酒精废水处理流程
- 格式:doc
- 大小:28.00 KB
- 文档页数:2
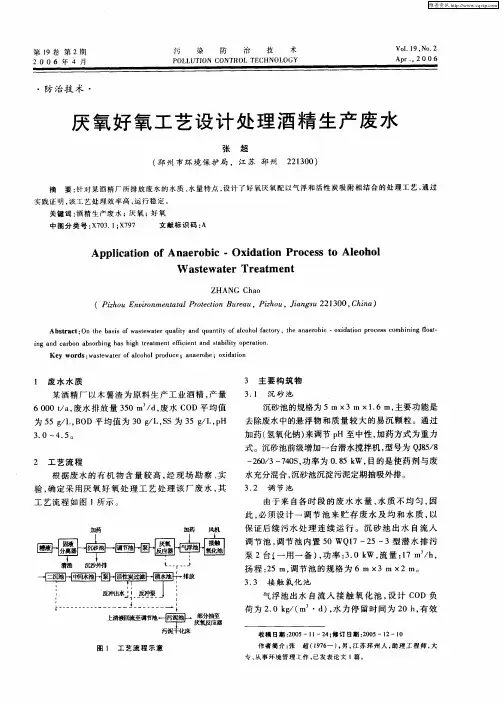
MIC反应器-卡鲁塞尔氧化沟处理酒精废水摘要:介绍了采用清液发酵法生产酒精的工艺和废水排放情况,针对酒精废水的COD高、温度高、SS高、pH值低的特点,采用MIC反应器-卡鲁塞尔氧化沟为主的工艺处理酒精废水,并讨论了工艺流程和主要设计参数。
在进水COD的质量浓度为35~40g/L时,一级MIC有机负荷可达15kg[COD]/(m3・d),水力停留时间为2d,COD去除率为88%以上,氧化沟有机负荷为0.6kg[COD]/(m3・d),COD去除率为93%以上,最终出水的COD去除率为99.7%,达到《污水综合排放标准》(GB8978-1996)的二级要求。
厌氧所产生沼气的回收价值抵去整个系统运行费用,每年可盈余1300余万元。
关键词:酒精废水;MIC反应器;卡鲁塞尔氧化沟中图分类号:X797.031文献标识码:B文章编号:1009-2455(2007)05-0104-04刘锋1,蒋文化2,徐富2,蒋京东1,马三剑1(1.苏州科技学院环保应用技术研究所,江苏苏州215011;2.苏州爱普特环保设计咨询有限公司,江苏苏州215156)以玉米、薯干、小麦等为原料生产酒精,每生产1t酒精可产生13~16t酒精糟液废水,该废水具有COD高、温度高、SS高、pH值低的特点,属于高浓度有机废水。
提高厌氧反应器的有机负荷和确保厌氧反应器的运行稳定一直是厌氧技术发展的动力。
为降低废水治理的投资、能耗、运行费用,提高酒精废水的综合利用能力,现已开发出了一些新工艺、新设备。
废水的厌氧生物处理不仅可以降解有机物质,而且可产生沼气。
MIC厌氧反应器(Multi-InternalCirculation)是根据IC反应器的原理研究开发的一种高效多级内循环(MIC)厌氧反应器[1]。
本文针对酒精废水的特点,提出了高效、节能、先进、稳定的MIC反应器-卡鲁塞尔氧化沟废水处理工艺,并重点介绍了MIC厌氧反应器的设计和调试、运行情况。
MIC反应器-卡鲁塞尔氧化沟处理酒精废水刘锋;蒋文化;徐富;蒋京东;马三剑【期刊名称】《工业用水与废水》【年(卷),期】2007(38)5【摘要】介绍了采用清液发酵法生产酒精的工艺和废水排放情况,针对酒精废水的COD高、温度高、SS高、pH值低的特点,采用MIC反应器-卡鲁塞尔氧化沟为主的工艺处理酒精废水,并讨论了工艺流程和主要设计参数.在进水COD的质量浓度为35~40 g/L时,一级MIC有机负荷可达15 kg[COD]/(m3·d),水力停留时间为2d,COD去除率为88%以上,氧化沟有机负荷为0.6 kg[COD]/(m3·d),COD去除率为93%以上,最终出水的COD去除率为99.7%,达到《污水综合排放标准》(GB 8978-1996)的二级要求.厌氧所产生沼气的回收价值抵去整个系统运行费用,每年可盈余1 300余万元.【总页数】4页(P104-107)【作者】刘锋;蒋文化;徐富;蒋京东;马三剑【作者单位】苏州科技学院,环保应用技术研究所,江苏,苏州,215011;苏州爱普特环保设计咨询有限公司,江苏,苏州,215156;苏州爱普特环保设计咨询有限公司,江苏,苏州,215156;苏州科技学院,环保应用技术研究所,江苏,苏州,215011;苏州科技学院,环保应用技术研究所,江苏,苏州,215011【正文语种】中文【中图分类】X797.031【相关文献】1.卡鲁塞尔氧化沟、浅层气浮技术及其在木浆废水处理中的应用 [J], 胡光勇2.卡鲁塞尔氧化沟工艺的污水处理性能研究 [J], 吴王根3.污水处理厂巴登福/卡鲁塞尔氧化沟工艺运行分析--以昆明市第一污水处理厂为例 [J], 郭丽珍4.影响昆明某污水处理厂卡鲁塞尔氧化沟脱氮的原因分析 [J], 刘秀兵5.卡鲁塞尔氧化沟反应器三维流场体视PIV测量 [J], 许丹宇;张代钧;陈钊;杨胜发;张天因版权原因,仅展示原文概要,查看原文内容请购买。
发酵工艺三废处理方案发酵工艺三废处理方案发酵工艺是一种重要的生物技术,广泛应用于食品、酒精、药品等行业。
但是,在发酵过程中会产生大量的三废,包括废水、废气和废渣。
这些废物对环境造成污染,同时也浪费了可再生资源。
因此,制定适当的三废处理方案对于环境保护和资源利用具有重要意义。
首先,针对废水的处理,可以采用物理和化学方法相结合的方式。
首先,通过沉淀池进行初步固液分离,将悬浮物与水分离开。
然后,利用絮凝剂对废水进行絮凝,使废水中的微小悬浮颗粒聚集成较大的团簇,方便后续处理。
接下来,通过混凝剂对废水进行混凝,形成较大的颗粒沉淀物,加速固液分离的速度。
最后,通过过滤器或膜分离技术进行最后的净化,去除残余的悬浮物和有机物质。
这样处理后的废水可以达到国家排放标准,甚至可以进行再利用。
其次,对于废气的处理,可以采用曝气和活性炭吸附相结合的方法。
首先,利用曝气系统将废气中的有机物质转化为无害物质,同时增加氧气供应以促进分解反应。
其次,通过活性炭吸附系统,将废气中的有机物质吸附在活性炭表面,达到净化的效果。
活性炭饱和后可以通过热解再生,使其重复使用,提高资源利用效率。
最后,再通过除尘装置去除废气中的颗粒物,确保废气排放符合国家标准。
最后,对于废渣的处理,可以通过压榨和堆肥处理实现资源化利用。
首先,将废渣进行压榨,将剩余的水分去除,获得含水量低的废渣。
然后,将废渣进行堆肥处理,与有机物质混合,促进其分解和腐熟的过程。
经过一定时间的处理后,废渣可以转化为高品质的有机肥料,用于农田施肥,实现废物转资源的目的。
综上所述,发酵工艺三废的处理方案可以通过废水的机械、物理和化学联合处理,废气的曝气和活性炭吸附处理以及废渣的压榨和堆肥处理来实现。
这种综合处理方案既能够达到环保要求,又能够实现资源的再利用。
在工业生产中广泛应用这种处理方案,将有助于减少污染物的排放,保护环境,提高资源利用效率。
UASB+生物接触氧化+SBR工艺在酒精废水处理中的应用摘要:介绍了某酒厂采用UASB +接触氧化+SBR新工艺处理高浓度酒精废水的应用。
酒精糟液废水进水水质为CODcr=42000mg/ L,BOD5=21000mg/ L,SS=9000mg/L,水温=60~70℃;出水水质为CODcr≤300mg/ L,BOD5≤100mg/ L,SS≤150mg/ L,出水达到国家《污水综合排放标准》二级排放标准。
实践结果表明,该工艺运行稳定,处理效果好。
对废水处理过程中产生的沼气进行回收利用,经济效益显著。
关键词:酒精废水UASB接触氧化SBR据统计,每生产1t酒精的副产酒精废糟液中,残留有机物总量达500㎏以上,若直接排放将会对周围环境造成严重污染。
山东某酒厂年产酒精1.0万吨,日排酒精废水400 m3。
所排废水有机物浓度很高,CODcr达到35000~50000mg/L,BOD5达到18000~30000mg/L。
该厂原有污水处理工艺落后,为实现出水水质稳定达标排放,采用UASB +接触氧化+SBR工艺法,污染物去除率均在99%以上,设备运行稳定,处理效果显著,出水各项指标均达到设计要求。
1水质水量情况1.1废水水质特点该酒精厂所排酒精糟液废水来源于液体发酵后蒸馏提取酒精所遗弃的蒸馏残液,属于高浓度、高负荷、高温度、高酸度的废液,是可生化性较好的高浓度有机工业废水,主要含糖类、有机酸、蛋白质和纤维素等。
废水水质指标:CODcr=42000mg/L,BOD5=21000mg/L,SS=9000mg/L,pH=4~4.5,水温=60~70℃;从废水水质可以看出该厂所排废水有机物和悬浮物含量较高,较难处理。
1.2处理水量与出水水质设计处理总水量1500m3/d,其中经固液分离后的酒精糟液水量为500m3/d;其余冷却水、车间低浓度废水、生活废水为1000m3/d,其余废水水质指标:CODcr=1000mg/L,BOD5=500mg/L,水温=20℃。

遵义××洒厂酿酒废水处理工程设计方案××酒厂污水站设计方案说明设计进水水质:COD=6000mg/L,BOD=3000mg/L,SS=1000mg/L。
排放标准:《发酵酒精和白酒工业污染物排放标准》(GB27631—2011)的新建企业直接排放标准,一、一期工程污水站处理量:65m3/h(48万m3/a)1、占地面积2050m2(58.45m×35m);2、投资预算,小计:311.93万元二、二期工程一阶段污水站处理量:100m3/h(72万m3/a)1、占地面积2950m2(66.7m×44.2m);2、投资预算,小计:422.95万元合计:734.88万元目录第一章:总论 (7)1. 工程名称 (7)2. 建设单位 (7)3. 建设规模 (7)4. 设计原则 (7)5. 项目实施意义 (7)6. 污水量预测及污水处理规模确定 (8)7.遵循的设计规范及执行标准 (9)8 主要处理系统方案选择 (9)9. 污水处理工艺设计 (10)第二章:一期工程污水处理处理系统 (12)第一节:一级处理系统 (12)1 工艺流程 (12)2 工艺原理 (12)3 工艺设计计算 (12)4设备及构筑物 (14)第二节:厌氧处理系统工艺设计 (15)1 工艺流程 (15)3 工艺设计计算 (15)4 设备及构筑物 (18)第三节:好氧处理系统工艺设计 (19)1 工艺流程 (19)2 工艺原理 (19)3 工艺设计计算 (20)4设备及构筑物 (24)第四节:污泥处理工艺设计 (25)1 设计原则 (25)2 设计参数 (25)3 工艺流程及原理 (25)4 工艺参数 (25)5 污泥处理主要设备及水工构筑物 (26)第五节公用工程 (27)1. 建筑结构 (27)2. 给水排水 (29)3. 通风 (29)4. 供配电 (29)5. 自动控制及仪表 (33)第六节:投资估算 (35)1 工程概况 (35)2 编制依据 (35)3 投资估算 (35)4 报价单............................... 错误!未定义书签。
污水处理之酒厂废水处理技术一、行业污水特征1.1酒厂废水成分酒厂生产主要原料是高粱、糯米、小麦等。
生产过程中生产的污水酿酒底锅水、冲洗晾堂水、冷却水和地面冲洗水以及蒸煮、糖化、发酵、蒸馏工艺的冷却水等等(不包括洗瓶水和自然降水及其他生活用水)生产过程的废水主要来自蒸馏发酵成熟醪后排出的酒精糟。
1.2废水水质特点1、悬浮物含量高。
平均悬浮物含量高达40000mg/L;2、温度高。
平均水温达70℃。
蒸馏釜底排出的废水温度高达100℃;3、浓度高。
酿酒在固态发酵、蒸馏过程中会产生不同浓度的污水,水质浓度高、色度高;废水的COD高达2-3万,包括悬浮固体、溶解性COD和胶体,有机物占93%-94%,无机物占6%-7%。
4、废水含有约500mg/L左右的有机酸。
废水呈酸性,运行初期可考虑加碱或污泥的回流以平衡废水的酸碱度。
运行稳定后系统具备足够的缓冲能力,则不需要加碱或回流;5、无机物主要是来自原料中的灰尘和杂质。
二、常用酒厂处理方法2.1物理处理法不投加药剂,最大限度地减少污泥产生量,工艺简单。
2.2好氧处理法用好氧微生物降解有机物实现废水处理,不产生带臭味的物质。
处理时间短,适应范围广,处理效率高;2.3生化处理法直接投加化学药剂,操作简单。
并采取必要措施从而避免了产生二次污染,同时也实现达标排放处理。
三、工艺选择根据污水的性质、国家相关标准和我公司的实践工程设计经验,对此提出几个设计方案,其处理水质均达到国家一级排放标准。
现就其进行简单的说明。
3.1 UASB+SBR法3.1.1工艺简介该工艺是使用活性污泥处理污水中有机物以改变其化学、物理性质的方法之一。
生产废水经过管道经过隔栅进入调节池,隔栅的目的是过滤水中的悬浮物,如稻壳和其他杂物。
污水进入调节池后加碱调节其PH值至6-9,因为生产过程中会产生大量有机酸,会导致污水PH值较低。
调节PH值的目的是如PH值过低会影响后续反应的效率,而且污水中PH值过低会对设备造成腐蚀,影响使用寿命。
糟液中含有大量的有机物,并具有良好的可生物降解性能。所以,糟液的常
规综合治理流程是以生物处理中的厌氧反应器为核心,以回收糟液中的潜有能源
和其他资源。为了保证糟液通过厌氧反应器回收沼气的效果,糟液在进入反应器
前应进行预处理。
通过厌氧反应器,将糟液中极大部分有机物转化为沼气,糟液的COD值也
大幅度下降,但残存的有机物浓度仍不能满足国家规定的排放标准的要求。须接
受进一步的处理,若先进行好氧生物处理,随后再进行以混凝过程和氧化吸附等
技术后处理,满足排放标准的要求。混凝、过滤、氧化和吸附等处理方法称为深
度处理。
糟液综合治理的常规流程可归纳为预处理,厌氧生物处理、好氧生物和深度
处理等四部分组成。
1 预处理
厌氧反应器的糟液温度可分为三类,高温、中温和常温。高温,其适宜温度在
50℃~56℃;中温,其适宜温度在35℃~40℃;常温,则随自然温度而变化。
新鲜的糟液,其温度在80℃以上,应先通过热交换器回收热能,将糟液降到
适宜的温度再进入厌氧反应器。
糟液在接受厌氧反应器处理时,通常采用的操作温度是高温和中温。
厌氧反应器内的pH值是影响处理效果的主要因素之一,一般控制在Ph7左
右。
进液的pH值不一定需要调整到反应器内控制的pH值范围,因为进入反应
器后,经反应器内料液的稀释和生物化学反应可以改变进液的pH值。
糟液中的有机物主要是碳水化合物,在制取酒精过程中已被酸化,其中部分
有机物是以挥发性有机酸的形式存在,使糟液的pH值偏酸性。但其进入厌氧反
应器后,经稀释和生物化学反应等作用,糟液的pH值很快调整到反应器内控制
的pH值范围。所以,糟液的pH值一般不需要进行预调整。
2 厌氧生物处理
糟液的厌氧处理是糟液综合治理的核心工艺,常用的厌氧反应器有UASB、AF
和厌氧接触工艺等。
糖蜜糟液中硫酸盐含量较高,一般采用中温厌氧接触工艺。因为在中温状态
下,与高温状态时相比,反应器中硫酸盐还原菌与产甲烷菌之间竞争利用乙酸的
速度基本相同。因此,采用中温厌氧反应器处理含高浓度的糖蜜酒糟时对反应器
的甲烷产率影响不明显。
淀粉糟液的厌氧处理,有采用一段法的,有的采用二段法的。一段法的,一
般使用高温UASB或高温厌氧接触工艺;采用二段法时,一般选用高温UASB
串联中温AF工艺,或高温厌氧接触工艺串联中温厌氧接触工艺。
厌氧处理可使糟液的COD值下降75%~90%,即由数万mg/L,下降到数千
mg/L当环境允许时,可将厌氧反应器的出液灌溉农田,以增加土壤的肥力。但
对排放标准比较严格的地区,厌氧反应器的出液需要好氧生物处理等工艺处置。
3 好氧生物处理
厌氧反应器的出液与厂内其他有机低温度的废水,如地面冲洗水、设备清洗水等
合并,进行好氧生物处理。
由于混合废水有机物浓度偏高,又属酿造废水,为防止好氧生物处理装置出
现污泥膨胀现象而影响正常运转,好氧生物处理装置一般选用生物膜类型的,如
生物接触氧化装置、生物转筒等。这些装置可单一选用,也可多级串联选用。
好氧生物处理工艺可降解混合废水中COD值的75%~90%。其出水COD值
一般在400mg/L~800mg/L。出水带有较高的色度。在有城市下水道,其下游建
设城市污水集中处理厂的地区,好氧生物处理的出水可直接排入城市下水道,如
果该厂位于排放标准较为严格的地区,则好氧生物处理装置的出水还需要进行深
度处理。
4 深度处理
深度处理一般选用混凝沉淀、过滤、活性炭吸附等常规水净化技术。这些技术可
单一选用,也可多种串联选用。
深度处理的出水已达到无色透明的程度,其COD值在100mg/L~150mg/L,
满足国家规定的污水综合排放标准。