1-4特种铸造
- 格式:ppt
- 大小:5.07 MB
- 文档页数:17

特种铸造铸造方法特种铸造是指在金属浇注过程中利用特殊工艺形成的表面凹凸、结构复杂的铸件,具有耐磨、耐腐蚀、耐冲击等优良性能。
一般情况下,特种铸造的材料有铸铁、铜、铝、钢等,常用的铸造方法包括压铸、强力铸造、低压铸造、柔性铸造、涡轮铸造、砂型铸造和精密铸造等。
一、压力铸造压力铸造是一种常用的特殊铸造方法,它主要利用压力将浇注液压入模具内,形成所需图案或形状的铸件。
常用的压力铸造方式有液压铸造、气动铸造和拉铸造。
此外,还可以通过改变模具中的浇注液压入的温度和压力,从而改变铸件的形状。
1、液压铸造液压铸造是利用液压系统,将浇注液压入模具的特种铸造方法。
该方法可以生产出尺寸精确、表面光洁的铸件,同时还能够生产出复杂的形状、结构和多孔铸件。
2、气动铸造气动铸造是利用气动控制系统,将浇注液压入模具的特种铸造方法。
该方法可以生产出尺寸精确、表面光洁的铸件,也可以生产出复杂的形状。
3、拉铸造拉铸造是利用拉力,将浇注液压入模具的特种铸造方法。
该方法可以生产出尺寸精确、表面光洁的铸件,同时还可以生产出复杂的形状、结构和多孔铸件。
二、强力铸造强力铸造是一种常用的特种铸造方法,它利用液压系统将浇注液以高速的速度压入模具,形成所需图案或形状的铸件。
强力铸造可以生产出尺寸精确、表面光洁的铸件,同时还能够生产出复杂的形状、结构和多孔铸件。
三、低压铸造低压铸造是一种常用的特种铸造方法,它利用液压系统将浇注液以低速的速度压入模具,形成所需图案或形状的铸件。
低压铸造可以生产出尺寸精确、表面光洁的铸件,同时还可以生产出复杂的形状、结构和多孔铸件。
四、柔性铸造柔性铸造是一种常用的特种铸造方法,它利用液压系统将浇注液以微小的压力和速度压入模具,形成所需图案或形状的铸件。
柔性铸造可以生产出尺寸精确、表面光洁的铸件,同时还可以生产出复杂的形状、结构和多孔铸件。
五、涡轮铸造涡轮铸造是一种常用的特种铸造方法,它利用涡轮驱动系统将浇注液以高速的速度压入模具,形成所需图案或形状的铸件。
特种铸造的分类依据主要基于不同的铸造方法和工艺特点。
根据参考文章,特种铸造主要分为以下七种类型:
●金属型铸造:利用金属型模具进行铸造,可以实现“一型多铸”,提高生
产率,改善劳动条件。
●压力铸造:通过高压将液态或半液态金属注入模具中,实现快速、高效的
铸造过程。
●低压铸造:通过降低模具中的压力,使液态金属在低压下填充模具并实现
凝固。
●离心铸造:在旋转的模具中进行铸造,使液态金属在离心力作用下填充模
具并实现凝固。
●熔模铸造:使用易熔材料制作模具,将液态金属注入模具并实现凝固,可
以制作出复杂的铸件。
●实型铸造:通过将液态金属直接浇注到造型材料上,实现铸件的成型。
●陶瓷铸造:使用陶瓷材料制作模具,通过热处理工艺实现铸件的成型。
这些分类方法并非绝对,不同的人或组织可能会有不同的分类标准和命名方式。

五种特种铸造的原理及应用1. 水玻璃砂铸造1.1 原理水玻璃砂铸造是一种常用的特种铸造方法。
它的原理是通过将水玻璃与砂和固化剂混合,形成一种可固化的砂质材料,然后将该材料填充到铸型中,进行铸造。
随着水玻璃的固化,形成的砂质材料能够保持铸型的形状和稳定性。
1.2 应用水玻璃砂铸造主要应用于制造大型、复杂形状的铸件,如汽车发动机缸体、机床主体等。
其优势在于能够实现较高的铸件质量和较低的成本。
2. 脱蜡精密铸造2.1 原理脱蜡精密铸造是一种常用的特种铸造方法,适用于制造高精度、复杂结构的铸件。
它的原理是先在模具中制作出带有骨架的蜡模,然后通过加热将蜡模融化并排出,最后再在蜡模空腔中注入熔融金属,形成铸件。
2.2 应用脱蜡精密铸造广泛应用于航空航天、医疗和精密仪器等领域的铸件制造。
由于其能够实现高精度和复杂结构的制造需求,因此被视为一种高级铸造工艺。
3. 水玻璃硅溶胶砂铸造3.1 原理水玻璃硅溶胶砂铸造是一种基于硅溶胶的铸造方法。
它的原理是将水玻璃硅溶胶与砂、固化剂等混合,形成一种可固化的砂质材料,并填充到铸型中进行铸造。
随着水玻璃硅溶胶的固化,形成的砂质材料具有较高的强度和耐温性。
3.2 应用水玻璃硅溶胶砂铸造主要应用于制造高温工况下的铸件,如燃气轮机叶片、航空发动机部件等。
由于其耐高温性能较好,因此被广泛应用于航空航天和能源领域。
4. 压力铸造4.1 原理压力铸造是一种通过将熔融金属注入金属型腔,并施加一定的压力,在一定时间内冷却和凝固的铸造方法。
它的原理是通过压力将熔融金属填充到铸型中,然后通过迅速冷却和凝固来形成铸件。
4.2 应用压力铸造广泛应用于制造轻质合金件,如汽车发动机缸盖、铝合金车轮等。
其优势在于能够实现高产量、高精度和较低的材料浪费。
5. 渗铜铸造5.1 原理渗铜铸造是一种特殊的铸造方法,它的原理是将铜水通过压力注入到铸型中的铜粉或其他带孔材料中,然后通过温度升高和铜的熔化使其浸润和填充到铸型中。
特种铸造的特点和应用
特种铸造是指用于生产特定形状、特定材料和特定性能的铸件的一种铸造方法。
它与普通铸造相比,具有以下特点:
1. 高精度:特种铸造可以实现精确的铸造尺寸和形状,确保铸件的准确性和一致性。
2. 材料性能优异:特种铸造可以选择特殊的合金材料,以满足特定的工程要求,如高强度、高耐热、高耐腐蚀等。
3. 复杂结构:特种铸造可以实现复杂的内部结构和形状,如薄壁铸件、空腔结构、内部通道等,以满足特定的功能需求。
4. 原型快速制造:特种铸造可以用于快速制造原型铸件,以便于产品开发和设计验证。
特种铸造在各个领域有着广泛的应用,主要包括以下几个方面:
1. 航空航天领域:特种铸造可用于生产航空发动机、航天器零部件等高性能铸件,满足航空航天行业对材料性能和复杂结构的要求。
2. 石油化工领域:特种铸造可用于生产石油化工设备的耐腐蚀铸件、高温耐热铸件,如阀门、泵体、换热器等。
3. 汽车工业:特种铸造可用于生产发动机缸盖、曲轴、刹车卡钳等汽车零部件,以提高汽车的性能和安全性。
4. 电力工业:特种铸造可用于生产电力设备的零部件,如涡轮叶片、导叶、涡轮壳体等。
5. 医疗器械领域:特种铸造可用于生产医疗器械的复杂零部件,如人工关节、牙科植入物等,满足医疗器械对材料生物相容性和结构形状的要求。
总之,特种铸造在各个领域都发挥着不可替代的作用,为实现复杂结构和高性能的铸件提供了有效的解决方案。
特种铸造及应用范围特种铸造是指应用特殊材料、特殊工艺或特殊设备进行铸造生产的铸造方法。
由于特种铸造具有广泛的应用范围和独特的技术特点,因此在诸多领域中得到了广泛的应用。
首先,特种铸造在航空航天领域中具有重要的地位。
在航空航天工业中,要求零部件具有较高的强度、耐高温、耐腐蚀等特殊性能。
特种铸造技术能够满足这些要求,因此在航空航天领域内被广泛应用。
例如,特种铸造技术可以用于生产发动机叶片、涡轮盘等高温部件,以及飞机舵面等结构部件。
其次,特种铸造在能源领域也起着重要的作用。
特种铸造技术可以用于生产核电站中的核燃料座和反应堆压力容器等部件。
同时,在风力发电领域,特种铸造技术可以用于生产大型风力发电机组轮毂、风叶等关键零部件。
此外,特种铸造还可以应用于石油装备制造,例如石油钻井平台和海底油气管道等部件的生产。
另外,在汽车制造领域,特种铸造也得到了广泛应用。
汽车发动机中的缸体、曲轴等关键零部件,以及车轮、差速器壳体等结构部件,都可以通过特种铸造技术进行生产。
特种铸造技术不仅可以提高零部件的强度和耐磨性,还可以实现零部件的轻量化设计,提高整车的燃油经济性。
此外,特种铸造还在军事工业中发挥着重要作用。
军事装备对零部件的要求通常较高,需要具备较高的强度、耐磨性、耐腐蚀性等特殊性能。
特种铸造技术可以满足这些要求,因此在军事装备制造中得到了广泛应用。
例如,特种铸造技术可以用于生产坦克炮塔、弹头、导弹外壳等关键零部件。
最后,特种铸造还在工程机械领域中得到了广泛应用。
工程机械常常需要承受较大的载荷和振动,因此需要具备较高的强度和韧性。
特种铸造技术可以通过合金配方的优化和特殊工艺的应用,提供高强度、高韧性的零件。
例如,特种铸造技术可以用于生产挖掘机的斗齿、履带链轮等耐磨零部件,以及起重机的滚筒、起重机钩等承载零部件。
综上所述,特种铸造具有广泛的应用范围。
在航空航天、能源、汽车制造、军事工业和工程机械等领域中,特种铸造技术都发挥着重要的作用。
特种成型技术课程报告材料科学与工程学院 金属材料成型加工 20110800818 申澎洋张春香2014年5月1日特种铸造技术简介铸造(Foundry ):是一种液态金属成形的方法,即将金属加热到 液态,使其具有流动性,然后浇入到具有一定形状的型腔的铸型中, 液态金属院 系: 专业: 学 号:姓 名: 指导老师: 时间:在重力场或外力场(压力、离心力、电磁力等)的作用下充满型腔,冷却并凝固成具有型腔形状的铸件。
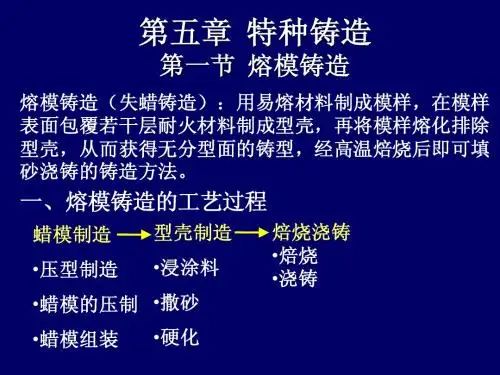
特种铸造泛指除传统砂型铸造以外的铸造方法,金属型铸造、压力铸造、离心铸造、挤压铸造、熔模铸造、消失模铸造、真空密封造型、负压造型、陶瓷型铸造、低压铸造、连续铸造、挤压铸造、和磁型铸造等。
一、金属型铸造1.定义:金属液在重力作用下浇入金属铸型中,并在重力作用下结晶凝固而形成铸件的一种方法。
由于金属型可反复使用几百次到几千次,故又称永久型铸造。
2.金属型的材料:制造金属型的材料应根据浇注的合金选用,一般金属型材质的熔点应高于浇入液态合金的温度。
浇注锡、锌、镁等低熔点合金,可用灰铸铁做金属型;浇注铝、铜等合金,要用合金铸铁或钢做金属型。
3.金属型的结构:金属型的结构首先必须保证铸件(连同浇、冒口系统)能从金属型中顺利取出。
按分型面的不同金属型可分为整体式、水平分型式、垂直分型式和综合分型式等。
4.金属型的浇注系统:多采用底注式或倒注式,以防止浇注时金属液飞溅,遇金属型壁急冷凝成“冷豆”存在于铸件中,影响铸件质量。
5.金属型的型芯:分金属型芯和砂芯两种。
金属型芯一般适用于有色金属铸件,使用时需考虑金属型芯易于顺利拔出。
对浇注高熔点合金,采用砂芯,但每个砂芯只能使用一次。
6.金属型铸造优点1)金属型铸件的机械性能比砂型铸件高。
与砂型相比,金属型的导热性能好,铸件凝固时冷却速率高,即使结晶温度范围较宽的合金,也能得到密实的铸件。
同时,铸件晶粒细化,尤其是铸件表层结晶组织更细密,形成“铸造硬壳” ,铸件的抗蚀性能和硬度也显著提高。
特种铸造的分类依据一、材料分类特种铸造根据铸件的材料可以分为铁、钢、铝合金、铜合金等不同类别。
不同材料具有不同的物理和化学性质,因此在铸造过程中需要采用不同的工艺和设备。
铁的铸造工艺比较成熟,应用广泛;钢的铸造需要更高的温度和压力,工艺要求较高;铝合金和铜合金的铸造具有良好的流动性和耐腐蚀性,常用于制造航空航天和汽车等高要求的零件。
二、工艺分类特种铸造根据铸造工艺的不同可以分为砂型铸造、金属型铸造、压铸等几个主要类别。
砂型铸造是最常见的铸造方法,它利用砂模来制造铸件的空腔。
金属型铸造是通过制造金属型来制造铸件,可以获得更高的精度和表面质量。
压铸是利用金属型的压力将熔融金属注入型腔中,适用于生产大批量、高精度的铸件。
三、形状分类特种铸造根据铸件的形状可以分为块铸件、管件、盘件、环件等不同类别。
块铸件是最常见的铸件形状,常用于制造机械零件和工程结构件。
管件是具有空心结构的铸件,常用于制造管道和容器等。
盘件是具有平面或弯曲结构的铸件,常用于制造齿轮和飞轮等。
环件是具有环形结构的铸件,常用于制造轴承和密封件等。
四、用途分类特种铸造根据铸件的用途可以分为汽车零件、航空航天零件、机械零件、建筑结构件等不同类别。
汽车零件是特种铸造的主要应用领域之一,包括发动机缸体、曲轴箱等。
航空航天零件需要具有轻量化和高强度的特点,常用于制造发动机叶片和飞机结构件等。
机械零件是特种铸造的传统应用领域,包括各种轴承、齿轮和连接件等。
建筑结构件是近年来特种铸造的新兴应用领域,包括桥梁支座和建筑构件等。
总结起来,特种铸造是根据材料、工艺、形状和用途等不同的分类依据对铸件进行分类的方法。
不同的分类具有不同的特点和应用,可以满足各种不同行业的需求。
特种铸造在现代工业中起着重要的作用,为各行各业提供了高质量的铸件产品。
随着科技的不断进步,特种铸造技术也在不断发展,将为更多领域的发展提供支持和保障。
特种铸造方法总结特种铸造方法是指在常规铸造工艺无法实现特殊铸件的生产要求时,采用各种高技术、高要求、特殊工艺和设备、材料,以及特殊措施,使铸件达到特殊要求的一种铸造方法。
目前,特种铸造方法已经广泛应用于各个领域,包括航空、航天、船舶、能源、化工、电子、交通、军事等许多行业。
本文将对目前常用的特种铸造方法进行总结。
一、精密铸造法精密铸造法是指精密铸造到准确尺寸和表面光洁度达到精密要求的铸造方法。
其特点是制造精度高、表面质量好、形状复杂、壁薄缺陷少。
常见的精密铸造法包括失重铸造、低压铸造、高压铸造、注射成型等。
其中,失重铸造通常用于生产小型、精密铸件,利用金属液的表面张力和重力相互平衡,保证铸件表面光洁度和准确度;低压铸造是在金属液受到压力的情况下进行的铸造方法,提高铸件的密实性和机械性能;高压铸造是增压铸造的改进版,在浇注过程中增加金属液的压力,从而获得更高的密实性和机械性能;注射成型是将金属液通过高压喷嘴喷射到模腔中,然后在模具中成型,适用于生产具有复杂形状的小型铸件。
二、定向凝固法定向凝固法是指在铸造过程中通过对结晶方向和晶粒排列方向的控制,使铸件具有均匀细小的晶粒和方向性,提高铸件的机械性能、抗疲劳性和耐热性能。
常见的定向凝固法包括单晶法、等温织构法和渐进凝固法。
其中,单晶法是将金属液在超过其熔点的温度下缓慢冷却,使晶粒在直线方向上从上到下生长,最终生长为单晶体。
等温织构法是在固态结构形成的同时,在特定的相角度内控制晶粒生长方向,形成纤维状或晶粒状的组织结构,提高材料的拉伸强度和疲劳寿命。
而渐进凝固法是通过让晶粒从一个晶粒到另一个晶粒逐渐转化,形成多晶组织结构,提高铸件的强度、韧性和耐热性能。
三、真空铸造法真空铸造法是在高真空条件下进行的铸造方法,可以消除气体对金属液的影响,从而得到高质量的铸件。
真空铸造法主要包括真空剥离铸造法、真空气压铸造法、真空压力浇注备料法等。
其中,真空剥离铸造法是在真空下加热金属材料,获得高度纯净的金属液,然后进行浇注,以确保铸件的高质量;真空气压铸造法则利用气体压力将金属液注入模腔中,使铸件获得更高的密实性和机械强度。