流浆箱控制策略
- 格式:docx
- 大小:135.43 KB
- 文档页数:6
目录0. 引言 ................................................... - 1 -1. 流浆箱的作用............................................. - 1 -2. 流浆箱的基本结构组成....................................... - 1 -3. 流浆箱的发展历程.......................................... - 1 -4. 流浆箱的设计要求.......................................... - 2 -5. 几种典型的流浆箱的简介:.................................... - 3 -5.1 敞开式流浆箱.................................................... - 3 -5.2 气垫式流浆箱.................................................... - 4 -5.2.1 主要结构................................................... - 4 -5.2.2运行原理................................................... - 5 -6. 气垫式流浆箱控制系统....................................... - 5 -6.2 控制方案详解.................................................... - 6 -6.2.1 总压头控制................................................. - 6 -6.2.2 浆位控制................................................... - 7 -6.2.3.总压、浆位解耦控制........................................ - 7 -7. 控制系统配置: ........................................... - 8 -7.1.流浆箱总压头控制设备............................................ - 8 -7.2. LIC-101:流浆箱液位控制....................................... - 10 -7.3. 控制柜........................................................ - 10 -8. 控制效果分析............................................ - 11 -9. 实训总结............................................... - 11 - 参考文献.................................................. - 12 -流浆箱控制系统0. 引言流浆箱是造纸机上的纸浆上网装置,是连接备浆流送系统和纸页成形部得关键设备[1],流浆箱的作用是将进浆管内的浆料转变为均一的、布满纸机全幅的薄层浆流,而且要求这些纤维悬浮液不产生絮聚和浆道,均匀而稳定地流送和喷布到成形网上,从而抄造出定量一致、纤维组织均匀的优质纸页。
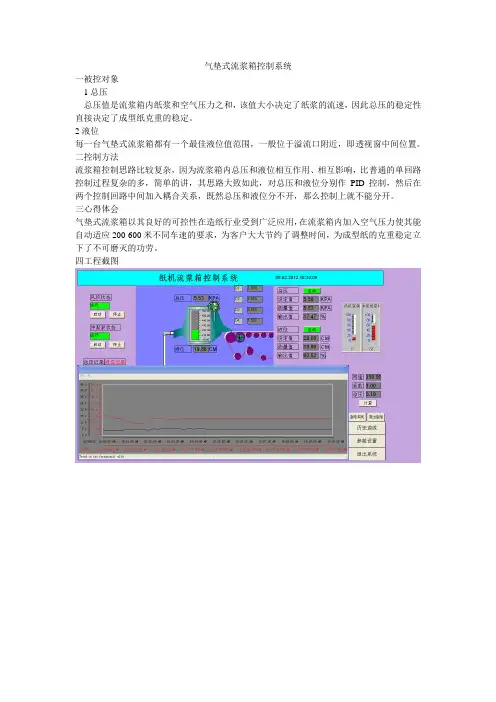
气垫式流浆箱控制系统
一被控对象
1总压
总压值是流浆箱内纸浆和空气压力之和,该值大小决定了纸浆的流速,因此总压的稳定性直接决定了成型纸克重的稳定。
2液位
每一台气垫式流浆箱都有一个最佳液位值范围,一般位于溢流口附近,即透视窗中间位置。
二控制方法
流浆箱控制思路比较复杂,因为流浆箱内总压和液位相互作用、相互影响,比普通的单回路控制过程复杂的多,简单的讲,其思路大致如此,对总压和液位分别作PID控制,然后在两个控制回路中间加入耦合关系,既然总压和液位分不开,那么控制上就不能分开。
三心得体会
气垫式流浆箱以其良好的可控性在造纸行业受到广泛应用,在流浆箱内加入空气压力使其能自动适应200-600米不同车速的要求,为客户大大节约了调整时间,为成型纸的克重稳定立下了不可磨灭的功劳。
四工程截图。
基于稀释水水力式流浆箱的横幅定量控制策略研究基于稀释水水力式流浆箱的横幅定量控制策略研究摘要:本文通过研究稀释水水力式流浆箱的横幅定量控制策略,旨在提高现有流浆箱的工作效率和减少资源的浪费。
首先,通过对稀释水水力式流浆箱的结构和工作原理进行分析,确定了流浆箱的主要组成部分和关键技术。
然后,提出了基于PID控制的横幅定量控制策略,并通过仿真实验验证了该策略的有效性和稳定性。
最后,对研究结果进行了总结,并对未来的进一步研究工作进行了展望。
关键词:稀释水,水力式流浆箱,横幅定量控制,PID控制,仿真实验1. 引言稀释水水力式流浆箱是一种常用于储存和输送流体的装置,广泛应用于化工、石油、冶金等行业。
在传统的横幅定量控制系统中,由于控制精度和工作效率的限制,往往存在一定的资源浪费和生产效率低下的问题。
因此,研究一种能够实现横幅定量控制,提高工作效率和减少资源浪费的新型控制策略具有重要意义。
2. 稀释水水力式流浆箱的结构和工作原理稀释水水力式流浆箱是由上箱体、下箱体、配浆器和输浆管道等部分组成。
其工作原理是通过控制稀释水的流量,实现对浆液横幅的调控和控制。
稀释水通过流浆箱的上箱体流入配浆器,与浆液混合后通过输浆管道输送到目标位置。
在整个过程中,稀释水的流量对浆液横幅的控制起着重要作用。
3. 基于PID控制的横幅定量控制策略为了实现对浆液横幅的定量控制,本文提出了一种基于PID控制的横幅定量控制策略。
该策略通过对稀释水流量的精确控制,达到对浆液横幅的准确控制的目的。
PID控制器根据横幅偏差实时调整稀释水流量,使得浆液横幅始终保持在设定值附近。
具体的控制算法如下:(1)计算横幅偏差:测量实际横幅值和设定横幅值之间的差值。
(2)根据PID控制算法,计算出控制量的变化量。
(3)调整稀释水流量:根据控制量的变化量,实时调整稀释水的流量。
4. 策略的仿真实验验证为了验证基于PID控制的横幅定量控制策略的有效性和稳定性,进行了一系列的仿真实验。
稀释水水力式流浆箱控制系统研究稀释水水力式流浆箱控制系统研究一、引言稀释水水力式流浆箱是工业生产中常用的设备之一,主要用于将高浓度的浆料稀释为所需浓度。
该设备通过控制水和浆料的流量、压力等参数,实现对浆料浓度的调节。
稀释水水力式流浆箱的控制系统对于稳定生产过程非常关键,因此本文将对该系统进行研究,并提出相应的控制策略和优化方案。
二、稀释水水力式流浆箱的工作原理稀释水水力式流浆箱主要由进料管道、混合室、排料管道、水泵、流量计、压力传感器等组成。
其工作原理是将浆料和稀释水通过进料管道分别送入混合室,经过混合室充分搅拌均匀后,从排料管道排出。
水泵提供稀释水的流量和压力,流量计和压力传感器用于测量流体的流量和压力。
三、控制系统的组成和工作流程稀释水水力式流浆箱的控制系统主要由PLC(可编程逻辑控制器)、人机界面、传感器和执行器等组成。
其工作流程如下: 1. 开机自检和初始化:系统启动时,PLC进行自检并初始化各个设备。
2. 参数设定:操作人员通过人机界面设置所需的浆料浓度、稀释水流量和压力等参数。
3. 采集测量数据:传感器实时采集浆料流量、稀释水流量和压力等数据,传输给PLC。
4. 控制策略实施:根据设定的参数和测量数据,PLC通过控制水泵的工作状态来调节稀释水的流量和压力,从而实现对浆料浓度的调节。
5. 反馈控制:PLC不断接收传感器的反馈信号,根据实际浆料浓度和设定浓度的差值,调整水泵的工作状态,使其逐渐接近设定值,并保持在一定的误差范围内。
6. 故障监测和报警:系统实时监测各个设备的工作状态,如出现故障或异常情况,及时报警提醒操作人员。
四、控制策略和优化方案为了提高稀释水水力式流浆箱的控制精度和稳定性,可以采用以下策略和方案:1. PID控制算法:在控制系统中采用PID控制算法,根据浆料浓度的误差信号,调整水泵的工作状态,使其更加精确地控制稀释水的流量和压力。
2. 自适应控制:通过不断的学习和调整,系统能够根据不同的浆料性质和工况变化自动调整控制参数,以适应各种情况下的稀释需求。
流浆箱控制策略流浆箱是抄纸过程中的一个重要设备,成纸的匀度,纵横向撕裂度等许多重要理指标都取决于流浆箱的工况。
气垫式流浆浆箱是随着纸机速度提高而出现的新一代流浆箱,一般用于250米/分以上的纸机,其主要控制参数有三个,即浆的液位,唇板处的总压及浆/网速比。
总压控制可使喷射到网上的纸浆的速度保持连续一致,从而保证纸纤维分布均匀。
液位控制的目的为了获得纸浆流域以保持适当的湍流来限制纤维的絮聚。
浆速/网速比对纸页的成开有和结构有着决定性的影响,是影响成纸物理性能的重要因素。
上述三个参数互相关联,用单回路控制器难以完成,因此需使用工业控制微机来实现。
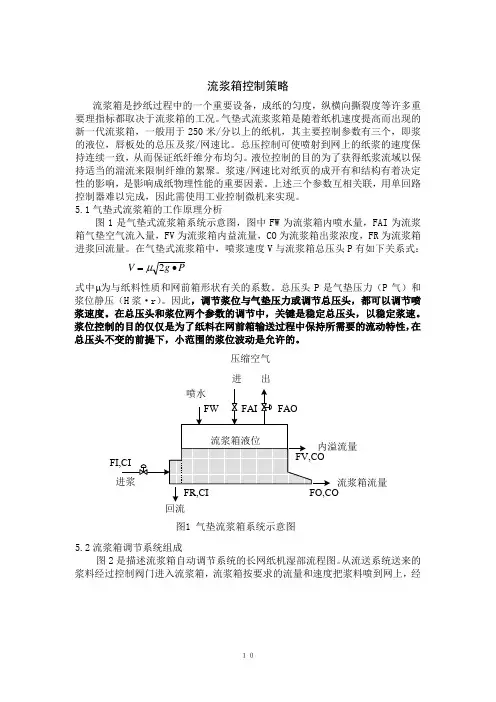
5.1气垫式流浆箱的工作原理分析图1是气垫式流浆箱系统示意图,图中FW为流浆箱内喷水量,FAI为流浆箱气垫空气流入量,FV为流浆箱内益流量,CO为流浆箱出浆浓度,FR为流浆箱进浆回流量。
在气垫式流浆箱中,喷浆速度V与流浆箱总压头P有如下关系式:PgV∙=2μ式中μ为与纸料性质和网前箱形状有关的系数。
总压头P是气垫压力(P气)和浆位静压(H浆·r)。
因此,调节浆位与气垫压力或调节总压头,都可以调节喷浆速度。
在总压头和浆位两个参数的调节中,关键是稳定总压头,以稳定浆速。
浆位控制的目的仅仅是为了纸料在网前箱输送过程中保持所需要的流动特性,在总压头不变的前提下,小范围的浆位波动是允许的。
回流流浆箱流量进出压缩空气图1 气垫流浆箱系统示意图5.2流浆箱调节系统组成图2是描述流浆箱自动调节系统的长网纸机湿部流程图。
从流送系统送来的浆料经过控制阀门进入流浆箱,流浆箱按要求的流量和速度把浆料喷到网上,经网上脱水成形形成湿纸页。
水压缩空气图2流浆箱自动调节系统流程图5.3四种气垫流浆箱自动调节方案分析在图2中,流浆箱总压和浆位是被控变量,进浆量和压缩空气流出量是控制量,根据选取被控变量和控制量的不同,气垫式流浆箱自动控制有四种方案。
方案1:如图3所示,总压的控制是通过总压调节器(PC )改变浆料调节阀门,即调节进浆量去实现的。

流浆箱流浆箱是造纸机的关键设备,它决定纸幅的成形以及纸幅定量分布的均匀性和稳定性,并对成纸的物理强度特性有很大的影响。
生产中通过观察浆流发现问题,可对症解决。
例如当发现从唇口喷出的浆流出现一股股固定的宽的或窄的纵向条流,其原因往往是由于唇板变形或上唇板挂浆等原因所产生的。
另外,成形区中固定元件和成形网的起隆也会造成浆流纵向出现条流现象。
因此,必须仔细观察分析处理。
生产中过分调节螺杆将会使上唇板产生永久变形而导致定量分布不均匀。
因此要定期检查上唇板的平直度,必要时应重新调整唇板使其开口保持均匀一致。
布浆宜改造多管布浆系统,有条件的尽可能选用锥形布浆总管。
以防止多管布浆本身产生的浆流不稳现象。
匀浆辊是匀整浆流和防止纤维絮聚的主要元件,但匀浆辊内易产生对浆流分布起损坏作用的分离和漩涡,并且往往导致产生附浆和形成浆团。
在生产中发现这种现象后,要适当调节匀浆辊的转数和旋转方向。
对于那些效果差的系统,匀浆辊的转向最好与流浆箱底部浆流的流向相反,否则有相当一部分浆流将沿着底部通过,从而造成严重的不均匀。
保持流浆箱的清洁,是流浆箱操作中的重要工作。
由混入空气的泡沫积附在流浆箱的流道或上唇板上是一种很普遍的现象,当浆流速度大于!" #$% &时可基本解决水式流浆箱这种问题。
气垫式或开式流浆箱内所形成的滞留区会产生积浆从而造成清洁问题,可以通过调节匀浆辊的转速和方向来清除。
在安装唇板时应仔细检查接缝处并保证其平直,以防在不平处积浆或挂浆。
另外,浆料和其中的药品会逐渐附积在流浆箱表面,所以必须定期刷洗流浆箱。
流浆箱唇板开度的计算H=上网纸料的流量/{60X车速/(唇板宽度*克重简单公式B=(克重/上浆浓度)X1.3-1.5公式比较复杂,总体说与(定量/浓度)成正比!还与纸的横向收缩率、冲边宽度、网部纤维流失率(出网湿纸浓度、白水浓度)、浆网速比、网车速比、喷浆系数相关!也就是开度×宽度×流速=喷浆流量=绝干总量/上网浓度。
气垫式流浆箱控制原理气垫式流浆箱控制原理1.总压头控制在气垫式流浆箱中,P=P’+H,其中,P为总压头,P’为气垫压力,H为浆位。
通过改变P’来稳定H,总压头控制着流浆箱的喷浆速度,它由上浆泵的转速来调节,总压头的稳定与否对纸张纵向定量有较大的影响,必须保证总压控制回路工作在最佳状态。
1)总压头检测:利用智能压力变送器PIC—101~103检测总压头,PIC—101~103安装在流浆箱操作侧两匀浆辊中间的侧墙上。
压力变送器的测量范围为0~40KPa(可根据实际情况进行调整),输出电信号为4~20mA DC。
2)总压头设定:总压头设定值Ps有两种设定方法,一是在总压头调节器上直接设定(给定值);二是在工控机上输入网速w和浆网速比αs,计算机根据公式Ps=K×(αs×W)2计算确定,通过通信接口送给总压头调节器。
3)总压头控制:计算机根据总压头的设定值、实测值及总压头与浆位之间的耦合关系,经过相应的控制处理后,给出控制信号(4~20mA DC),通过上浆泵变频器控制上浆泵的转速,若总压头的实际值低于给定值,则增大上浆泵的转速,反之,则减小上浆泵的转速,直至总压头达到设定值。
上浆泵也可手动控制,即在人机界面上将对变频器的输出置于“手动”位置,直接控制上浆泵的转速。
4)浆速/网速比控制:纸页在纵横方向的组成是否一致,与纸浆在流浆箱唇口的喷浆速度和网速的关系十分密切,而流浆箱总压又决定了纸浆的喷浆速度,其关系为α=J/W =60√2gP/V其中P为总压头,W为网速,α为浆速网速比,在实际使用时,由于唇板开流浆箱形状等各不相同,α的设定值αs值亦不相同,因此需要根据实际情况来如以确定,在没有浆网速比控制的设备上,一般都通过人工计算列出对照表,操作工根据不同车速手动调节总压头设定值。
在本系统中,总压可自动跟随车速变化(配备网速输入模块),而且通过键盘输入,可容易地改变αs值以适应工艺的要求;同时又给出了不同浆网速比条件下的总压—网速对照表,供操作者查询。
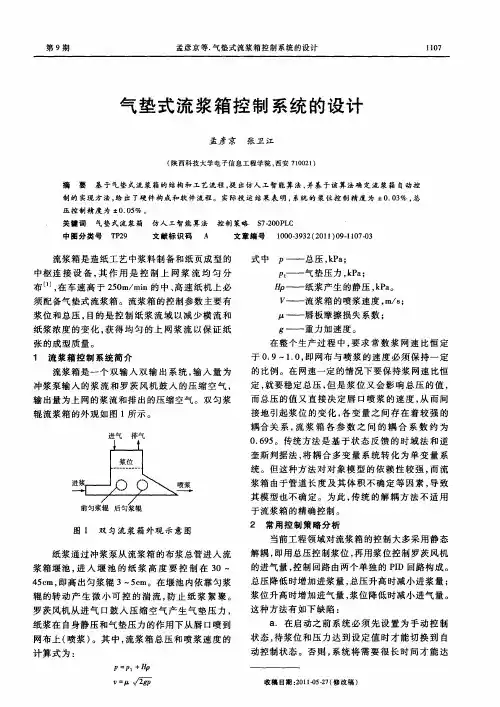
气垫式流浆箱浆位完整控制方案(陕西科技大学工业自动化研究所西安710021)[摘要] 在总结气垫式流浆箱现有控制技术的基础上,提出了一套完整的气垫式流浆箱浆位控制方案。
通过增加可换向气路管道、匀浆辊转速变频器,使气垫式流浆箱可工作于―加压‖、―抽负压‖和―敞开‖三个工作状态,在保持罗茨风机转向不变的情况下有效地拓宽了气垫式流浆箱的车速适用范围,使其能适用于100-550m/Min 的各类造纸机。
本文详细描述了改进方案的具体措施、控制算法,并给出了详细的控制逻辑。
关键词: 气垫式流浆箱,浆位控制,控制算法,仿人智能A Complete Level Control Scheme for Air-Cushioned HeadboxTANG Wei, WANG Xi, GUAN Feng, WANG Mengxiao(Industrial Automation Institute of Shaanxi University of Science and Technology, Xi’an, 710021) ABSTRACTOn the basis of generalizing the presented level control technologies for air-cushioned headbox a complete control scheme to it is proposed. The control scheme makes the air-cushioned headbox run in such three work states of ―increasing air pressure‖, ―decreasing air pressure‖ and ―open to air‖ by adding direction convertible air-route pipes and pulp-mixing roller transducers to it. Under the running direction of the Rotz blower fan keeping unchanged, the applicable range of paper machine speed is widened effectively, which can be used to all kinds of paper machine with a speed of100-550 m/Min. The improved measures, control algorithm and control logic of the refined control scheme are illustrated in detail in this paper.Keywords: Air-cushioned headbox, level control, control algorithms, human simulated intelligence.1 引言流浆箱是造纸机的关键部件,是连接―备浆流送‖和―纸页成形‖两部分的重要枢纽,其主要作用是布浆、匀浆和喷浆,决定着纸幅横幅定量的分布,影响纸幅成形的质量,被称为造纸机的―心脏‖[1],必须严格加以控制。
气垫式流浆箱控制系统的研究和改进气垫式流浆箱控制系统的研究和改进一、引言气垫式流浆箱是用来对流动粉体进行分离、输送和控制的装置,广泛应用于化工、冶金、建筑材料等领域。
随着科技的不断进步和工业需求的不断增加,对气垫式流浆箱控制系统的研究和改进也变得迫切。
本文将从控制系统的结构、工作原理及其改进方向等方面进行探讨。
二、气垫式流浆箱控制系统的结构和工作原理气垫式流浆箱控制系统主要包括传感器、执行机构、控制器和电气元件等组成。
其中,传感器主要用于感测罐内的液位、温度、压力等参数,执行机构根据控制信号来实现调节罐体内的气体流量、流速等目的。
控制器则根据传感器的信号来反馈给执行机构,从而实现对流浆箱的控制。
三、现有气垫式流浆箱控制系统的局限性然而,现有的气垫式流浆箱控制系统存在一些问题,主要表现在以下几个方面:1. 反馈控制能力不足:现有的控制系统往往只能提供局部的反馈控制能力,无法对整个流浆箱进行全面的控制。
2. 系统响应速度慢:由于现有的气垫式流浆箱控制系统采用传统的PID控制方法,响应速度较慢,从而造成了一定的生产效率和质量的损失。
3. 控制精度不高:现有控制系统对罐内流浆的调节精度较低,无法满足一些高要求的生产任务。
四、改进方向与方法为了解决上述问题,针对气垫式流浆箱控制系统进行改进是十分必要的。
以下是一些改进方向与方法的探讨:1. 引入先进的控制算法:可以考虑引入模糊控制、神经网络控制等先进的控制算法来提高控制系统的反馈能力和响应速度。
2. 优化控制参数:通过对系统的模型进行建立和分析,可以对PID控制器的参数进行优化,从而提高控制精度。
3. 增加传感器类型:可以增加一些传感器,如振动传感器、电容传感器等,来感测细微的液位变化,从而提高控制的灵敏度和精度。
4. 结合人工智能技术:可以将人工智能技术应用到气垫式流浆箱控制系统中,如机器学习算法、智能优化算法等,以提高系统的自动化水平和智能化程度。
五、结论综上所述,气垫式流浆箱控制系统的研究和改进是一个重要的课题。
密闭式流浆箱控制系统初探[摘要]流浆箱是造纸机的关键部件,是连接“备浆流送”和“纸页成形”两部分的关键枢纽,决定着纸幅横幅定量的分布,影响纸幅成形的质量,被称为造纸机的“心脏”。
本文设计了适合中小企业的流浆箱控制系统。
[关键词]流浆箱自动控制变结构数字控制器一、密闭式流浆箱结构及其控制原理流浆箱是造纸生产过程中的一个重要环节,它的主要作用是保证纸浆出口压力和流速的稳定,从而使生产出来的纸张厚薄均匀,表面光滑。
为制取匀度和机械性能良好的纸业,流浆箱应具有以下作用和基本要求:(1)向纸机全宽提供一种均匀和稳定的喷出浆流,不存在横向浆流、无定向支流或纵向条流。
(2)提供一种几何尺寸合乎要求的稳定的唇板,并不受温度,压力以及唇板开启度的影响。
(3)形成一种絮聚最少而分散良好的纤维悬浮体。
(4)提供一种所需的横幅定量分布,落浆点,喷浆角度,以及速度的控制。
(5)流浆箱必须有足够的刚性、不变形、不生锈、流道平滑、没有死角挂浆现象,能及时排除纸料中的空气和泡沫,结构简单,便于清洗、操作和维修等。
密闭式流浆箱结构包括:进浆口,出浆口,进气口,气压探孔排气阀口,以及两个变送器接口。
进浆口是浆泵打浆的入口,它是一个小的方体,右边与浆泵相连,左边是两排小孔,小孔的目的是减少液流对出口速度和两个传感器的扰动;纸浆出口是一个可调节的狭长出口,以便对出口流速的控制;进气口连着气泵来给流浆箱提供气压,其上有一个手动的调节阀;排气阀口是专门为人工调节气压而设,其上也有一个调节阀;变送器有两个,一个用于测量总压,称为总压变送器,一个用于测量液压,测液压的变送器要与气压探口相连,称为差压变送器。
变送器为PLC输送4-20mA的电流作为模拟量的输入。
系统运行时主要控制参数是总压、浆位和气压。
控制总压的目的是为了获得均匀的从流浆箱喷到网上的纸浆流通和流量。
控制浆位的目的是为了获得适当的纸浆流域以减少横流和浓度的变化,产生和保持可控的湍流以限制纤维的絮聚。
流浆箱控制策略
流浆箱是抄纸过程中的一个重要设备,成纸的匀度,纵横向撕裂度等许多重要理指标都取决于流浆箱的工况。
气垫式流浆浆箱是随着纸机速度提高而出现的新一代流浆箱,一般用于250米/分以上的纸机,其主要控制参数有三个,即浆的液位,唇板处的总压及浆/网速比。
总压控制可使喷射到网上的纸浆的速度保持连续一致,从而保证纸纤维分布均匀。
液位控制的目的为了获得纸浆流域以保持适当的湍流来限制纤维的絮聚。
浆速/网速比对纸页的成开有和结构有着决定性的影响,是影响成纸物理性能的重要因素。
上述三个参数互相关联,用单回路控制器难以完成,因此需使用工业控制微机来实现。
5.1气垫式流浆箱的工作原理分析
图1是气垫式流浆箱系统示意图,图中FW为流浆箱内喷水量,FAI为流浆箱气垫空气流入量,FV为流浆箱内益流量,CO为流浆箱出浆浓度,FR为流浆箱进浆回流量。
在气垫式流浆箱中,喷浆速度V与流浆箱总压头P有如下关系式:
V ’』2g *P
式中■为与纸料性质和网前箱形状有关的系数。
总压头P是气垫压力(P气)和
浆位静压(H浆・r)。
因此,调节浆位与气垫压力或调节总压头,都可以调节喷浆速度。
在总压头和浆位两个参数的调节中,关键是稳定总压头,以稳定浆速。
浆位控制的目的仅仅是为了纸料在网前箱输送过程中保持所需要的流动特性,在总压头不变的前提下,小范围的浆位波动是允许的。
压缩空气
图1气垫流浆箱系统示意图
5.2流浆箱调节系统组成
图2是描述流浆箱自动调节系统的长网纸机湿部流程图。
从流送系统送来的
浆料经过控制阀门进入流浆箱,流浆箱按要求的流量和速度把浆料喷到网上,经
图2流浆箱自动调节系统流程图
5.3四种气垫流浆箱自动调节方案分析
在图2中,流浆箱总压和浆位是被控变量,进浆量和压缩空气流出量是控制 量,根
据选取被控变量和控制量的不同,气垫式流浆箱自动控制有四种方案。
方案1如图3所示,总压的控制是通过总压调节器(PC 改变浆料调节阀 门,即调节进浆量去实现的。
浆位的控制则由浆位调节器(LC )调节气垫空气流 出量加以控制。
图3
方案2:如图4所示,与方案1相反, 调节进浆量去控制浆位。
方案3:总压和浆位调节方式与方案 溢
流装置。
方案4:如图5所
示,是在方案 成的串级调节系统。
根据下述原理设计的
图4
通过调节气垫空气流出量去控制总压,
1相同,但是在方案3中流浆箱装有内
压缩空气 压缩空气
网上脱水成形形成湿纸页
冲浆泵 方案4不但控制总压和浆位
1的基础上增加了由浆速一网速比和总压组 而且控制浆速一网速比,它是 水压缩空气
白水坑
已知浆速:
VE。
二K^
TP0
(1)
VE = K .TP 浆速-网速比:
E^VE0 /VW0 (2)
(3)
E =VE/VW (4)
E0 / E = (VE0 /VE) (VW/VW0) (5)
式(1)和式(2)代入式(5)得:
E°/E -C.TR/ .TP)(VW/VW0)
(6
)
对式(6)两边平方得到:
(E0 /E)2=(TF0/TP) (VW/VW0)2(7)
式中,&、VE、VW、TP0分别表示浆速一网速比、浆速、网速和总压的静态(稳
定)值,E、VE VW TP分别表示它们的动态(变化)值。
要保持浆速-网比稳定的条件是:
E=E。
即E0/E=1 (8)
式(8)代入式(7)得:
(TP0 /TP) (VW/VW0)2=(E0/E)2=1
TP 二TR (VW/VW))2(9)
只要流浆箱的总压随式(9)的规律变化,则浆速一网速比将保持稳定不变。
因此,若总压调节系统的调节器的给定值TR p按(9)式随网速的变化而计算出来,即:
TP sp 二TP。
(VW/VW0)2(10)
则浆速一网速比将保持稳定不变。
这些任务是由总压的串级调节系统完成的
5.4总压和浆位神经网络解耦补偿
图6流浆箱解耦控制原理图
对多变量系统来说,耦合问题是普遍存在的。
因此采用解耦控制方法可提高 多变量控制水平。
系统的解耦分成静态和动态解耦两种形式。
实际运用中一般采 用静态解耦,因为按动态解耦设计的补偿器环节在物理上经常是不可实现的或实 现起来过于复杂。
但当系统存在时变特性或具有明显非线形时, 要实现静态解耦 是不可能的,因为此时要求解耦环节具有自适应能力。
人工神经元网络的可训练 性和结构的通用性,使其具有自适应能力,满足解耦要求,从而构成基于神经网 络的解耦控制。
流浆箱(总压和浆位)神经网络解耦控制结构图如图6示。
图中P 为流浆箱 对象,NN 神经网络解耦补偿器,Ri 、R 2为调节器,y i (总压)、y 2 (浆位)为被控 量,U i (进浆量)、U 2 (压缩空气)为调节量。
对于不同的补偿解耦方案(即补偿器处于不同的位置),其训练的具体方法 不同。
解耦的定量描述为,引入神经网络补偿环节所要达到的目标为普遍采用 Bristol 相对增益矩阵,它给出了系统耦合强度程度的描述。
由于它的计算比较 复杂,不适合作为在线训练的目标。
因此,本系统所采用的指标是包括补偿神经 网络在内的广义的Bristol 第一系数矩阵,即每一个受控变量 y j (i=1,2,…,n )
关
于控制量U j (j =1,2,…,n )的灵敏度距阵
在系统中神经网络位于调节器之前,所以广义对象应包括这些调节器。
此时 矩阵可定义为
芈 (i, j =1,2) (3.2)
工E j
式中,E 是偏差。
相应的解耦训练目标为
min =丄「B i 国 W
2 IL
「鲁 刃1…
CU 1 CU 2
勿2 矽2…
GU 1 3
阳
i
+
勿n 纠n … 炉1 CU 2
(3.1)
(3.3)
B = ::
丫 = ::
(%必,,yJ
「::(U 1,U 2, ,uj
-:
U n 72 -:U n -:
芍2
纽(W )I 亠 链i
一 2 二 i 曲
::
E(W) ; 口国
B i
.:
(W) i 4
⑧(w )p 2
y i W)上 cE i tWcE i y 「勿 i (W)"2
y i (W)
[cE j 芒W 点 E j
(3.5)
由图5
辿二辿理迥十P K iR K iN (W) .:E i ;:
Ui (W) ;:
Li (W)汨
(3.6)
故有
练(W)
:Vi (W) :u (W) :L i (W)
P R N
K ii K ii K ij
(VV)
.:E
;:U(W) ;:L(W) ;:E
(3.7)
K i P
K i R
X (W)
:W P R 二 K ii K H T i (W) (3.8)
彈二丽际脉莎山KiX^ = K i'KX j ㈣(3
.9)
合并式(3.8 )和式(3.9)可得
n 匚八 B j s]
- K i P
K R
K i N
(W) K ii P
K i R
T j (W) -W i,j 1
(3.10)
(3.11)
式中,T ij (W )则直接与采用的网络结构有关。
在实际控制系统,NN 选BP 网络,其结构由一个输入层、两个隐层、一个输 出层组成。
基于上述方程式(3.1)〜(3.11)可实现流浆箱的解耦控制。
5.5浆速一网速比控制
在前面叙述的方案中,以浆速一网速比调节器(E 。
为主环,总压调节器(PC 为副环组成串级调节系统。
处于主环中的网速的干扰将由自动地改变总压调节器 的给定值去加以克服,而处于副环中的影响总压的干扰,则在其尚未影响浆速一 网速比之前由副环系统加以克服。
因此,串级调节系统能克服各种干扰, 保持浆
式中,B i 国是所求的解耦系统的广义对象增益,但此处 B 汽包括调节器的增益,W 为神经网络的训练参数。
神经网络的训练算法采用梯度算法
,W 「
迫 W)
cW
式中,为学习步长。
在 足够小时,应选择具有合理的足够多内部单元,且其 作用函数使得E (W )对W 可微,梯度算法总是收敛的。
记K Q 为系统环节Q 的第i 个输出和第j 个输入之间的静态增益,其中 Q 可
以是R (控制器),P (被控对象),或N (神经网络)中的任一个。
则由式(3.2 )〜 式(3.4 ),BP 算法公式可得
(3.4)
速一网速比稳定。
实际运行证明这种方案能有效地克服供浆压力阶跃、压缩空气
罐压力阶跃和网速阶跃等干扰,使浆位、浆速一网速比和纸页定量很快地回复到给定值,因而具有良好的控制效果。