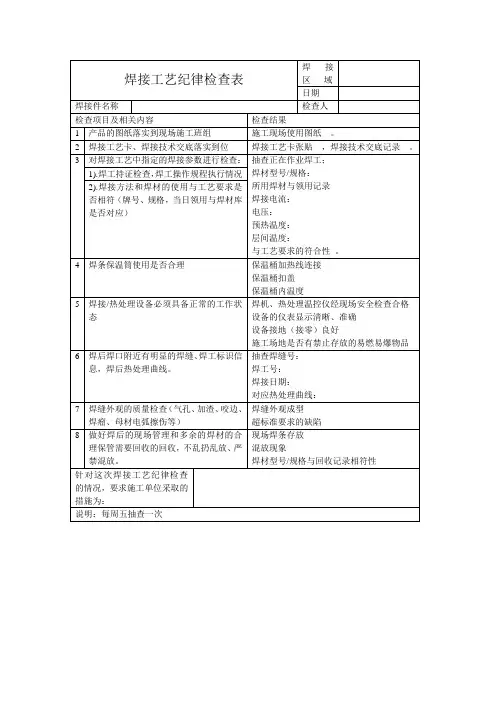
焊接工艺检查表
- 格式:doc
- 大小:25.50 KB
- 文档页数:1
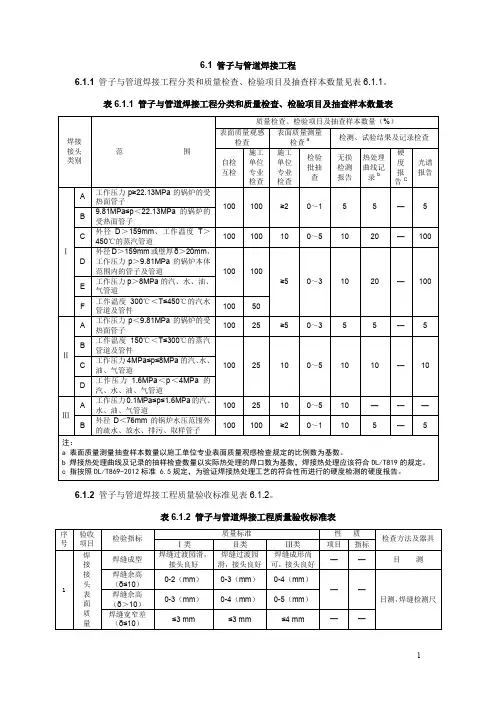
6.1 管子与管道焊接工程
6.1.1管子与管道焊接工程分类和质量检查、检验项目及抽查样本数量见表6.1.1。
表6.1.1 管子与管道焊接工程分类和质量检查、检验项目及抽查样本数量表
6.1.2 管子与管道焊接工程质量验收标准见表6.1.2。
表6.1.2 管子与管道焊接工程质量验收标准表
6.1.3管子与管道焊接工程检验批质量验收应符合下述规定:
1 管子与管道焊接工程质量分批验收的现场检查,应按6.1.1规定的比例事先确定外观抽查的种类、数量和部位,并按照6.1.2规定的质量标准进行验收,由验收组成员(不少于2人)共同至现场进行表面质量的外观检查,填写表5.1.10《焊接工程外观质量观感检查表》和表5.1.5《管子与管道焊接工程外观质量测量检查表》。
2 按表6.1.1规定的比例对检测、试验结果及记录检查,并汇总填写表5.1.4《()焊接检验批工程质量验收表》的相关内容。
3 分批验收结束后,将表5.1.4《()焊接检验批工程质量验收表》填写完整并签证。
. . .. . .
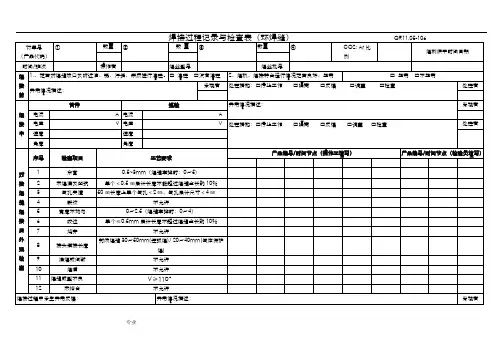
焊接过程记录与检查表(环焊缝)
.. .专业. .
说明:1―记录频率:每隔2小时/次。
2―检验人员检查操作者是否按操作者自检记录表容执行
.. .专业. .
. . .. . .
焊接过程记录与检查表(角焊缝)
.. .专业. .
说明:1――记录频率:每隔2小时/次。
2――检验人员检查操作者是否按操作者自检记录表容执行
.. .专业. .
说明:1――记录频率:每隔2小时/次。
2――检验人员检查操作者是否按操作者自检记录表容执行.. .专业. .
. . .. . .
焊接过程记录与检查表(闪光对接焊)
.. .专业. .
说明:1――记录频率:每隔2小时/次。
2――检验人员检查操作者是否按操作者自检记录表容执行.. .专业. .
. . .. . .
焊接过程记录与检查表(电阻对接焊)
.. .专业. .
说明:1――记录频率:每隔2小时/次。
2――检验人员检查操作者是否按操作者自检记录表容执行.. .专业. .。
受控状态文件编号:OF/GYHJ-01发放编号00 版本号: A版焊接工艺评定报告编制:桑叶日期:2012年02月 28 日审核:陈海强日期:2011年02月 28 日批准:陈明华日期:2011年02月 28 日编号:PQR-01 焊接工艺评定书(不锈钢管-手工氩弧焊)目录一、焊接工艺评定任务书(表1)二、焊接工艺指导书(表2)三、焊接工艺评定报告(表3)四、焊接工艺评定施焊记录表(表4)五、焊接工艺评定焊缝外观检查表(表5)六、附件1.试样检测报告2.试样材料质量检验证明书3.焊接材料质量质量证明书一、焊接工艺评定任务书(表1)母材 牌号 0Gr18Ni9 接 头 示 意 图规格 D60×4.0焊 接材 料焊条牌号 规格 焊丝 牌号 ER304 规格 D2.0 焊剂牌号 规格焊接方法 手工氩弧焊其他 技 术 要 求焊缝外观质量√ 射线探伤 √ 其他∕机 械 性 能拉伸(GB228)数 量 2 件 冲击 ∕弯曲 (GB232)项目数量 各 项 指 标面弯 2件 弯曲直径 12 热影响区 ∕ 背弯 2件 支座间距 5.2 焊缝区 ∕ 侧弯 ∕弯曲角度180° 其他∕金相 宏观 ∕ 微观∕ 晶间腐蚀 ∕合 格 标 准外观质量 不允许存在未熔合、裂缝、气孔、夹渣、弧坑、未焊透X 射线探伤JB/T 4730.2-2005射线检测∕机 械 性 能 拉伸 GB228 金 相宏 观 ∕ 弯曲 GB232 冲击 ∕ 硬度 ∕ 微 观∕其他 ∕金 相 ∕∕ 晶间腐蚀 ∕编制桑叶日期2010.04.20二、焊接工艺指导书(表2)焊接接头:简图:(接口形式、坡口形式与尺寸、焊层、焊道布置及顺序)坡口形式:V型衬垫(材料及规格):无其他:采用机械加工坡口焊接工艺指导书(续表2)三、焊接工艺评定报告(表3)单位名称:中色十二冶金建设有限公司焊接作业指导书编号:WPS-01 焊接工艺评定报告编号:PQR-01焊接方法:手工氩弧焊机械化程度:手工接头简图:(坡口形式、尺寸、衬底、每种焊接方法或焊接工艺、焊接金属厚度)母材:材料标准:GB/T14976 -2002钢号:0Gr18Ni9类、组别号:Ⅶ-1 类、组别号:Ⅶ-1 相焊厚度:4 mm直径:60 mm其他:焊后处理:热处理温度(℃)保温时间(h)气体:气体种类混合比流量(L/min)保护气氩气99.95% 8-15尾部保护气背部保护气氩气99.95% 4-6填充金属:焊材标准:YB/T 5092-96焊材牌号:ER304焊材规格:Ф2.0焊材金属厚度:其他:电特性:电流种类:逆变式极性:正极钨极尺寸:Ф2.0焊接电流(A):90-120电弧电压(V):12-16其他:焊接位置:对接焊缝位置水平转动方向:(√向上、向下)角焊接位置方向:(向上、向下)技术措施:焊接速度(cm/min):7-14摆动或不摆动:略摆动摆动参数:小摆动多焊道或单焊道(每面):单道焊多丝焊或单丝焊:单丝其他:预热:预热温度(℃)层间温度(℃)其他:编制:桑叶日期:2010.04.28 审核:陈海强日期:2010.04.28 批准:陈明华日期:2010.04.28四、焊接工艺评定施焊记录表(表4)五、焊接工艺评定外观检查表(表5)。
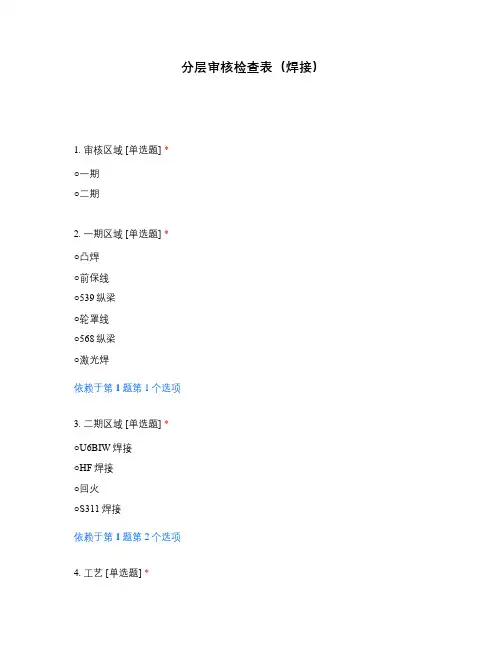
分层审核检查表(焊接)1. 审核区域 [单选题] *○一期○二期2. 一期区域 [单选题] *○凸焊 _________________○前保线 _________________○539纵梁 _________________○轮罩线 _________________○568纵梁 _________________○激光焊 _________________依赖于第1题第1个选项3. 二期区域 [单选题] *○U6BIW焊接 _________________○HF焊接 _________________○回火 _________________○S311焊接 _________________依赖于第1题第2个选项4. 工艺 [单选题] *○凸焊 _________________○点焊 _________________○弧焊 _________________○激光焊 _________________依赖于第2题第2;3;4;5;6个选项,第3题第1;2;4个选项5. 审核人 [填空题] *_________________________________6. 审核时间 [填空题] *_________________________________7. 审核人员/频次 [单选题] *○班长(每班)○大班长(每班)○主管(每班)○制造工程师(每周)○经理(每周)8. 一期车型&零件号或零件名 [单选题] *○CD539C _________________ *○D568C _________________ *○U6后保○U6门槛○U6HF _________________ *○Other _________________ *依赖于第1题第1个选项9. 二期车型&零件号或零件名 [单选题] *○S311 H1.5T○S311 D2.0T○CX11 _________________ *○DCY11 _________________ *○FS11 _________________ *○U611 _________________ *○U625 _________________ *○U6HF _________________ *○P319 _________________ *○Other _________________ *依赖于第1题第2个选项S(安全)&能源10. PPE是否按照岗位PPE站立图正确佩戴好? [单选题] *○Y _________________○N _________________ *○NA _________________11. 本公司的安全强制规则有哪些?为什么不了解? [单选题] *○Y _________________○N _________________ *○NA _________________12. 该设备是否有成文的挂牌上锁流程,且与能量源标识与布局图一致? [单选题] *○Y _________________○N _________________ *○NA _________________13. 员工的班组级安全教育是否有记录? [单选题] *○Y _________________○N _________________ *○NA _________________依赖于第7题第2;3;5个选项14. 现场使用的气动工具及配套的气管、气管接头是否存在漏气; [单选题] *○Y _________________○N _________________ *○NA _________________依赖于第7题第1;4个选项15. 现场的工位风扇、屋顶大风扇和照明是否按要求使用;(如无人时关闭,在自然光照满足工作需要时,应该即使关闭照明) [单选题] *○Y _________________○N _________________ *○NA _________________依赖于第7题第1个选项16. 在员工吃饭时间或生产线没有生产时按作业指导书关闭正确关闭设备; [单选题] *○Y _________________○N _________________ *○NA _________________依赖于第7题第1个选项P(生产)&Q(质量)&标准作业&质量门17. 防错作业指导书是否悬挂在现场?防错样件是否在有效期限内?是否有损坏?[单选题] *○Y _________________○N _________________ *○NA _________________依赖于第7题第4;5个选项18. 开班是否执行防错点检?是否有防错屏蔽?防错屏蔽与点检异常时是否填写6M变更单?质量预警是否下发? [单选题] *○Y _________________○N _________________ *○NA _________________19. 员工技能是否满足要求?是否制定员工培训计划?尤其关注新员工上岗 [单选题] *○Y _________________○N _________________ *○NA _________________依赖于第7题第1;2;3;5个选项20. 员工技能是否首末件&控制卡片是否执行?首末件保存是否有效? [单选题] *○Y _________________○N _________________ *○NA _________________21. 设备点检是否执行?检具点检是否执行?检具是否在有效期限内? [单选题] *○Y _________________○N _________________ *○NA _________________22. 技术员是否执行每周零件匹配间隙检查? [单选题] *○Y _________________○N _________________ *○NA _________________依赖于第3题第4个选项,第7题第4;5个选项23. P319 A柱防激光废料销子是否OK? [单选题] *○Y _________________○N _________________ *○NA _________________依赖于第3题第2个选项,第4题第2个选项,第7题第1;4个选项24. 参数是否设定了管理权限并按要求执行?参数变更后的履历是否更新?参数变更是否填写6M变更单?抽查一个工位的参数调用是否正确? [单选题] *○Y _________________○N _________________ *○NA _________________依赖于第7题第4;5个选项25. 本工位是否有CIC标识?如有,操作工是否清楚本工位CIC内容?如无NA [单选题] *○Y _________________○N _________________ *○NA _________________依赖于第7题第4;5个选项26. 所有零件(来料、工序件、成品、不合格品、调试、首末件)是否按要求标识? [单选题] *○Y _________________○N _________________ *○NA _________________依赖于第7题第1;2;3;5个选项27. 是否按落地标件规则清理? [单选题] *○Y _________________○N _________________ *○NA _________________依赖于第4题第1个选项,第7题第1;2;3;5个选项28. 标签与零件是否一致?成品料箱是否满框?零件摆放顺序是否满足要求? [单选题] *○Y _________________○N _________________ *○NA _________________依赖于第7题第1;2;3;5个选项29. 是否按时撬检?更换电极帽否检查对中? [单选题] *○Y _________________○N _________________ *○NA _________________依赖于第2题第2;3;4;5;6个选项,第3题第1个选项,第4题第2个选项30. 补焊工位是否执行100%插销? [单选题] *○Y _________________○N _________________ *○NA _________________依赖于第2题第3个选项,第7题第2;3;4个选项31. 螺柱焊枪的焊渣是否按时清理:M6 1次/4件;M5 1件/天。
过基层钢板加上复层处理的方式进行优化,如此不仅基本强度得到提高,同时抗腐蚀性也得到提高。
在此基础上对复层进行特殊处理,通过复层加盖板的形式,有效防止不锈钢层被介质腐蚀。
应用专用填充材料将盖板以及钛钢复合板之间进行充分填充,以此保证钛钢复合板焊接质量[2]。
作为金属元素,钛在液态时极易受到温度的影响,氢、氧和氮等气体均可被钛吸收,导致钛的性质出现变化。
氢、氧和氮等元素的吸入会影响到钛塑性,钛钢复合板焊接期间会出现韧性下降的情况。
碳钢基层焊接处理中,需要提前对接头位置进行复层剥离处理,如此可以避免焊接期间受到氧化影响导致碳钢基层焊接性能达不到理想要求[3]。
钛钢复合板管箱焊接期间,因为管箱设计要求,划分为A 、B 两种焊缝;管箱上开孔接管的焊缝,根据焊接规划,均采用焊接接头型式完成焊接处理,具体如图1和图2所示。
图1 焊接示意图 图2 焊接示意图焊接方法选择中,结合钛钢复合板电阻系数以及热容量等特点,加上其热导率相对较低,所以必须保证熔池尺寸以及焊接时候的温度。
尽量延长热影响区的停留时间,避免出现接头过热现象,同时还能有效规避晶粒粗大以及塑性低的情况[4]。
焊接方法选择,电流与焊接速度的控制,要求以小电流为主,加快焊接速度。
及时对钛钢复合板清根处理,防止出现铁离子污染现象,焊接方法以手工氩弧焊(如需)、手工焊、埋弧自动焊的综合焊接为主。
具体可参考NB/T 47015—2011《压力容器焊接规程》。
0 引言钛钢复合板管箱焊接工艺,因为钛合金本身具有超强耐腐蚀性,加上强度大等优势,不管是焊接性还是使用期间的韧性等,均为钛钢复合板管箱的应用创造更多空间。
当前航天行业、化工制造等行业均应用到钛合金材料。
尤其是化工行业,因为化学产品生产制造过程中均存在一定腐蚀性,加上应用材料特殊,所以需要应用钛合金材料的化工容器完成储备、反应等工作。
钛钢复合板管箱焊接操作工艺复杂,很多环节均要求能够一次焊接成型。
结合钛钢复合板管箱焊接工艺的应用进行优化分析,保证焊接工艺操作顺利完成。

船务120T行车轨道焊接工艺——本工艺用于船务120T行车轨道对接装焊及其压板装焊1、钢轨加工钢轨截面型号QU80(材质U71Mn)。
坡口加工方法:采用I形坡口,用风割或机械切割加工焊接坡口后(若用氧-乙炔切割轨道前应在切割处预热,温度要求同焊前预热温度),必须用砂轮打磨平整;每个用于焊接的轨道接头两端必须用磁粉探伤,检查合格后方可使用。
2、材料准备1、冷作装置要领(见轨道拼装示意图一、二)(1)轨道预制拼接:轨道在主梁上部适当固定,接头处待现场焊接;(2)用反变形法控制焊接变形。
轨道长12m,装配时,接头端的轨道垫高10mm (采用铜衬垫)。
轨道对接接头间隙为20(+2)mm。
(3)约束及衬垫板:按图所用马板、铁契将轨道上下左右充分约束(或采用其它等效方法),以防止轨道接口产生错边现象,焊接接头衬垫板与轨道间隙越小越好,装配时,先垫好底部铜衬垫,待焊接头周围环境清洁。
(4)所有约束在焊接接头焊妥,热处理完毕、接头缓冷后方可拆除。
2、焊接准备工作焊前必须对轨道两端各150mm范围清除铁锈、油漆、水份等杂质。
(1)焊条焊前必须经过350℃恒温烘培一小时,然后放在100-150℃恒温桶内随用随取,两种焊条分开存放;若焊条受潮只能重新烘干一次;从焊条保温筒内抽用每一根焊条后立即盖好保温筒盖子,以免焊条受潮。
(2)轨道焊接在现场进行,一般风比较大,应该作好防风防雨措施。
施工时若有风,应用挡风板挡住风源,以免焊接产生气孔、裂缝。
轨道接缝每只接头必须一次焊毕。
3、预热、保温及层间温度的控制焊接前对轨道两端各150mm范围内用电热履带进行均匀加热,通过自然升温达到350~400℃,焊接前层间温度要求是350~400℃,焊后保温温度600~650℃。
此外,焊接过程中,若电热履带加热温度达不到要求温度,可适当用火焰加热。
温度检测可以用红外线测温仪进行测温,每次加热保温等整个过程必须记录。
4、焊接工艺要领(1)轨道接头焊前对约束、衬垫板、预热进行检查。