特种铸造06金属型铸造工艺讲解
- 格式:ppt
- 大小:8.53 MB
- 文档页数:90

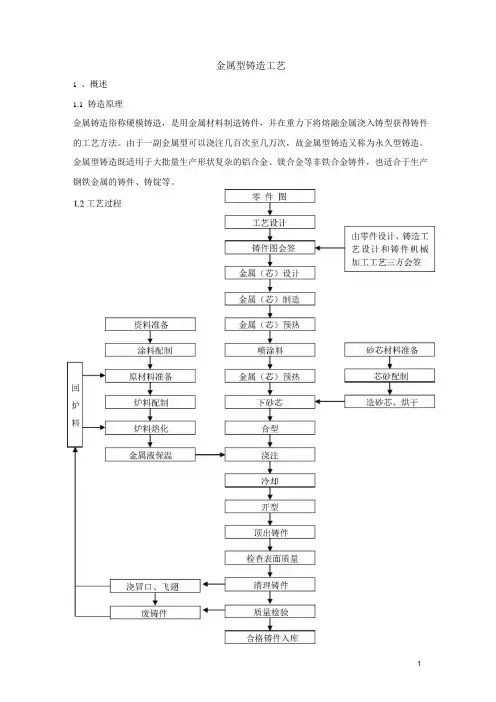
金属型铸造工艺1、概述1.1铸造原理金属铸造俗称硬模铸造,是用金属材料制造铸件,并在重力下将熔融金属浇入铸型获得铸件的工艺方法。
由于一副金属型可以浇注几百次至几万次,故金属型铸造又称为永久型铸造。
金属型铸造既适用于大批量生产形状复杂的铝合金、镁合金等非铁合金铸件,也适合于生产钢铁金属的铸件、铸锭等。
1.3工艺特点(1)优点1)金属型的热导率和热容量大,冷却速度快,铸件组织致密,力学性能比砂型铸件高15%左右。
2)能获得较高尺寸精度和较低表面粗糙度值的铸件,并且质量稳定性好。
3)因不用和很少用砂芯,改善环境、减少粉尘和有害气体、降低劳动强度。
(2)缺点1)金属型本身无透气性,必须采用一定的措施导出型腔中的空气和砂芯所产生的气体。
2)金属型无退让性,铸件凝固时容易产生裂纹3)金属型制造周期较长,成本较高。
因此只有在大量成批生产时,才能显示出好的经济效果。
1.4金属型铸件的一般要求金属型铸件最小壁厚(单位:mm)2.铸件工艺设计2.1基准面的选择基准面决定铸件各部分相对的尺寸位置。
所以选择铸造基面时,必须和铸件机械加工的加工基准面统一,其选择原则为:1)非全部加工的铸件,应尽量取非加工面作为基面。
因为加工面在加工过程中,尺寸会因加工而变动,所以可能将造成相对尺寸位置的变动。
而且铸件经过加工后,去掉的加工余面也不便检查。
2)采用非加工面作基面时,应该选尺寸变动最小、最可靠的面作基面。
用活块形成的铸件表面最好不选为基面。
3)基面应尽可能平整和光洁,不应当有残余浇冒口、毛刺、飞翅等。
4)全部加工的零件,应取加工余量最小的面作为基面,以保证机械加工时不至因加工余量不够而造成废品。
5)为了检验尺寸方便,最好是选择较大的平面作为基面,尽量避免选取弯曲的面,或是有铸造斜度的面为基面。
2.2铸件在金属型中的位置原则:①便于安放浇注系统,保证合金液平稳充满铸型②便于合金顺序凝固,保证补缩。
③使型芯(或活块)数量最少、安装方便、稳固、取出容易。

金属型铸造工艺流程金属型铸造是一种常见的铸造工艺,它采用金属型作为铸造模具,将熔化的金属注入模具中进行成形。
这种工艺具有成形精度高、表面质量好、生产效率高等优点,因此被广泛应用于汽车、航空、机械等领域。
一、模具制作金属型铸造的第一步是制作模具。
模具通常由铸铁、钢等金属制成,根据不同的铸造要求,可以采用单个模具或多个模具组合而成。
在制作模具的过程中,需要考虑到产品的设计要求、工艺要求、模具材料、尺寸精度等因素,以确保最终产品的质量。
二、熔炼金属熔炼金属是金属型铸造的第二步。
在熔炼过程中,需要选择合适的金属材料,并按照一定的比例加入合金元素、脱气剂等辅助材料,以提高金属的流动性、凝固性和耐热性等性能。
同时,还需要控制熔炼温度、保持一定的熔炼时间,以确保金属熔体的质量。
三、浇注成型在模具制作和金属熔炼完成后,就可以进行浇注成型了。
首先需要将模具加热至一定温度,以防止金属液在注入模具时迅速凝固。
然后将熔化的金属液倒入模具中,待金属液凝固后,即可将模具拆卸,取出成品。
四、清理和加工铸造完成后,还需要进行清理和加工。
清理工作主要包括切割、抛光、喷砂等,以去除模具留下的余料和浇注产生的毛刺等杂质。
加工工作则主要包括铣削、钻孔、车削等,以达到最终产品的尺寸精度和外观质量要求。
五、质量检验最后一步是对产品进行质量检验。
质量检验主要包括外观检查、尺寸测量、物理性能测试等,以确保产品符合设计要求和客户要求。
如果发现质量问题,需要及时进行调整和改进,以提高生产效率和产品质量。
金属型铸造工艺是一种精密的制造工艺,需要在每个环节上严格控制,以确保最终产品的质量。
在实际应用中,还需要不断改进和创新,以满足客户日益增长的需求和市场竞争的挑战。