尺寸公差 形位公差关系
- 格式:doc
- 大小:39.00 KB
- 文档页数:3
形位公差和尺寸公差的关系
王广涛
【期刊名称】《铁道技术监督》
【年(卷),期】1985(000)005
【摘要】无
【总页数】1页(P28)
【作者】王广涛
【作者单位】无
【正文语种】中文
【中图分类】TG8
【相关文献】
1.机械零件的尺寸公差与形位公差关系研究
2.公差原则中形位公差与尺寸公差的补偿关系的图解分析法
3.最小实体要求下尺寸公差与形位公差的约束关系
4.谈表面粗糙度与尺寸公差及形位公差间的协调关系
5.再谈形位公差与尺寸公差之间的关系
因版权原因,仅展示原文概要,查看原文内容请购买。
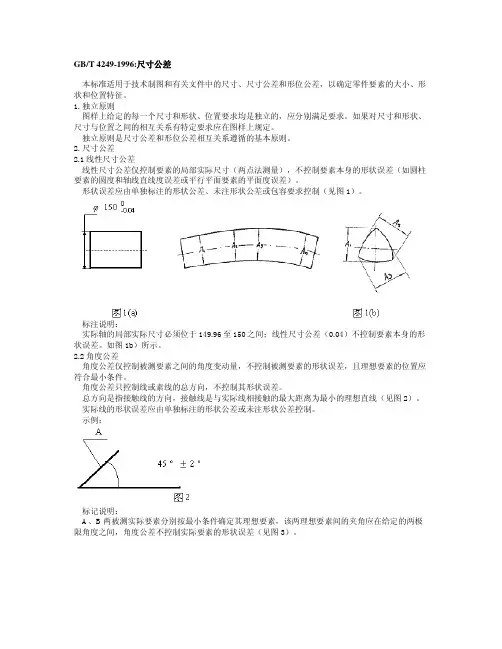
GB/T 4249-1996:尺寸公差本标准适用于技术制图和有关文件中的尺寸、尺寸公差和形位公差,以确定零件要素的大小、形状和位置特征。
1. 独立原则图样上给定的每一个尺寸和形状、位置要求均是独立的,应分别满足要求。
如果对尺寸和形状、尺寸与位置之间的相互关系有特定要求应在图样上规定。
独立原则是尺寸公差和形位公差相互关系遵循的基本原则。
2. 尺寸公差2.1 线性尺寸公差线性尺寸公差仅控制要素的局部实际尺寸(两点法测量),不控制要素本身的形状误差(如圆柱要素的圆度和轴线直线度误差或平行平面要素的平面度误差)。
形状误差应由单独标注的形状公差、未注形状公差或包容要求控制(见图1)。
标注说明:实际轴的局部实际尺寸必须位于149.96至150之间;线性尺寸公差(0.04)不控制要素本身的形状误差。
如图1b)所示。
2.2 角度公差角度公差仅控制被测要素之间的角度变动量,不控制被测要素的形状误差,且理想要素的位置应符合最小条件。
角度公差只控制线或素线的总方向,不控制其形状误差。
总方向是指接触线的方向,接触线是与实际线相接触的最大距离为最小的理想直线(见图2)。
实际线的形状误差应由单独标注的形状公差或未注形状公差控制。
示例:标记说明:A、B两被测实际要素分别按最小条件确定其理想要素,该两理想要素间的夹角应在给定的两极限角度之间,角度公差不控制实际要素的形状误差(见图3)。
3 形状和位置公差不论要素的局部实际尺寸如何,被测要素的均庆位于给定的形位公差带内,并且其形位误差允许达到最大值(见图4)。
示例:标注说明:轴的局部实际尺寸应在最大极限尺寸与最小极限尺寸之间,轴的形状误差应在给定的相应形状公差之内。
不论轴的局部实际尺寸如何,其形状误差(素线直线度误差和圆度误差包括横截面奇数棱圆误差)允许达到给定的最大值(见图5)。
GB/T 4249-1996:相关要求--尺寸公差与形位公差相互有关的公差要求1 图样上给定的尺寸公差和形位公差相互有关的公差要求,系指包容要求、最大实体要求(包括可逆要求应用于最大实体要求)和最小实体要求(包括可逆要求应用于最小实体要求)。
形位公差与尺寸公差的关系一、基本概念公差原则的定义定义:处理尺寸公差和形位公差关系的规定。
分类:1、体外作用尺寸单一要素的作用尺寸简称作用尺寸MS。
是实际尺寸和形状误差的综合结果。
在被测要素的给定长度上,与实际内表面(孔)体外相接的最大理想面,或与实际外表面(轴)体外相接的最小理想面的直径或宽度,称为体外作用尺寸,即通常所称作用尺寸。
图例局部实际尺寸和单一要素的体外作用尺寸2、关联要素的体外作用尺寸是局部实际尺寸与位置误差综合的结果。
是指结合面全长上,与实际孔内接(或与实际轴外接)的最大(或最小)的理想轴(或孔)的尺寸。
而该理想轴(或孔)必须与基准要素保持图样上给定的功能关系。
图例关联体外作用尺寸3、体内作用尺寸在被测要素的给定长度上,与实际内表面(孔)体内相接的最小理想面,或与实际外表面(轴)体内相接的最大理想面的直径或宽度,称为体内作用尺寸。
4、最大实体状态(尺寸、边界)最大实体状态(MMC):实际要素在给定长度上具有最大实体时的状态。
最大实体尺寸(MMS):实际要素在最大实体状态下的极限尺寸。
(轴的最大极限尺寸dmax,孔的最小极限尺寸Dmin)边界:由设计给定的具有理想形状的极限包容面。
最大实体边界:尺寸为最大实体尺寸的边界。
5、最大实体实效状态(尺寸、边界)MMVC:在给定长度上,实际要素处于最大实体状态且其中心要素的形状或位置误差等于给出的形位公差值时的综合极限状态。
MMVS:最大实体实效状态下的体外作用尺寸。
MMVS=MMS±t形·位其中:对外表面取“+”;对内表面取“-”dMV =dfe=da+f =dM + t =dmax + tDMV=Dfe=Da-f =DM–t =Dmin- t最大实体实效边界:尺寸为最大实体实效尺寸的边界。
最大实体实效尺寸(单一要素)最大实体实效尺寸(关联要素)6、最小实体实效状态(尺寸、边界)LMVC:在给定长度上,实际要素处于最小实体状态且其中心要素的形状或位置误差等于给出的形位公差值时的综合极限状态,称为最小实体实效状态。
公差粗糙度形位公差关系一、公差的概念公差是工程制图中表示制造尺寸变化范围的一种符号。
在零件的设计和制造过程中,由于各种原因导致零件尺寸与设计要求的尺寸出现偏差,为了保证零件的装配和工作精度,需要在设计图纸上标出公差值。
公差包括基本偏差、上偏差和下偏差。
1.基本偏差:是一种零件尺寸与基准尺寸的差值,是零件尺寸和设计尺寸之间的偏差,有正值和负值。
2.上偏差:是指在基准尺寸上方允许偏差的最大值,是正公差。
3.下偏差:是指在基准尺寸下方允许偏差的最大值,是负公差。
二、公差与粗糙度的关系公差和粗糙度是两个不同的概念,但在实际的生产加工中却有一定的联系。
1.公差和粗糙度的关系:粗糙度是指零件表面的不平整程度,是表面形貌的一种特征,它直接影响着零件的使用性能和表面质量。
粗糙度通常以Ra值来表示,公差是用于标示零件尺寸偏差的一种符号。
在零件制造过程中,为了达到设计要求的尺寸精度,通常会对零件的粗糙度进行控制,以确保零件的尺寸精度和表面质量。
2.控制粗糙度的方法:在设计制图中可以通过公差的设置来控制零件的粗糙度,例如可以通过公差的设计来控制零件的尺寸偏差,从而影响零件的表面粗糙度。
另外,还可以通过选择合适的加工工艺和加工方法来控制零件的粗糙度,例如采用精密加工设备和刀具,采用精密切削工艺等。
三、公差与形位公差的关系形位公差是用来表示零件几何形状和位置的误差值的一种符号。
形位公差包括圆度公差、圆度公差、直平度公差、倾斜度公差等。
形位公差是一种对零件几何形状和位置误差的要求,它与公差有一定的联系。
1.公差与形位公差的关系:形位公差和公差是两个不同的概念,但在实际的生产加工中有一定的联系。
形位公差用于描述零件几何形状和位置的误差范围,而公差用于描述零件尺寸的变化范围。
在零件的设计和制造过程中,需要同时考虑形位公差和公差的影响,在设计图纸上标明形位公差和公差值,以确保零件的几何形状和位置精度。
2.影响形位公差的因素:公差的设置会影响形位公差的实际控制效果。

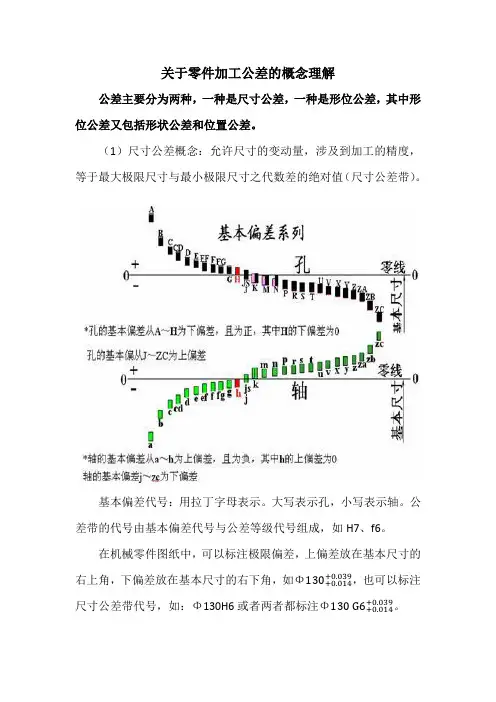
关于零件加工公差的概念理解公差主要分为两种,一种是尺寸公差,一种是形位公差,其中形位公差又包括形状公差和位置公差。
(1)尺寸公差概念:允许尺寸的变动量,涉及到加工的精度,等于最大极限尺寸与最小极限尺寸之代数差的绝对值(尺寸公差带)。
基本偏差代号:用拉丁字母表示。
大写表示孔,小写表示轴。
公差带的代号由基本偏差代号与公差等级代号组成,如H7、f6。
在机械零件图纸中,可以标注极限偏差,上偏差放在基本尺寸的+0.039,也可以标注右上角,下偏差放在基本尺寸的右下角,如Φ130+0.014+0.039。
尺寸公差带代号,如:Φ130H6或者两者都标注Φ130 G6+0.014标准公差IT(ISO Tolerance):是国标规定的,用以确定公差带大小的任一公差值。
它等于公差等级系数和公差单位的乘积。
即:IT=a*ia——公差等级系数,确定公差等级的参数。
I——计算公差的基本单位。
与基本尺寸呈一定的线性关系。
例如:基本尺寸为20mm,求IT6、IT7的公差值。
解:基本尺寸20mm,属于18~30mm,则D= √18X30=23.24mm,i=0.45X3√D+0.001XD=1.31μm查表的IT6的a为10,IT7的a为16即IT6=10 ×1.31μm=13.1μm≈13 μmIT7=16 ×1.31μm=20.96 μm ≈21 μm此为计算过程,也可以通过查询基本尺寸与标准公差等级表(如下表)进行查询得知,这种方法更便捷。
根据公差等级不同,国标规定标准公差分为20个等级,即IT01、IT0、IT1、IT2、…、IT18。
从IT01到IT18,等级依次降低,而相应的标准公差值依次增大。
标准公差等级越高,其基本尺寸对应的公差值越低,加工精度越高,加工难度及成本也越高。
下面这个表是IT公差等级表,可以根据基本尺寸与标准公差IT等级,查询公差值。
IT公差等级表例如:判断下列两个孔的精度高低+0.039(1)Φ20±0.010 (2)Φ130+0.014解:查上述表可知,(1)的公差为20,基本尺寸在18-30之间,在表内查询后得知为IT7等级;(2)的公差为25,在表内查询后得知为IT6等级。
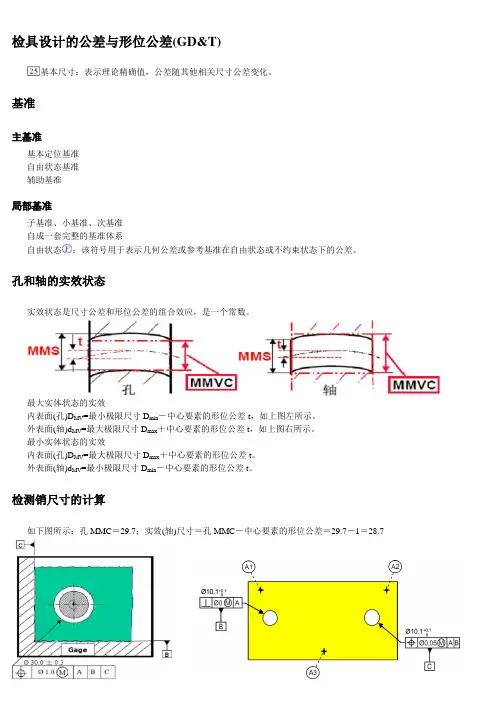
检具设计的公差与形位公差(GD&T)
基本尺寸:表示理论精确值,公差随其他相关尺寸公差变化。
基准
主基准
基本定位基准
自由状态基准
辅助基准
局部基准
子基准、小基准、次基准
自成一套完整的基准体系
自由状态:该符号用于表示几何公差或参考基准在自由状态或不约束状态下的公差。
孔和轴的实效状态
实效状态是尺寸公差和形位公差的组合效应,是一个常数。
最大实体状态的实效
内表面(孔)D MV=最小极限尺寸D min-中心要素的形位公差t,如上图左所示。
外表面(轴)d MV=最大极限尺寸D max+中心要素的形位公差t,如上图右所示。
最小实体状态的实效
内表面(孔)D MV=最大极限尺寸D max+中心要素的形位公差t。
外表面(轴)d MV=最小极限尺寸D min-中心要素的形位公差t。
检测销尺寸的计算
如下图所示:孔MMC=29.7;实效(轴)尺寸=孔MMC-中心要素的形位公差=29.7-1=28.7
定位圆柱销的尺寸计算
B基准+C基准双定位圆柱销(上图右)的直径尺寸=MMC-0.05=10.1-0.05=10.05,则定位销的直径为Φ10.050-0.02。
检具定位销精度
孔-2-孔的基准定位器
点2基准定位器衬套或固定基准销的公差±0.10mm;
点3到底面的距离为9±0.15mm;
基准销与定位销彼此之间的关系为±0.15mm;
钣金零件的定位、检测销直径公差为-0.02mm;
塑料零件的定位、检测销直径公差+0.02mm;
注:定位、检测槽孔的内径制造公差与之相反。
•目的:掌握尺寸公差与行为公差之间关系•重点:公差各项原则难点公差原则的含义•难点:公差原则的含义6.4.4 形位公差与尺寸公差的关系同一个被测要素上,既有尺寸公差又有形位公差要求时,确定尺寸公差与形位公差之间相互关系的原则,称为公差原则。
它分为独立原则和相关要求。
1.有关术语及定义(1)局部实际尺寸(简称实际尺寸)在实际要素的正截面上,两测量点之间测得的距离。
内表面的实际尺寸用D a 表示,外表面的实际尺寸用D a 表示。
(2)体外作用尺寸在被测要素的给定长度上,与实际内表面体外接触的最大理想面或与实际外表面体外接触的最小理想面的直径或宽度。
见图6-37,孔的体外作用尺寸用D f e 表示,轴的体外作用尺寸用D f e 表示。
体外作用尺寸对零件的装配起作用。
图6-37 体外作用尺寸(3)体内作用尺寸在被测要素的给定长度上,与实际内表面体内相接的最小理想面或与实际外表面体内相接的最大理想面的直径或宽度。
如图6-38所示,孔的体外作用尺寸用D f i 表示,轴的体外作用尺寸用d f i 表示。
体内作用尺寸对零件的强度起作用。
6-38 图体内作用尺寸注意:体外作用尺寸和体内作用尺寸是由实际尺寸和形位误差综合形成的,对于每个零件不尽相同。
(4)最大实体状态、最大实体尺寸、最大实体边界实际要素在给定长度上处处位于尺寸极限之内,并具有实体最大时的状态称为实体最大状态,用MMC 表示。
实际要素在最大实体状态下的尺寸称为最大实体尺寸,用MMS 表示。
对于外表面为最大极寸用表内表面为最小极寸用表为最大极限尺寸,用d M 表示,内表面为最小极限尺寸用D M 表示,即D M =d max ,D M =D min 由设计者给定的具有理想形状的极限包容面称为边界。
边界的尺寸为极限包容面的直径或距离。
尺寸为最大实体尺寸的边界称为最大实体边界,用MMB 表示。
(5)最小实体状态、最大实体尺寸、最小实体边界实际要素在给定长度上处处位于尺寸极限之内,并具有实体最小时的状态称为实体最小状态,用LMC 表示。
同一工件上所标注的尺寸公差要求小还是形位公差要求小?
尺寸公差与形位公差是否有联系?
1.形位公差要小,两都有联系。
2.表面形状公差(t),尺寸公差(T)及表面粗糙度Ra,Rz有一定相互关系的:
t≈0.6T 则Ra≤0.05T,Rz≤0.2T;
t≈0.4T 则Ra≤0.025T,Rz≤0.1T;
t≈0.25T 则Ra≤0.012T,Rz≤0.05T;
t<0.25T 则Ra≤0.015T,Rz≤0.06T;
3.
尺寸公差有标准公差\极限公差
形位公差共有14个,根据零件的功能要求,有时尺寸公差与形位公差之间应遵循一些特定的关系,也就是尺寸公差控制形位公差;形位公差补偿给尺寸公差。
图样上给定的每一尺寸和形状\位置要求均是独立的并分别满足要求的原则,这是独立原则
粗糙度是根据配合来定的
4.
除了独立原则和包容原则外还有最大和最小实体要求及其各自的可逆要求.到底使用哪种原则和要求要看具体情况.
对于孔轴配合来说,包容原则和最大最小实体要求都是常用的,这些要求的目的是在保证配合的
同时根据形位误差适当的放宽对尺寸公差的要求,允许部分尺寸超差的零件合格,降低加工难度
和成本.
5.尺寸公差与形位公差的联系要在实践中细细体会。
例如:一、一块矩形板上有四个孔。
四个孔的相对位置要求很高(因为相应的装配是一组轴类零件),而孔本身的加工要求不高(相应装配的轴类件其单个的表面精度低或是很松的间隙配合等),这时的形位公差的要求高于尺寸公差的;二、一块板上有一孔。
这孔的装配要求很高(装配上相应的轴类零件后要求板与轴件的垂直度相当高),这时尺寸的公差的要求可能就要高于形位公差了。
公差的设计就是要保障装配的实现,本着这个原则就可以了。
6.尺寸分为绝对尺寸和关联尺寸,如果是关联尺寸,就和形位公差挂上钩了哟
7. Sorry,一条好的经验法则:1/3D<Ra*10<1/2D,Ra粗糙度,D为尺寸公差,更正
8.我觉得我们国家的习惯比较好,形位公差不大于尺寸公差。
的确我也接触过很多老外的图纸上有相反的,追问老外他们回答我虽然图纸标的大,但是我们的机床加工出来很小。
呵呵呵,咱们的机床没有那么好,那就老老实实的标注形位公差不大于尺寸公差吧。
举一个例子,平面度公差是0.2,两面之间的距离公差是0.1,在平面加工到最大偏差时让我们的检察员怎么测量距离呢?
9./read.php?tid=273830
10.形位工差要在尺寸公差范围内
11.有联系,通常形位公差小于尺寸公差
12.尺寸公差是加工时候的要求
而形位公差是配合时候的要求
有联系的
其实看看独立原则和包容要求就明白了是有关联的但是要看你作什么零件了
两者有一定的联系,尺寸公差顾名思义,但位置公差会影响到尺寸
ntuedutw2007-06-06 00:37 不知樓主解決問題了沒有??先假設你的意思為(不好意思我只讀原文版的ASME Y14.5M,說
錯了請多函諒)
尺寸公差= size dimension
形位公差= position geometric tolerance
然後做比較。
Y14.5M Sec 2.7(rule #1) 有定義size dimension = to control size as well as form ( Under Envelope rule)
Y14.5M Sec 5.1 & 5.2(circular features) 有定義position tolerance control - (a) in terms of surface of hole (b) in terms of axis of hole
Y14.5M Sec 5.10 (noncircular features) 有定義(a) in terms of surface of features (b) in terms of ceter plane of features (c) in terms of boudary surface
這二個是不同的控制,一個只控制大小沒有控制方向及位置(size dimension),另一個在datum reference frame下定義該size dimension的方向及位置及其它相關feature的
關係。
所以他們公差值的大小沒有絕對關係,只有依加工、組裝、工作功能(最重要一點)而
加以定義。
因版面及時間限制,我也無法一一說明(且我的那本y14.5m還在辦公室),我只能憑一點記
憶告知上述那些章節,如你把上面這幾個章節看完,你就會了解--- 這二個東西有非常不一
樣特性、要求或需求也不一樣。
希望以上對你有幫助。
通常尺寸公差、表面形状公差值小时,表面粗糙度参数值也小。
但是,表面粗糙度参数值和尺寸公差、表面形状公差之间并不存在确定的函数关系,如机器、仪器上的手柄、手轮和仪器上的某些外表部位,其尺寸和形状、位置精度要求并不高,但为了美观,其表面粗糙度参数值一般都小。
设表面形状公差值为T,尺寸公差值为IT,则其关系如下:
若T≈0.6IT则Ra≤0.05IT;Rz≤0.2IT.
T≈0.4IT则Ra≤0.025IT;Rz≤0.1IT.
T≈0.25IT则Ra≤0.012IT;Rz≤0.05IT.
T﹤0.25IT 则Ra≤0.15T;Rz≤0.6T.
肯定有联系,两者都是为了保证产品最终装配和互换。
一般情况下,尺寸公差不能满足产品最终装配和互换时,就应增加形状和位置公差。
考虑加工的难度和经济性可使用公差原则,用尺寸公差补偿形位公差。
形位公差是用來約束尺寸公差的﹐即產品在加工時只有尺寸公差無法管控到時我們要增加形位公差﹐故二者是有聯系的。