特种铸造有哪些特点
- 格式:docx
- 大小:127.37 KB
- 文档页数:2
特种铸造的方法名称及特点《特种铸造的方法名称及特点:一场奇妙的铸造之旅》嘿呀,朋友们!今天咱们就来聊聊特种铸造这个超有趣的事儿。
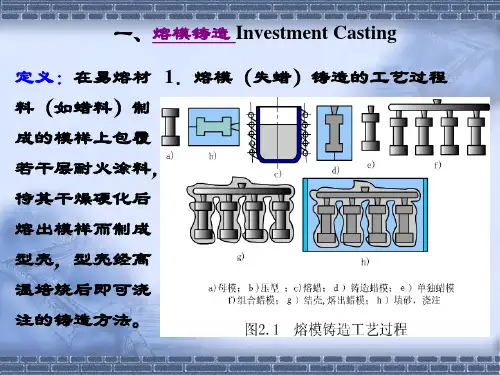
先说说熔模铸造吧,这玩意儿啊,就像是给铸件精心打造一个蜡制的前世。
它的第一步就是用易熔的蜡制作模型,这个蜡模做得那叫一个精致,就跟在做艺术品似的。
然后给这个蜡模涂上耐火材料,再加热让蜡模熔化流走,就留下个空壳,最后把金属液体灌进去,冷却了就是铸件。
它的特点嘛,最大的好处就是铸件精度超级高,模样超精细,就像那些制作高端珠宝首饰的工艺一样,连细微的花纹都能清清楚楚地铸出来。
不过呢,这过程就比较复杂,成本也有点小贵,就好像是在铸造界走高端定制路线。
还有消失模铸造呢!这个名字很神奇吧。
简单来说,就是用泡沫做模样,然后把它埋在沙子里。
当高温的金属液浇进去的时候,那泡沫模样就“消失”不见啦,被金属液取代了。
这种方法对铸件的结构限制比较小,可以做出形状很奇特的铸件。
我感觉它就像是在进行一场魔术表演,泡沫一声不吭地退场,金属闪亮登场。
缺点呢,可能就是泡沫模样在铸造过程中有时候会产生一些残渣,影响铸件质量,不过要是操作熟练,也能克服不少问题的。
压力铸造就像是个大力士干的活。
把金属液用高压快速地压入模具里面,速度那叫一个快。
这样造出来的铸件组织细密,尺寸稳定,而且生产效率高得吓人。
就像是流水线上的超级战士,一个劲地迅速产出高质量的铸件。
但是呢,设备要求高,成本也就跟着上来了,而且模具也很容易损坏。
就像一个干活特别快但容易磨损的工具一样,要多呵护着点。
特种铸造各有各的妙处,也各有各的小脾气。
对于铸造人来说,就像是在和一群有性格的伙伴打交道。
时而要小心翼翼地对待熔模铸造的精细,时而要巧妙应付消失模铸造的小意外,还得镇得住压力铸造这个高效率的急性子。
这不仅仅是一种技术,更像是一种充满挑战与乐趣的魔法世界,让人在铸造出各种精美铸件的时候,满满都是成就感呢!。

特种铸造的特点和应用特种铸造是指在普通铸造工艺的基础上,通过改变材料、工艺和设备等方面的参数,以满足特殊要求的铸造工艺。
特种铸造具有独特的特点和广泛的应用。
特种铸造的特点主要体现在以下几个方面:1. 材料选择多样化:特种铸造可以根据不同的要求选择不同的材料,如高温合金、耐腐蚀材料等,以满足特殊工作环境下的使用需求。
2. 工艺参数可调性强:特种铸造可以通过调整工艺参数,如温度、压力、速度等,来控制铸造过程中的凝固组织、缺陷和性能等,以获得符合要求的铸件。
3. 设备要求高:特种铸造通常需要使用特殊的设备和工具,如真空熔炼炉、真空铸造设备等,以保证铸造过程的精确控制和高质量的铸件。
4. 铸件质量高:特种铸造可以通过优化工艺参数和材料选择,使铸件具有优异的性能,如高强度、高耐热、高耐蚀等,以满足特殊工作条件下的使用要求。
特种铸造的应用范围广泛,涉及到多个行业和领域,以下是一些常见的应用领域:1. 航空航天工业:特种铸造在航空航天工业中得到广泛应用,如用于制造发动机叶片、涡轮盘、航空航天结构件等,以满足高温、高压、高速等复杂工作环境下的使用要求。
2. 能源工业:特种铸造在能源工业中的应用很多,如用于制造核电设备的反应堆压力容器、核燃料包壳等,以满足高温、高压、辐射等特殊条件下的使用要求。
3. 化工工业:特种铸造在化工工业中的应用主要是制造耐腐蚀材料的设备和部件,如耐酸泵、耐腐蚀阀门等,以满足复杂的介质和工作环境下的使用要求。
4. 汽车工业:特种铸造在汽车工业中广泛应用于发动机、变速器、悬挂系统等关键部件的制造,以提高汽车的性能和可靠性。
5. 铁路工业:特种铸造在铁路工业中主要应用于制造高速列车的车轮、车架等关键部件,以满足高速、高荷载等特殊工况下的使用要求。
特种铸造的发展对于提高工业生产的技术水平和产品质量具有重要意义。
通过不断改进特种铸造工艺和材料,可以满足各行各业对于高性能、高可靠性铸件的需求,推动相关行业的发展和进步。
特种铸造方法总结特种铸造方法是指在常规铸造工艺无法实现特殊铸件的生产要求时,采用各种高技术、高要求、特殊工艺和设备、材料,以及特殊措施,使铸件达到特殊要求的一种铸造方法。
目前,特种铸造方法已经广泛应用于各个领域,包括航空、航天、船舶、能源、化工、电子、交通、军事等许多行业。
本文将对目前常用的特种铸造方法进行总结。
一、精密铸造法精密铸造法是指精密铸造到准确尺寸和表面光洁度达到精密要求的铸造方法。
其特点是制造精度高、表面质量好、形状复杂、壁薄缺陷少。
常见的精密铸造法包括失重铸造、低压铸造、高压铸造、注射成型等。
其中,失重铸造通常用于生产小型、精密铸件,利用金属液的表面张力和重力相互平衡,保证铸件表面光洁度和准确度;低压铸造是在金属液受到压力的情况下进行的铸造方法,提高铸件的密实性和机械性能;高压铸造是增压铸造的改进版,在浇注过程中增加金属液的压力,从而获得更高的密实性和机械性能;注射成型是将金属液通过高压喷嘴喷射到模腔中,然后在模具中成型,适用于生产具有复杂形状的小型铸件。
二、定向凝固法定向凝固法是指在铸造过程中通过对结晶方向和晶粒排列方向的控制,使铸件具有均匀细小的晶粒和方向性,提高铸件的机械性能、抗疲劳性和耐热性能。
常见的定向凝固法包括单晶法、等温织构法和渐进凝固法。
其中,单晶法是将金属液在超过其熔点的温度下缓慢冷却,使晶粒在直线方向上从上到下生长,最终生长为单晶体。
等温织构法是在固态结构形成的同时,在特定的相角度内控制晶粒生长方向,形成纤维状或晶粒状的组织结构,提高材料的拉伸强度和疲劳寿命。
而渐进凝固法是通过让晶粒从一个晶粒到另一个晶粒逐渐转化,形成多晶组织结构,提高铸件的强度、韧性和耐热性能。
三、真空铸造法真空铸造法是在高真空条件下进行的铸造方法,可以消除气体对金属液的影响,从而得到高质量的铸件。
真空铸造法主要包括真空剥离铸造法、真空气压铸造法、真空压力浇注备料法等。
其中,真空剥离铸造法是在真空下加热金属材料,获得高度纯净的金属液,然后进行浇注,以确保铸件的高质量;真空气压铸造法则利用气体压力将金属液注入模腔中,使铸件获得更高的密实性和机械强度。

特种铸造的特点和应用
特种铸造是指用于生产特定形状、特定材料和特定性能的铸件的一种铸造方法。
它与普通铸造相比,具有以下特点:
1. 高精度:特种铸造可以实现精确的铸造尺寸和形状,确保铸件的准确性和一致性。
2. 材料性能优异:特种铸造可以选择特殊的合金材料,以满足特定的工程要求,如高强度、高耐热、高耐腐蚀等。
3. 复杂结构:特种铸造可以实现复杂的内部结构和形状,如薄壁铸件、空腔结构、内部通道等,以满足特定的功能需求。
4. 原型快速制造:特种铸造可以用于快速制造原型铸件,以便于产品开发和设计验证。
特种铸造在各个领域有着广泛的应用,主要包括以下几个方面:
1. 航空航天领域:特种铸造可用于生产航空发动机、航天器零部件等高性能铸件,满足航空航天行业对材料性能和复杂结构的要求。
2. 石油化工领域:特种铸造可用于生产石油化工设备的耐腐蚀铸件、高温耐热铸件,如阀门、泵体、换热器等。
3. 汽车工业:特种铸造可用于生产发动机缸盖、曲轴、刹车卡钳等汽车零部件,以提高汽车的性能和安全性。
4. 电力工业:特种铸造可用于生产电力设备的零部件,如涡轮叶片、导叶、涡轮壳体等。
5. 医疗器械领域:特种铸造可用于生产医疗器械的复杂零部件,如人工关节、牙科植入物等,满足医疗器械对材料生物相容性和结构形状的要求。
总之,特种铸造在各个领域都发挥着不可替代的作用,为实现复杂结构和高性能的铸件提供了有效的解决方案。
特种合金的锻造特点1.塑性低多种特种合金的共同特点是:合金化程度高,铸锭和锻材宏观偏析严重,塑性低,设备一次性允许的变形程度只有普通锻钢的50%或更低,锻造过程中容易开裂,变形温度、变形程度和变形速度需要严格控制,以及尽量避免在拉应力状态下变形。
2.变形抗力高、流动性差特种合金的变形抗力往往是普通钢的3倍以上,且流动性差、难于充满模腔;与一般合金结构钢同样几何尺寸的锻件相比,需要选择能量活载荷更大的设备进行锻造。
3.锻造温度范围窄由于特种合金的初熔温度低,且再结晶温度高,因此锻造温度范围窄(为碳钢的1/3~1/2),所以需呀增加锻造获此和将工夹模具预热至更高的温度,并要求熟练的高级功能进行锻造。
4.对应变速率敏感特种合金对应变速率敏感,允许应变速率比普通钢低1~2个数量级,所以需要选择工作速率平稳的速度较低的锻造设备(如液压机)进行锻造,使设备的选择余地减小。
5.对应力状态敏感某些特种塑性应力状态敏感。
为防止锻裂,需要在挤压和封闭锻模等的压应力状态下进行锻造。
6.表面容易形成合金元素贫化层和脆化层或吸收有害气体特种合金的合金化程度高,因而在加热过程中表面容易造成合金元素贫化,从而和炉气化合形成脆化化合物,降低锻件表面的塑性和性能;有些合金还容易吸收有害气体造成表面污染层,因而需要采用保护气氛加热炉进行加热,或者在毛坯表面涂覆防护润滑剂。
7.不能采用热处理调整锻件晶粒度许多特种合金为单相组织,亦即从锻造温度到室温不发生相变,所以不能采用热处理方法调整锻件晶粒度,只能依靠锻造工艺保证。
当锻件出现粗晶或混合晶粒组织时,往往只能降级使用或者报废。
8.对加热和锻造温度要求严格特种合金的锻造温度范围窄,对加热和锻造温度敏感,所以需要在能够精确控制温度的加热炉内进行加热。
在锻造过程中应避免剧烈变形,以免温升过高而影响锻件组织和性能。
同时,还需要严格保证终端温度,并尽量减小模具对锻件的激冷作用。
9.再结晶温度高、速度慢特种合金的再结晶温度比较高,因此在锻造过程中容易产生再结晶晶粒与加工硬化晶粒混合的、再结晶不充分、晶粒不均匀组织,因此需要提高终锻温度。
列举一种特种铸造方法引言铸造是一种常见的金属加工方法,在制造业中具有重要地位。
随着技术的不断进步,铸造方法也得到了很大的发展。
其中一种特种铸造方法是凝固定型铸造。
凝固定型铸造的原理及特点凝固定型铸造是将液态金属注入在模型或者砂型中,通过自然凝固和加热凝固使其固化成型。
这种铸造方法的核心原理是通过控制凝固速度和温度,使金属在模型或砂型中进行良好的凝固和固化,最终形成所需的铸件。
凝固定型铸造具有以下几个特点:1. 高精度:凝固定型铸造的模型精度非常高,可以制造出复杂形状且精密度高的铸件。
2. 节约成本:相对于其他铸造方法,凝固定型铸造的成本较低。
模具制作简单,不需要大型的铸造设备。
3. 节约材料:凝固定型铸造可以高效地利用材料,减少浪费。
4. 环保节能:凝固定型铸造不需要大量的加热和冷却设备,节约能源,同时可以减少污染物的排放。
凝固定型铸造的主要步骤凝固定型铸造的主要步骤包括模型制备、模具制造、铸造、冷却退模和后处理等。
1. 模型制备:根据设计要求,制作出一个模型,可以是实物模型、手绘图等,目的是为了凝固定型铸造提供参考。
2. 模具制造:根据模型,制作模具,常用的材料有铁、铜、石膏等。
模具制造要精确,以保证所产生的铸件符合要求。
3. 铸造:将液态金属倒入模具中,待金属凝固成型后,即可得到所需的铸件。
铸造过程需要保证金属温度和凝固速度的控制。
4. 冷却退模:待铸件冷却后,将模具打开,取出铸件。
冷却退模的过程需要慢慢进行,以免破坏铸件。
5. 后处理:对铸件进行除锈、修整、磨光等加工步骤,使之符合技术要求。
凝固定型铸造的应用领域凝固定型铸造方法在许多领域都有广泛的应用,特别是在高精度铸件和复杂形状铸件的制造方面。
1. 航空航天领域:凝固定型铸造可以制造出高温合金、镍和钛合金等材料的铸件,用于制造发动机、涡轮叶片等航空航天设备。
2. 能源行业:凝固定型铸造可以制造出具有高耐热性的蒸汽涡轮、锅炉零件等,用于发电厂、石油化工等领域。
特种铸造有哪些特点?
1.铸件的尺寸精度和表面光洁度较高,从而易于实现少切削或无切削;
2.铸件的内部质量和机械性能较好;
3.降低金属消耗和铸件的废品率;
4.制型时不用砂或少用砂,简化铸造生产工序,便于实现机械化和自动化;
5.改善劳动条件,提高劳动生产率
常见的特种铸造方法有哪些?
常用的特种铸造方法有:熔模铸造、金属型铸造、压力铸造、离心铸造、低压铸造、陶瓷型铸造等。
什么是熔模铸造?试述它的主要工艺过程
用可溶性材料制成尺寸精确、没有分型面的实体模样,在模样上涂挂数层耐火材料,经硬化、干燥制成型壳,然后加热使模样熔失制得空心型壳,空心型壳经高温焙烧、浇注金属液而获得铸件的铸造方法。
熔模铸造的主要生产过程有压制蜡模,结壳,脱模,造型,焙烧和浇注
熔模铸造的模样是怎么获得的?
熔模铸造生产的第一个工序就是制造熔模,熔模是用来形成耐火型壳中型腔的模型,所以要获得尺寸精度和表面光洁度高的铸件,首先熔模本身就应该具有高的尺寸精度和表面光洁度。
此外熔模本身的性能还应尽可能使随后的制型壳等工序简单易行。
为得到上述高质量要求的熔模,除了应有好的压型(压制熔模的模具)外,还必须选择合适的制模材料(简称模料)和合理的制模工艺。
模料先配制,再压制,最后进行组装。
压制的过程为先在压型型腔表面涂一层分型剂,然后在一定压力下将预制好的模料注入压型,保压一定时间,待模料凝固后打开压型取出熔模,并放水中冷却。
组装过程为根据工艺设计要求,将经整修检验合格熔模铸件和浇冒口系统的熔模组合成整体模组;
熔模铸造的壳型是怎么形成的?
1耐火涂料的配制
2型壳的涂挂与干燥硬化
3熔模的熔失和焙烧
熔模铸造的铸型可分为实体型和多层型壳两种,目前普遍采用的是多型壳。
将模组浸涂耐火涂料后,撒上料状耐火材料,再经干燥、硬化,如此反复多次,使耐火涂挂层达到需要的厚度为止,这样便在模组上形成了多层型壳,通常将近其停放一段时间,使其充分硬化,然后熔失模组,便得到多层型壳。
离心铸造机分为哪几类?试述其特点
1.立式离心铸造机2.卧式离心铸造机
立式离心铸造机特点:当铸造在立式离心铸造机上绕垂直轴回转时,在离心力作用下,金属液自由表面呈抛物面,使铸件沿高度方向的壁厚不均匀(上薄、下厚)铸件的高度越大、直径越小、转速越低时,其上下壁厚差越大。
适合于高度不大的盘、环类铸件。
卧式离心铸造机特点:当铸型在卧式离心铸造机上绕水平轴回转时,由于铸件各部分的冷却、成形条件基本相同,所以铸件的壁厚在轴向和径向都是均匀的。
适合于铸造长度较大的套筒及管类铸件简述实型铸造的工艺过程
先选择气化模的材料,在进行气化模的制造。
气化模的制造分为压型发泡成型和机械加工方法制造压铸机共分几类,几种形式?分析对比立式、卧式、全立式冷压室压铸机的优缺点两类,热压室压铸机、冷压室压铸机
三种形式,立式冷压室压铸机、卧式冷压室压铸机、全立式冷压室压铸机
全立式冷压室压铸机:压铸型水平放置,稳固可靠,分型面、浇注系统开设方便;热量损失小,带入型腔中的空气少等;
压铸生产中必须控制的工艺参数是什么?
比压的选择、充填速度、浇注温度、铸型温度、充填时间、持压时间。