞溅消除干净符合设计及规范要求表面气孔对接焊缝不允许符合设计及规范要求U肋等主要角焊缝直径<1 每米气孔不多余二个,孔间距≥20符合设计及规范要求横隔板等其他焊缝直径< 1.5每米气孔不多余二个,孔间距≥符合设计及规范要求焊缝外形尺寸焊缝余高hB<15时H≤3;15<B≤25,H≤4;B>25, H≤4B/25焊缝宽度 c底板对接缝:g+4 ~ g+14,g:坡口外口尺寸面板对接缝:g+4 ~ g+14,g:坡口外口尺寸4 7 9 5横隔板对接等其它:g+4~g+8 g:坡口外口尺寸g=166 6 47 焊波任意25mm焊缝长度内焊缝余高hmax-hmin<20 1 1 0焊角尺寸K值偏差锚箱、风嘴部位K:0~+2其它: +2 ~-1;全长10%范围内允许-1~+32 1 -1 -1焊缝无损检测焊缝一次合格率射线: 100 %;超声:100 %;磁粉: 100 %。

焊接施工检查记录一、施工概况根据工程进展情况,对焊接施工进行了检查。
本次施工检查主要针对焊接工艺、焊接质量和安全防护等方面进行了全面的评估和检验。
二、焊接工艺1.焊接设备:检查了焊接设备的配备情况,包括焊机、电焊割设备、电源线等,确保设备完好可用,并且符合安全规范。
2.焊工资质:核查了焊工的证书和资质,确保焊工具备相应的技能和经验,能够胜任所负责的焊接工作。
3.焊接材料:检查了焊接材料的质量和规格,确保符合工程要求,并且进行了相应的试验和检测。
三、焊接质量1.焊缝外观:对焊接位置进行了视觉检查,确保焊缝的外观质量良好,无明显裂纹、夹渣和气孔等缺陷。
2.焊接尺寸:测量了焊接尺寸,与设计要求进行对比,确保焊接尺寸符合工程图纸和规范要求。
3.焊接强度:进行了焊接接头的强度试验,确保焊接强度满足工程要求,不会因为焊接质量问题导致工程安全隐患。
四、安全防护1.焊接操作区域:检查了焊接操作区域的布置和标识,确保操作区域有明显的警示标志,并设置了相应的安全防护措施。
2.防护用具:检查了焊工的个人防护用具,包括焊接面罩、焊手套、防护鞋等,确保焊工在操作过程中的人身安全。
五、问题与改进措施1.问题:在检查过程中发现了一些焊接质量问题,主要是焊缝出现了夹渣和气孔等缺陷,需要及时进行修补和改进。
2.改进措施:针对焊接质量问题,将加强焊工培训和技术指导,提高焊工的操作技能和质量意识;加强对焊接材料的选择和试验,确保材料质量符合要求;加强对焊接工艺的管理和控制,确保焊接过程的规范和稳定性。
六、总结通过本次焊接施工检查,发现了一些问题,并制定了相应的改进措施。
下一步将继续加强对焊接工艺和质量的管理和控制,确保焊接工作的质量和安全。
同时,将加强对焊工的培训和技术指导,提高焊工的操作技能和质量意识,为工程的顺利进行提供有力的保障。
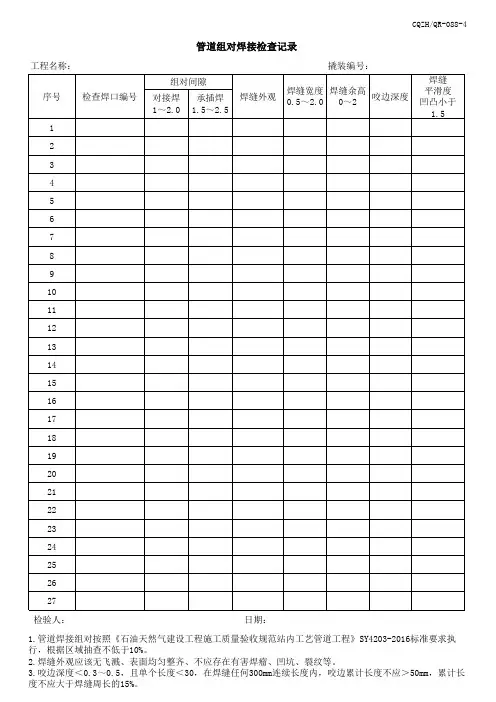
管道管件现场焊接检查记录日期:XX年XX月XX日项目名称:XXX工程施工单位:XXX公司检查人员:XXX一、检查目的:1.确保现场焊接作业的质量符合相关标准和规范要求;2.发现并纠正焊接过程中可能存在的质量问题,确保焊接接头的完整性和可靠性。
二、检查内容:1.焊接预制件的准确性和完整性;2.焊接工艺符合规范要求;3.焊接接头的焊缝质量;4.焊接材料的质量;5.焊接设备和操作人员的合格性;6.焊接接头的尺寸和装配质量。
三、检查过程:1.检查焊接预制件检查焊接预制件的准确性和完整性,确认是否符合设计要求和工艺要求。
检查焊缝是否清理干净,是否有氧化层或污染等情况。
如发现问题及时进行整改。
2.检查焊接工艺核对焊接工艺文件,确认焊接工艺是否正确执行,包括焊接电流、电压、速度、焊接层数等参数是否符合规范要求。
检查焊接工艺参数记录是否准确、完整。
3.检查焊接接头的焊缝质量对焊接接头进行目视检查和无损检测,检查焊缝的牢固性、质量是否合格。
对焊缝进行外观检查,确认焊缝表面是否平整,是否有裂纹、缺陷、疤痕、气孔等问题。
如果存在问题,及时拆除焊缝,并重新进行焊接。
4.检查焊接材料的质量核对焊接材料的合格证明,确认焊条、焊丝等材料是否符合规范要求。
检查焊材的焊缝成分是否符合要求,防止掺杂杂质和低质量材料的使用。
5.检查焊接设备和操作人员的合格性核实焊接设备的合格证明和检测报告,确认设备是否符合安全规范,并检查焊机调整情况。
对焊工进行操作证件的核查,确认焊工是否具备相关的操作技能和资质。
6.检查焊接接头的尺寸和装配质量测量焊接接头的尺寸,对比设计要求和焊接图纸,确认焊缝的尺寸是否符合要求,并对焊接接头的装配质量进行检查,确认各接头的位置和角度是否正确。
四、检查结果:经过现场检查,发现以下问题:1.焊接预制件的准确性和完整性存在一些问题,需进行整改;2.焊接工艺参数记录不完整,需补充;3.焊接接头存在一些外观缺陷,需重新进行焊接;4.焊接材料的焊缝成分不符合要求,需更换;5.一名焊工的操作证件过期,需更新。
1至////监理(建设) 单位项目专业监理工程师(建设单位项目专业负责人)签名:施工单位检测调试负责人签名专业工长(施工员)签名专业质检员签名试验员或班组长综合评价结论/备注:符合设计和规范要求。
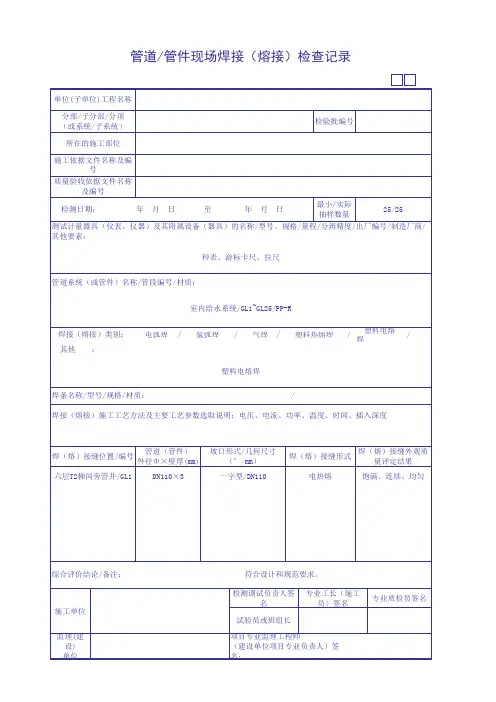
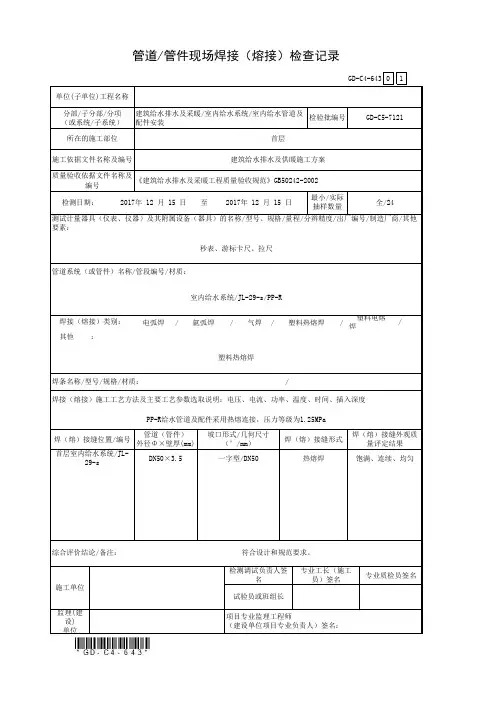
首层室内给水系统/JL-29-sDN50×3.5一字型/DN50热熔焊饱满、连续、均匀焊接(熔接)施工工艺方法及主要工艺参数选取说明:电压、电流、功率、温度、时间、插入深度PP-R给水管道及配件采用热熔连接,压力等级为1.25MPa焊(熔)接缝位置/编号管道(管件) 外径Φ×壁厚(mm)坡口形式/几何尺寸(°/mm)焊(熔)接缝形式焊(熔)接缝外观质量评定结果/:塑料热熔焊焊条名称/型号/规格/材质:/测试计量器具(仪表、仪器)及其附属设备(器具)的名称/型号、规格/量程/分辨精度/出厂编号/制造厂商/其他要素:秒表、游标卡尺、拉尺管道系统(或管件)名称/管段编号/材质:室内给水系统/JL-29-s/PP-R焊接(熔接)类别:焊施工依据文件名称及编号建筑给水排水及供暖施工方案质量验收依据文件名称及编号《建筑给水排水及采暖工程质量验收规范》GB50242-2002检测日期:2017年 12 月 15 日2017年 12 月 15 日最小/实际 抽样数量全/24分部/子分部/分项 (或系统/子系统)建筑给水排水及采暖/室内给水系统/室内给水管道及配件安装检验批编号GD-C5-7121所在的施工部位首层管道/管件现场焊接(熔接)检查记录GD-C4-643单位(子单位)工程名称。
焊接施工检查记录一、施工概况本次焊接施工检查记录针对某工程项目的焊接施工进行,该项目是一个钢结构建筑工程。
焊接施工是该项目的重要工序之一,对于保证工程质量和安全性至关重要。
本次检查目的在于确保焊接施工符合相关标准和规范要求,及时发现和纠正施工中的问题,确保施工质量。
二、检查内容本次焊接施工检查内容包括但不限于以下方面:1. 焊接材料的合格证明和焊工的合格证书;2. 焊接设备和工具的合规性和合理性;3. 焊接工艺和参数的合理性和正确性;4. 焊接接头的准确位置和连接质量;5. 焊缝的外观质量和尺寸符合要求;6. 焊接过程中的安全措施是否到位;7. 焊接施工记录的完整性和准确性。
三、检查过程1. 检查焊接材料及焊工资质检查焊接材料的合格证明,确保焊接材料符合相关标准和规范要求。
其次,检查焊工的合格证书,确保焊工具备相应的技术和操作能力。
2. 检查焊接设备和工具检查焊接设备和工具是否符合安全要求,是否经过检测和维护,确保设备和工具的合规性和正常运行。
3. 检查焊接工艺和参数检查焊接工艺和参数是否符合设计要求,包括焊接方法、电流、电压、预热温度等参数是否正确设置。
4. 检查焊接接头和焊缝检查焊接接头的准确位置和连接质量,确保接头的位置符合设计要求,连接质量符合焊接标准。
同时,检查焊缝的外观质量和尺寸,确保焊缝的形状、宽度、高度等符合要求。
5. 检查焊接安全措施检查焊接过程中是否采取了必要的安全措施,如焊接区域的围挡、防护用品的佩戴、灭火器的配备等,确保焊接施工的安全性。
6. 检查焊接施工记录检查焊接施工记录的完整性和准确性,确保记录的内容包括焊接材料、焊工资质、焊接设备、工艺参数、焊接接头、焊缝质量等信息,并确保记录的真实性和可追溯性。
四、检查结果根据以上检查内容,本次焊接施工检查结果如下:1. 焊接材料和焊工的资质证明齐全,符合要求;2. 焊接设备和工具经过检测和维护,符合安全要求;3. 焊接工艺和参数正确设置,符合设计要求;4. 焊接接头的位置准确,连接质量良好;5. 焊缝的外观质量和尺寸符合要求;6. 焊接过程中的安全措施到位,保障焊接施工的安全性;7. 焊接施工记录完整准确,记录内容真实可追溯。
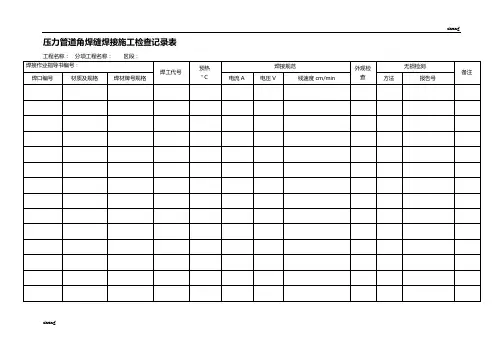
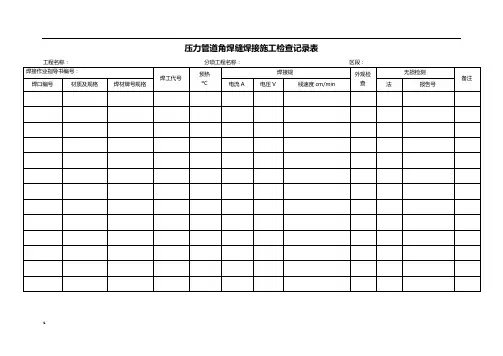
压力管道焊接施工检查记录表1.项目信息•项目名称:___________•项目地址:___________•建设单位:___________•施工单位:___________•监理单位:___________2.管道信息•管道类型:___________•管道材质:___________•管道壁厚:___________•焊接方法:___________3.焊接材料3.1 电焊道具•焊机型号:___________•焊机编号:___________•焊接电流:___________•焊接电压:___________•电焊口径:___________3.2 焊接材料•直径:___________•规格:___________•材质:___________•焊材批号:___________•焊条焊接性能:___________4.施工检查记录日期:___________检查人员:___________施工队伍:___________4.1 焊接工艺评定记录管道焊缝组织检查结果:_______________焊缝断口断裂模式:_______________焊缝断口断口形貌:_______________管道焊接工艺评定人员签字:_______________ 4.2 焊接操作记录施工日期:___________焊接工艺规程编号:___________焊接操作人员姓名:___________焊接工艺控制人员姓名:___________焊接工作地点:___________焊缝号:___________焊接材料型号:___________焊接电流:___________焊接电压:___________焊接速度:___________等离子弧压力:___________保护气流速:___________管道支撑方式:___________工作环境温度:___________环境气氛:___________4.3 焊接过程控制•焊接头准备–准备情况:___________–内部清理情况:___________–支承安装情况:___________ •焊接过程控制–控制情况:___________–坡口对齐情况:___________–焊接内部质量检查情况:__________•焊后热处理–过程:___________–效果:___________4.4 焊缝外观及尺寸检查•外观检查方法:___________•焊缝高度:___________•焊缝宽度:___________•焊缝内凹度:___________•焊缝凸度:___________•焊缝形貌:___________4.5 射线照片•焊接接头编号:___________•焊缝长度:___________•焊缝位置:___________•射线方向:___________•焊接等级:___________•缺陷类型:___________4.6 力学性能试验•试验方法:___________•试验标准:___________•样品数量:___________•试验结果:___________5.检验报告•检查人员:___________•施工队伍:___________•检查日期:___________•处理结果:_______________6.本文记录了施工过程中的管道焊接情况,从焊接材料、施工过程控制、焊缝外观及尺寸检查等多方面进行了详细记录,并进行了力学性能试验和检验报告的,保证了管道施工质量和安全性能。
焊接检验质量验收记录表一、引言焊接检验是确保焊接结构安全性和质量的关键过程。
通过对焊接接头的物理、化学和机械性能进行全面评估,可以有效地保证焊接工程的质量。
本文将详细介绍焊接检验质量验收记录表及其重要性。
二、焊接检验质量验收记录表概述焊接检验质量验收记录表是一份详细记录焊接接头质量信息的文件。
该记录表包含了焊接接头的各项质量指标,如焊缝外观、尺寸、硬度、金相组织、无损检测等。
通过对这些数据的分析,可以判断焊接接头是否符合设计要求,从而确保焊接工程的质量。
三、焊接检验质量验收记录表的内容1、焊缝外观检查:记录焊缝的表面质量,如咬边、焊瘤、飞溅等缺陷。
2、焊缝尺寸测量:测量焊缝的宽度、高度、间隙等尺寸,判断是否符合设计要求。
3、硬度检测:通过硬度计测量焊缝和母材的硬度,判断是否符合技术标准。
4、金相组织分析:通过金相显微镜观察焊缝的金相组织,判断其结晶质量和显微组织。
5、无损检测:采用超声波、射线等方法对焊缝进行无损检测,判断内部是否存在缺陷。
四、焊接检验质量验收记录表的重要性1、保证焊接工程质量:通过焊接检验质量验收记录表,可以全面了解焊接接头的各项质量指标,从而保证焊接工程的质量。
2、指导焊接施工:通过对焊接检验结果的分析,可以指导施工单位调整焊接工艺,提高焊接质量。
3、确保安全:焊接检验质量验收记录表是工程验收的重要依据,也是保证焊接结构安全的重要手段。
4、为未来工作提供参考:焊接检验质量验收记录表可以为以后的焊接工程提供参考,避免出现类似的问题。
五、结论焊接检验质量验收记录表是保证焊接工程质量的重要工具。
通过详细记录和评估焊接接头的各项质量指标,可以有效地保证焊接结构的安全性和稳定性。
通过对焊接检验结果的分析,可以指导施工单位调整焊接工艺,提高焊接质量。
因此,我们应该充分重视焊接检验质量验收记录表的重要性,并将其作为焊接工程质量控制的重要组成部分。
检验批质量验收记录表一、引言在建筑工程中,质量验收是决定工程最终质量的关键环节。
焊接施工及检查记录表
页脚内容
页脚内容
焊接施工及检查记录表
页脚内容
页脚内容
焊接施工及检查记录表
页脚内容
页脚内容
焊接施工及检查记录表
页脚内容
页脚内容
焊接施工及检查记录表
页脚内容
页脚内容
焊接施工及检查记录表
页脚内容
页脚内容
焊接施工及检查记录表
页脚内容
页脚内容
焊接施工及检查记录表
页脚内容
页脚内容
焊接施工及检查记录表
页脚内容
页脚内容
焊接施工及检查记录表
页脚内容
页脚内容
焊接施工及检查记录表
页脚内容
页脚内容
焊接施工及检查记录表
页脚内容
页脚内容
焊接施工及检查记录表
页脚内容
页脚内容
焊接施工及检查记录表
页脚内容
页脚内容
焊接施工及检查记录表
页脚内容
页脚内容
焊接施工及检查记录表
页脚内容
页脚内容
焊接施工及检查记录表
页脚内容
页脚内容
焊接施工及检查记录表
页脚内容
页脚内容
焊接施工及检查记录表
页脚内容
页脚内容
焊接施工及检查记录表
页脚内容
页脚内容
焊接施工及检查记录表
页脚内容
页脚内容
焊接施工及检查记录表
页脚内容
页脚内容
页脚内容。