自动激光镭雕机点检表
- 格式:xls
- 大小:21.00 KB
- 文档页数:1

![激光镭雕机调试参数(参考)[整理版]](https://uimg.taocdn.com/990354eb710abb68a98271fe910ef12d2af9a948.webp)
激光镭雕机调试参数(参考)引用爱在N年前的激光镭雕机调试参数(参考)(适用于大族激光机、镭射谷激光机)一般情况下,对产品调试的整体效果起决定性的参数为“打标频率”和“发射时间”这两个参数,其余的参数主要是作一些细微的效果的调节。
A)打标频率:(范围为500 hz------200000 hz):理论上:设为低频率时(7000------40000 hz)时,标记的光的峰值功率强,所标记的透光效果较强,对喷涂油墨的气化性较好。
设为高频率时(40000 hz以上),标记的光的平均功率强,对标记产品表面效果时较佳。
比如:要露白,露银效果时,可把频率设高点。
B) 发射时间:(预设值为1.5us):理论上:设定值为1.5us时,光的峰值功率最强,值越大,峰值功率越弱。
一般情况下,标记塑胶材料、ABS材料、PC材料等较软材料时,应把发射时间调大点(最好在100us以内),以免烧伤素材。
但是假如这些软素材表层是喷一些有颜色(比如:白色、红色、黄色、绿色)等油墨时,由于这些油墨不容易被光给气化掉,所以可以把发射时间设为1.5 us.标记硅胶、橡胶、金属等较硬材料时,发射时间应设为1.5us.下面我们举例几种喷涂油墨材料设定参数,以供参考。
(因为不同客户采用的油墨和喷涂方法不一样,所以调节的参数有可能会不一样。
以下的参数值是综合起来的一个经验参数)1.如果要标记的产品素材为(透明塑胶素材),表面喷(银色、黑色等)较好被气化的油墨面漆,需标记出(透光效果):参考参数如下:a):打标频率设为低频,建议值为:8000-20000之间。
b): 发射时间设大点。
例如:55us.c): 填充方式:单线填充,间距:0.05mmd): 扫描速度:700-1600之间。
建议值为:900 mm/s2 . 产品素材为(透明塑胶素材),表面喷(白色、红色、黄色、绿色等)不容易被气化的油墨面漆,需标记出(透光效果):一般这种情况下,可能需镭雕两遍。
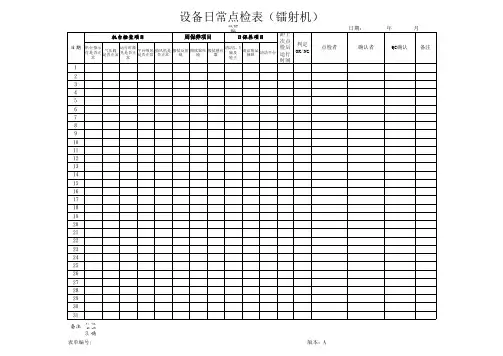
激光雕刻机(镭射沃)设备日常检查表
设备异常时请及时通知设备维护人员处理(值班电话:)
A、控制箱前/后面冷却风扇能正常工作
C、过滤网没有堵塞(没有明显积尘)
E、测试急停开关动作正常有效B、激光谐振腔冷却风扇能正常工作D、电脑能正常使用(操作时没有明显变慢)
F、设备在使用过程中有无发生其它异常
2、请设备使用部门按公司要求保管好此表单以备查阅。
使用部门: 设备名称: 设备编号: 机台编号: 年 月
注:1、记录方法:设备正常时打“√”,异常时打“×”并注明,没有使用设备时打“—”;。
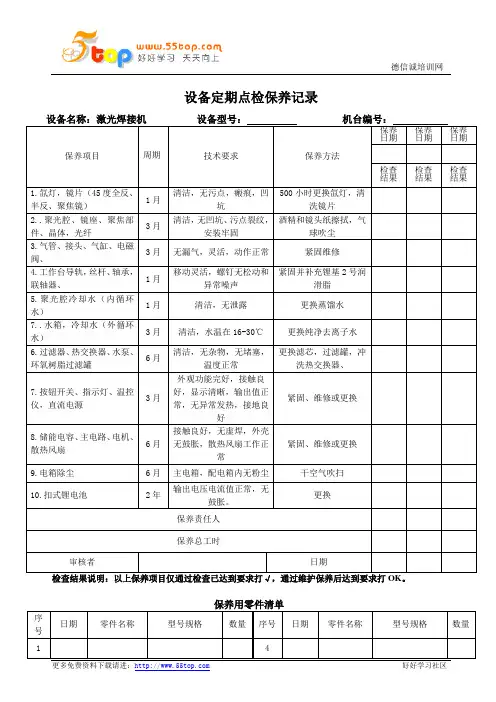
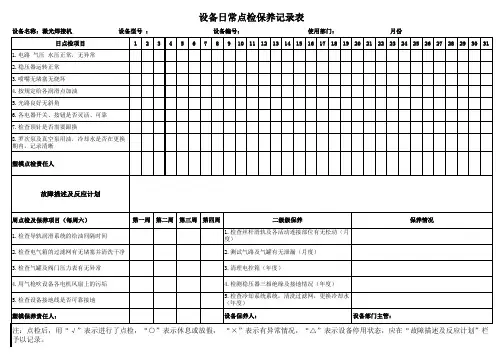
设备定期点检保养记录设备名称:激光焊接机设备型号:机台编号:保养项目周期技术要求保养方法保养日期保养日期保养日期检查结果检查结果检查结果1.氙灯,镜片(45度全反、半反、聚焦镜)1月清洁,无污点,瘢痕,凹坑500小时更换氙灯,清洗镜片2..聚光腔、镜座、聚焦部件、晶体,光纤3月清洁,无凹坑、污点裂纹,安装牢固酒精和镜头纸擦拭,气球吹尘3.气管、接头、气缸、电磁阀、3月无漏气,灵活,动作正常紧固维修4.工作台导轨,丝杆、轴承,联轴器、1月移动灵活,螺钉无松动和异常噪声紧固并补充锂基2号润滑脂5.聚光腔冷却水(内循环水)1月清洁,无泄露更换蒸馏水7..水箱,冷却水(外循环水)3月清洁,水温在16-30℃更换纯净去离子水6.过滤器、热交换器、水泵、环氧树脂过滤罐6月清洁,无杂物,无堵塞,温度正常更换滤芯,过滤罐,冲洗热交换器、7.按钮开关、指示灯、温控仪,直流电源3月外观功能完好,接触良好,显示清晰,输出值正常,无异常发热,接地良好紧固、维修或更换8.储能电容、主电路、电机、散热风扇6月接触良好,无虚焊,外壳无鼓胀,散热风扇工作正常紧固、维修或更换9.电箱除尘6月主电箱,配电箱内无粉尘干空气吹扫10.扣式锂电池2年输出电压电流值正常,无鼓胀。
更换保养责任人保养总工时审核者日期检查结果说明:以上保养项目仅通过检查已达到要求打√,通过维护保养后达到要求打OK。
保养用零件清单序号日期零件名称型号规格数量序号日期零件名称型号规格数量1 42 53 6。