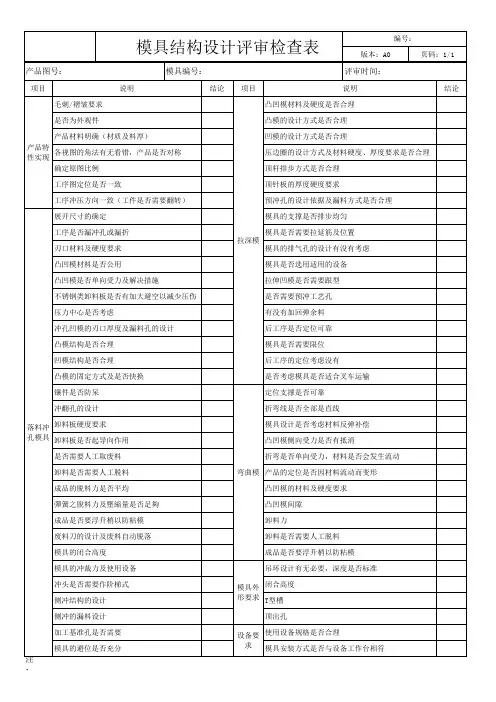
模具设计评审-表
- 格式:xls
- 大小:124.00 KB
- 文档页数:1

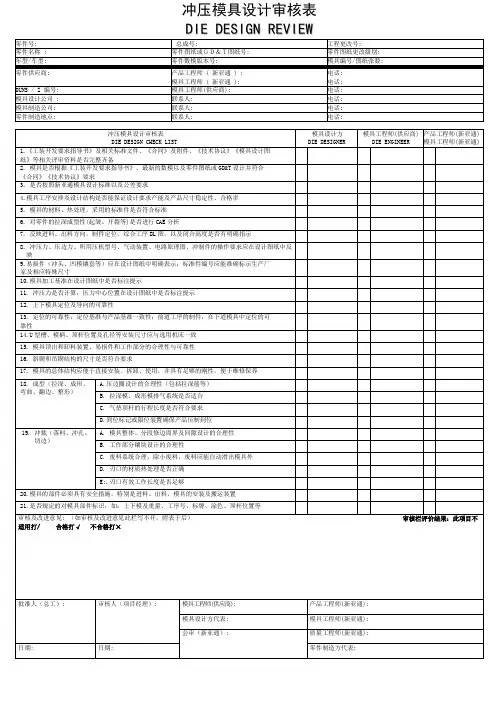
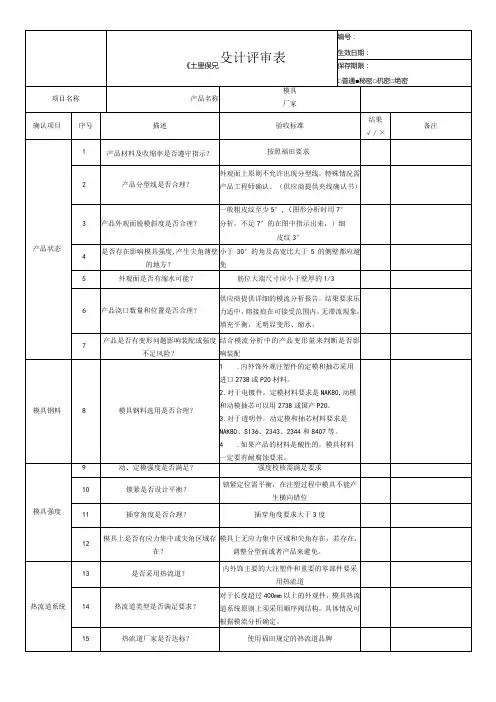

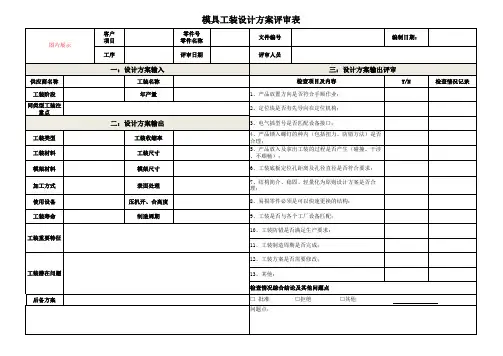

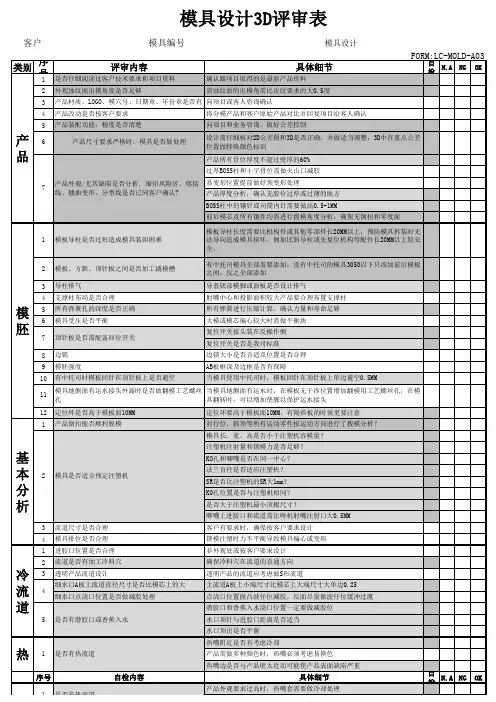
零件号数模版本号零件类别材料信息材料牌号公司模具材料牌号类似零件收缩率验证结果OKNOKN/A成型部件斜顶(或顶杆)运动到底,要保证3mm 间隙要保证运动结束时与产品有3mm 间隙运动干涉分析斜顶热处理不应放在容易与对手件干涉或产生异响的区域分型线不可分在零件R 角处或是否获得SGM QD/Design/外观工程师/SQE 批准模具结构不可有“薄铁”、“尖角”斜顶行程斜顶杆直径斜顶座是否是顺序阀分型线抛光斜顶杆衬套斜顶杆需要做淬火处理斜顶杆最大角度模具强度型芯或型腔面皮纹面浇口位置动模采用镶件的方式,抛光时,将镶件安装到定模,镶件与定模的产品面一起抛光(外观面)开模方向都至少有3°脱模斜度门板以上大模具〉=20mm流道的流长电镀级ABS+PC≤200mm电镀级ABS≤250mm分型线处模具配合阶差在SGM的认可清单中选取材料供应商收缩率范围分型线不可在A 面或外分是否获得SGM QD/Design/外观工程师/SQE 批准外分 内分一膜一腔 一膜多腔外饰件 内饰件 电镀件 皮纹件 油漆件 高光件 匹配件模具等级IP 、DP <=15° ,其余<=12°流道脱模斜度浇注系统冷流道满足Moldflow 填充分析的各项指标要求皮纹每增加0.015mm 深度,沿开模方向上在原有脱模斜度上至少增加1°采用标准件浇口类型冷流道长度需控制在80mm 以内后续浇口容易切除,不可对外观面产生损伤Moldflow 填充分析分型线位置模具插穿角度冷料井建议双衬套导向热流道每个冷流道的转角,都须有冷料井分型线处最小插穿角度为7°浇口分型线GM材料标准模具收缩率分析结果确认零件名称模具设计评审资质模具供应商检验项目姓名是否自动脱浇口顺序阀须采用圣万提(Synventive )热流道基本要求能否满足GMW15424(2013版)模具设计评审检查表Mold Design Checklist零件基本信息模具设计工程师模具类型模具钢材信息。
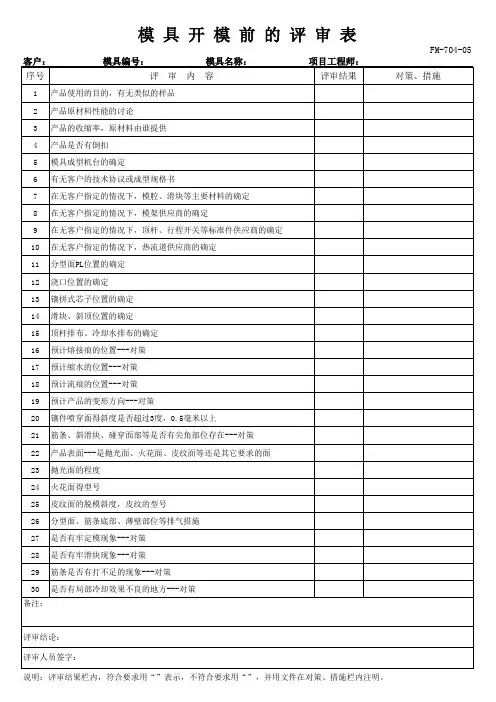
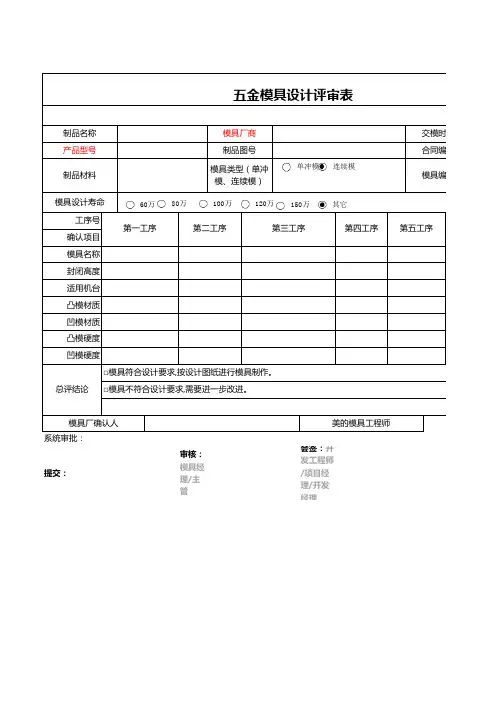
模具订单评审表模板客户名称:模具名称:模具编号:物料编号:T1时间: 年 月 日MP 时间: 年 月 日模具类别:□精密 □普通 □经济 模具寿命: 万次 型腔数量:个成形周期: 秒缩水率: ‰(千分之)成形材料:产品主壁厚: mm 共有 处需斜顶出模 □有换款( )款 □无换款 □预留换款产品外观:□喷涂 □罩光 □电镀 □电铸 □高光 □覆膜 □皮纹 □免喷涂 □模具结构:□二板□三板 □气辅 □倒装□双色□机械手取件 □模内嵌入 IML□模内贴膜 IMD □□压缩定模芯钢料:动模芯钢料:斜顶钢料:推方钢料:模架类别:□全精加工□半精加工□粗框□浇口形式:□侧进胶 □搭底进胶 □牛角潜筋 □大水口□潜伏式 □点水口□牛角潜面 □斜顶出浇口□其他流道: □普通,数量 点 □热流道,数量 点,品牌:标准件: □常规□其他油缸:□常规□其他客户项目工程师:电话:模厂项目工程师:客户产品工程师:电话:模具设计师:要求节点时间 年 月 日 调整节点 月 日调整说明项目启动模流分析完成模架完整图订料单截止2D 图纸完成3D 图纸完成钢料回厂模架回厂热流道回厂所有加工截止 模具组立完成T1 MP年 月 日评审 工程: 制造:商务:采购: 批准:项目: 品质:备注:。
表
零件号数模版本号
图纸版本号
零件类别
材料信息
材料牌号材料供应商公司
工作年限
模具材料牌号钢材采购周期类似零件收缩率验证结果
模具设计收缩率
OK
NOK
N/A
排气槽
备注
外观
翘曲变形
分型线
浇口类型模具设计评审检验项目填写实际值和后备方案
基本要求
脱模斜度
排气系统
浇口
流道
斜顶
滑块
顶出
水路
关键位置
boss肉厚
需符合筋厚比原则
模具设计评审须提交:1、Mold Design Checklist;2、Moldflow Checklist; 3、Moldflow分析ppt;4、填充动画;
零件基本信息
浇注系统
成型部件
顶出系统
冷却系统
型腔
针对细皮纹抛光到600号砂纸顶针端部不要深入B面超过0.5mm 司筒针的脱模角度设定为0.25゜
BOSS柱顶针变形区域图示量化说明变形区域,必须有PDT批准的Backup方
案
如有尺寸相关EWO ,也请补充说明,模具做预留
R角壁厚处理
不能有尖角,零件壁厚均匀溢边值材料供应商提供,填写具体值
软模零件尺寸
关键尺寸100%符合初版GD&T 和DTS 图纸要求软、硬模零件数据差异不大
镶件、排气针产品端末端和料流交汇处有排气
斜顶、直顶、镶件
全部要设计排气槽Moldflow 冷却分析
满足Moldflow 冷却分析的各项指标要求
分型面
参照SGM模具SOR标准(09版)流动阻力从1个系統分成多个回路时要考虑流动阻力最小,参
照SGM模具SOR标准(09版)
水路有效长度
门板以上的大型模具单个回路<=1.5m 参照Moldflow 进出水温差控制
水井(翻水)
隔水片尖端距制品表面水井直径的1~1.5倍,建议水井
为独立水路
水路接头标准化
和注塑机匹配处和反复插接处须用快速接头
须用集水块水路到产品表面的距离
水路直径的1.5~3倍水路间距
水路直径的3~5倍
热处理
斜导柱需要做淬火处理
顶出系统是否会导致零件被顶出变形,粘模,顶白,顶杆(块)印等问题?
模具复位杆模具设置4根复位杆,当模具尺寸超过1200mm 时,需
设置6根复位杆
滑块
S : 侧向抽芯量 S1 : 滑块单次行程α : 滑块斜面锁紧角 β : 滑块斜导柱倾角
S1 = S + 3mm (Min.)α = β +(2°~5° ) β<=25°
滑块限位采用机械限位机构斜顶杆衬套
建议双衬套导向
热处理
斜顶杆需要做淬火处理
斜顶行程要保证运动结束时与产品有3mm 间隙
斜顶杆最大角度IP 、DP <=15° ,其余<=12°
超出许可须用双杆
斜顶座采用标准件
运动干涉分析斜顶(或顶杆)运动到底,要保证3mm 间隙Moldflow 填充分析
满足Moldflow 填充分析的各项指标要求
斜顶杆直径门板以上大模具〉=20mm
冷流道冷流道长度需控制在80mm 以内
IP 手套箱搭桥区域、前除霜面板区域可控制在
热流道
顺序阀须采用圣万提(Synventive )热流道是否是顺序阀
基于模流分析结果确认冷料井
每个冷流道的转角,都须有冷料井
流道的流长
电镀级ABS+PC≤200mm 电镀级ABS≤250mm
基于壁厚2.8mm~3.2mm
浇口位置
不应放在容易与对手件干涉或产生异响的区域
是否自动脱浇口要兼顾外观状态
后续浇口容易切除,不可对外观面产生损伤
型芯或型腔面
开模方向都至少有3°脱模斜度
IP 中控区域,储物盒等
皮纹面皮纹每增加0.015mm 深度,
沿开模方向上在原有脱模斜度上至少增加1°皮纹深度相关,所有可视面按照皮纹面处理
分型线抛光动模采用镶件的方式,抛光时,将镶件安装到定模,
镶件与定模的产品面一起抛光(外观面)
模具强度模具结构不可有“薄铁”、“尖角”模具插穿角度分型线处最小插穿角度为7°分型线处模具配合阶差
能否满足GMW15424(2013版)
外观面无法做到,一票否决
外分 内分分型线不可在A 面
或外分是否获得SGM QD/Design/外观工程师/SQE 批准
分型线位置
分型线不可分在零件R 角处
或是否获得SGM QD/Design/外观工程师/SQE 批准
模具收缩率材料供应商收缩率范围分析结果确认模具供应商
资质在SGM的认可清单中选取模具设计工程师
姓名模具类型一膜一腔 一膜多腔模具钢材信息模具等级模具设计评审表
零件名称
外饰件 内饰件 电镀件 皮纹件 油漆件 高光件 匹配件
GM材料标准
Approval
Reject。