车桥装配工艺方案-简易
- 格式:ppt
- 大小:2.60 MB
- 文档页数:16
车桥装配工艺方案-简易xx年xx月xx日CATALOGUE目录•引言•装配工艺方案总体概述•装配工艺方案详细设计•装配工艺方案实施计划•装配工艺方案风险评估与对策•装配工艺方案效益评估与优化建议•参考文献01引言背景介绍汽车行业的发展历程车桥装配工艺的重要性市场竞争状况提高车桥装配效率降低生产成本提高产品质量和稳定性目的和意义02装配工艺方案总体概述准备工作检查零件的完整性和准确性,准备好所需的工具和设备。
将轴体放置在支撑座上,然后将轴承安装在轴体上,再安装密封件和防尘盖。
将齿轮放置在轴体上,然后安装键和锁紧螺母。
将支撑和调整机构安装在轴体上,然后调整位置和高度。
检查装配质量和完整性,完成装配并记录相关数据。
装配流程简介组装轴体安装支撑和调整机构完成装配安装齿轮1装配工艺特点23该装配工艺流程简单明了,易于掌握和操作。
操作简单在装配过程中,各个部件易于拆卸和更换,方便维护和修理。
维护方便该工艺流程所需设备简单,生产效率较高。
生产效率高03操作人员技能水平根据操作人员技能水平,选择适合的工艺方案,以确保操作人员能够掌握和操作。
装配工艺方案选择依据01实际生产需要根据实际生产需要,选择适合的工艺方案,以满足生产需求。
02产品质量要求根据产品质量要求,选择合适的工艺方案,以确保产品质量达标。
03装配工艺方案详细设计检查车桥零件的尺寸、形状、材料等,确保符合要求。
准备工作按照车桥的结构特点,设计合理的装配流程,包括零件清洗、润滑、装配、调试等环节。
基本流程根据车桥的具体结构,对一些特殊部位进行重点考虑,例如螺栓连接、轴承配合等。
细节考虑装配流程详细设计根据装配流程,制定详细的操作步骤,包括装配顺序、操作手法、注意事项等。
装配操作规范制定操作步骤制定安全操作规范,确保操作过程中不会出现安全事故。
安全要求根据需要,选择合适的工具,并规定使用方法。
工具使用检验方法规定检验方法,包括外观检查、尺寸测量、压力试验等。
试述汽车前后桥安装生产工艺流程和步骤下载提示:该文档是本店铺精心编制而成的,希望大家下载后,能够帮助大家解决实际问题。
文档下载后可定制修改,请根据实际需要进行调整和使用,谢谢!本店铺为大家提供各种类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by this editor. I hope that after you download it, it can help you solve practical problems. The document can be customized and modified after downloading, please adjust and use it according to actual needs, thank you! In addition, this shop provides you with various types of practical materials, such as educational essays, diary appreciation, sentence excerpts, ancient poems, classic articles, topic composition, work summary, word parsing, copy excerpts, other materials and so on, want to know different data formats and writing methods, please pay attention!汽车前后桥的安装生产工艺流程和步骤一、概述汽车前后桥是汽车传动系统的重要组成部分,它们承载着车辆的扭矩和力量传递。
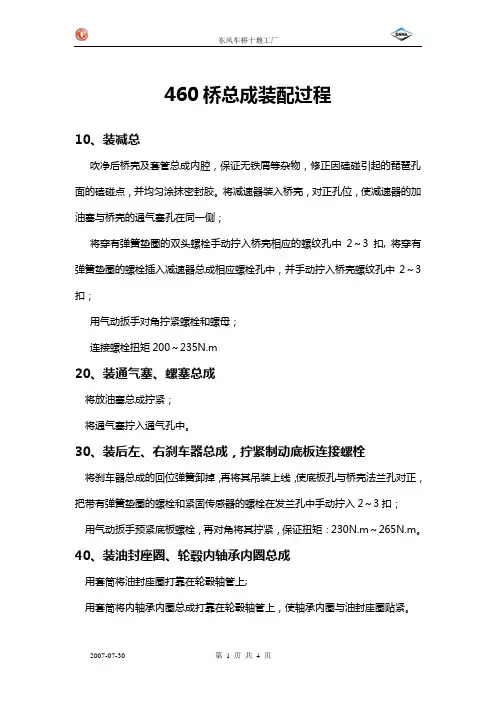
460桥总成装配过程10、装减总吹净后桥壳及套管总成内腔,保证无铁屑等杂物,修正因磕碰引起的琵琶孔面的磕碰点,并均匀涂抹密封胶。
将减速器装入桥壳,对正孔位,使减速器的加油塞与桥壳的通气塞孔在同一侧;将穿有弹簧垫圈的双头螺栓手动拧入桥壳相应的螺纹孔中2~3扣, 将穿有弹簧垫圈的螺栓插入减速器总成相应螺栓孔中,并手动拧入桥壳螺纹孔中2~3扣;用气动扳手对角拧紧螺栓和螺母;连接螺栓扭矩200~235N.m20、装通气塞、螺塞总成将放油塞总成拧紧;将通气塞拧入通气孔中。
30、装后左、右刹车器总成,拧紧制动底板连接螺栓将刹车器总成的回位弹簧卸掉,再将其吊装上线,使底板孔与桥壳法兰孔对正,把带有弹簧垫圈的螺栓和紧固传感器的螺栓在发兰孔中手动拧入2~3扣;用气动扳手预紧底板螺栓,再对角将其拧紧,保证扭矩:230N.m~265N.m。
40、装油封座圈、轮毂内轴承内圈总成用套筒将油封座圈打靠在轮毂轴管上;用套筒将内轴承内圈总成打靠在轮毂轴管上,使轴承内圈与油封座圈贴紧。
50、装轮毂制动鼓总成及外轴承内圈总成将轮毂制动鼓总成吊装套在刹车器总成上,在轮毂轴管上装上外轴承内圈总成,先手动将调整螺母在套管上拧入2~3扣,再用气动扳手将调整螺母在套管上拧紧至力矩500N.m,然后回退1/6~1/4圈;在套管上装锁片,使锁片上的螺钉孔与调整螺母上的螺钉孔对准,装上带有垫圈的螺钉。
60、调刹车间隙,气室回位试验用扳手旋转调整臂蜗杆轴,调整制动间隙;制动鼓能自由旋转而不与其他零件干涉;制动器室通入压缩空气后,推杆应能立即推出,排气后推杆应能立即返回,无发卡现象。
70、装半轴油封、纸垫及半轴将半轴油封打入轮毂轴管端部;在半轴上装上纸垫, 将半轴装入轮毂轴管,使半轴花键与减总半轴齿轮花键配合,再将半轴推靠到位;将带有垫圈的螺栓在半轴螺栓孔中带2~3扣,用气动扳手预紧后再分别将其对角拧紧;半轴螺栓扭矩140~234N.m。
80、装啮合套、贯通轴及轴间差速器操作机构总成装啮合套(从减速器侧孔放入),穿入贯通轴;装衬垫和轴间差速器操作机构总成;装上带有垫圈的螺栓并将其拧紧;差速锁螺栓扭矩40~70N.m。
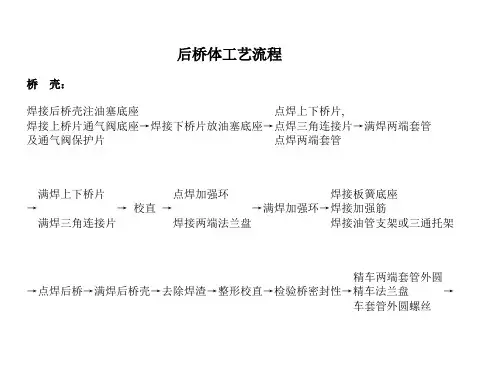
后桥体工艺流程
桥壳:
焊接后桥壳注油塞底座点焊上下桥片,
焊接上桥片通气阀底座→焊接下桥片放油塞底座→点焊三角连接片→满焊两端套管
及通气阀保护片点焊两端套管
满焊上下桥片点焊加强环焊接板簧底座
→→校直→→满焊加强环→焊接加强筋
满焊三角连接片焊接两端法兰盘焊接油管支架或三通托架
精车两端套管外圆→点焊后桥→满焊后桥壳→去除焊渣→整形校直→检验桥密封性→精车法兰盘→
车套管外圆螺丝
铣加强环端面钻加强环丝孔钻两端法兰盘丝孔
铣加强环内圆→除去毛刺→除毛刺→磨削两端轴承座→精镗两去除加强环边缘毛刺锥丝铣两端套管键槽
端套管内圆→检验桥体密封性→去除桥体表面锈迹→喷漆→检验→包装。
车前桥装配工艺流程英文回答:The assembly process for the front axle of a vehicle involves several steps to ensure proper installation and functionality. Here, I will outline the general process for assembling a front axle.1. First, the necessary components for the front axle are gathered. This includes the axle housing, differential, axle shafts, bearings, and other related parts.2. The axle housing is prepared by cleaning it thoroughly to remove any dirt or debris. This is important to ensure a clean surface for the components to be installed.3. Next, the differential is installed into the axle housing. The differential is responsible for distributing power between the two front wheels and allows them torotate at different speeds when necessary.4. The axle shafts are then inserted into the axle housing. These shafts connect the differential to the front wheels and transfer power from the differential to the wheels.5. The bearings are installed onto the axle shafts. These bearings allow the axle shafts to rotate smoothly within the axle housing.6. Once the axle shafts and bearings are in place, the axle housing is sealed to prevent any leaks or contamination. This is usually done using a gasket or sealant.7. Finally, the front axle assembly is tested to ensure proper functionality. This may involve checking for any abnormal noises, vibrations, or leaks.中文回答:车前桥的装配工艺流程包括多个步骤,以确保安装和功能的正常。
车桥基本工艺工序及组成1、转向节转向节是汽车转向桥上的主要零件之一,一般载货汽车多以前桥为转向桥,轴向节中集中了轴套,盘爪,叉架等四类零件的结构特点。
一般采用40Cr或40MnB等合金结构钢,通过模锻的方法制造,叉架部分要求精度较高,转向节的工艺过程和生产线的形式取决于生产纲领的大小,加工过程中均以精加工后的轴承轴径级主销控做定位基准。
2、关键工序:铣上下耳内外端面——钻打主销孔、倒角——拉主销孔——铣端面叉窝——精铣两外侧面——钻中心孔——车轴颈、肩及端面圆弧——粗磨轴颈及端面圆弧——铣法兰侧面——钻较锥孔——拉见槽——铣轴承窝——精铣上而内侧面——钻孔攻螺纹——压挤衬套——精磨轴颈及端面——清洗螺纹——铣平台——探伤——清洗——最终检验——修复3、螺旋伞齿轮加工工艺主动螺旋伞齿轮从动螺旋伞齿轮①铣端面钻中心孔②车轴颈及背锥③车槽、锥端面④铣渐开线、花键⑤磨轴颈及端面⑥加工螺纹⑦中间检查⑧粗铣轮齿⑨精铣轮齿凸面⑩精铣轮齿凹面11中间检查12热处理校正13车端面及内控14车外锥、背锥、内锥端面及倒角15钻孔16磨平面17磨内孔及端面18中间检查19粗铣轮齿20精铣轮齿21中间检查22热处理23磨内孔24最后检查主动螺旋伞齿轮,以两个轴颈的端面定位从动螺旋伞齿轮,以内孔及两端面定位车桥部件及车桥总成1、螺旋伞齿轮的铣齿夹具主动螺旋伞齿轮的铣齿夹具由定位套本体和弹簧套组成。
夹紧时弹簧通过两个锥面的作用先后实现对加工齿轮的两个轴颈的定位夹紧2、十字轴加工十字轴材料一般用20CrMnTi,采用模锻方法制造,通过以下工序加工:铣端面——钻中心孔——清理中心孔——中间检查——车外圆、倒角、车槽——铣平面——中间检查——热处理——粗磨轴颈——精磨轴颈——最终检查3、后桥的总成①后桥的三个组件,直接进入总成装配②一级分组件:主动锥齿轮点成,主动圆柱齿轮,从动锥齿轮及轴承内圈总成,减速器外壳该及轴承外圈总成,差速器总成③二级分组件:主动锥齿轮轴承座及外圈总成主动锥齿轮前轴承盖及油封总成,从动锥齿轮及主动圆柱齿轮铆接后伸直接进入一级分组件。
轿车车桥分装流程下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注! Download tips: This document is carefully compiled by theeditor. I hope that after you download them,they can help yousolve practical problems. The document can be customized andmodified after downloading,please adjust and use it according toactual needs, thank you!In addition, our shop provides you with various types ofpractical materials,such as educational essays, diaryappreciation,sentence excerpts,ancient poems,classic articles,topic composition,work summary,word parsing,copy excerpts,other materials and so on,want to know different data formats andwriting methods,please pay attention!轿车车桥的分装流程,也称为装配流程,通常指的是在车辆生产或维修过程中,对车桥部件进行组装的过程。
车桥加工方案摘要:车桥是车辆传动系统的重要组成部分,在车辆工程中扮演着举足轻重的角色。
为了满足不同车型和不同工况下的需求,车桥的加工工艺需要充分考虑材料选择、加工工艺及装配过程等方面的因素。
本文将介绍车桥加工方案的一般步骤、关键工艺及相关注意事项,为车桥加工提供可行的解决方案。
1. 引言车桥作为传动系统的重要组成部分,其性能直接影响着车辆的行驶稳定性、动力传递效率以及承重能力等方面。
因此,合理的车桥加工方案对于整车性能的提升至关重要。
2. 车桥加工方案的一般步骤车桥加工方案的一般步骤包括以下几个环节:2.1 材料选择车桥的材料直接影响到其强度、刚度和耐久性等性能指标。
常见的车桥材料包括铸铁、钢铁以及铝合金等。
在选择材料时需要综合考虑车辆的使用条件、制造成本以及材料的可获得性等因素。
2.2 加工工艺选择加工工艺的选择与车桥的材料和形状有着密切的关系。
常见的车桥加工工艺包括铸造、锻造、机加工和焊接等。
不同的加工工艺会对车桥的性能产生不同的影响,因此在选择加工工艺时需要综合考虑加工精度、工艺复杂度、材料利用率以及成本等因素。
2.3 设计与模拟在车桥加工方案中,设计和模拟是一个重要的环节。
通过借助计算机辅助设计(CAD)软件和有限元分析(FEA)等工具,可以对车桥的结构进行优化和仿真,以提高其性能和可靠性。
2.4 制造与装配根据前面的设计方案,进行车桥的制造与装配工作。
制造过程中需要密切注意加工工艺要求,确保车桥的尺寸精度和装配质量。
3. 关键工艺及注意事项车桥加工中存在一些关键工艺和注意事项需要特别关注,包括以下几个方面:3.1 精密加工车桥加工需要保证尺寸精度和表面质量,因此对于一些关键零部件的加工,需要采用精密加工设备和工艺,确保尺寸的准确性和表面的光滑度。
3.2 热处理车桥的热处理工艺对其性能具有重要影响。
通过热处理可以改善车桥的硬度、强度和耐磨性等性能指标。
在选择热处理方案时需要考虑到材料的特性以及加工后的应力状态。