2013顺送模具保养日程表Microsoft Excel Worksheet
- 格式:xls
- 大小:256.50 KB
- 文档页数:1



注塑模具年度保养计划表格-范文模板及概述示例1:Introduction:注塑模具是制造塑料制品的重要工具,它的性能直接影响到产品质量和生产效率。
为了确保注塑模具的正常运行和延长其使用寿命,定期的保养是非常重要的。
制定一个年度的保养计划表格可以帮助企业更好地管理和维护模具设备,提高生产效率和降低故障率。
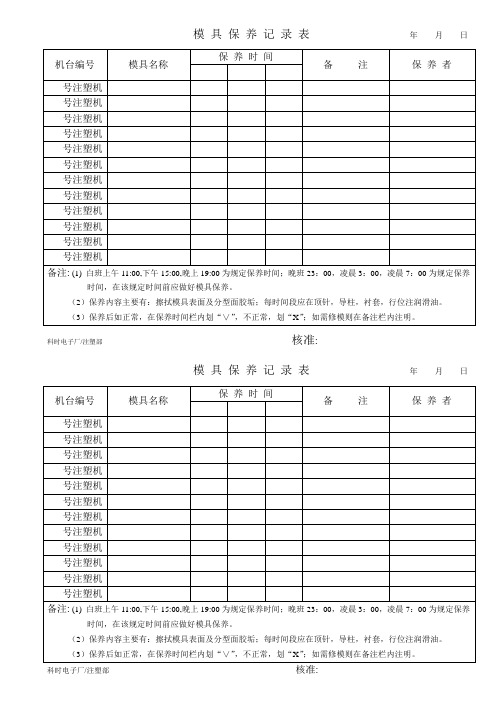
保养计划表格内容:1.模具基本信息:在保养计划表格上列出每个注塑模具的基本信息,如模具编号、启用日期、最近一次维护日期等。
这些信息有助于跟踪模具的使用情况和维护记录。
2.保养项目清单:制定一个具体的保养项目清单,包括常规保养、定期更换部件、清洁润滑等项目。
每个保养项目都应该有具体的操作指导和频率要求。
3.保养记录表:在保养计划表格上设立一个保养记录表格,用于记录每次对模具的保养情况。
记录包括保养时间、保养内容、操作人员、备注等信息。
4.异常处理流程:在保养计划表格上列出模具出现异常情况时的处理流程和联系人信息。
及时处理模具问题可以降低生产故障率和维修成本。
5.定期检查计划:制定模具的定期检查计划,包括每月、季度、半年或年度的检查内容和频率。
定期检查可以发现模具问题并及时修复,避免生产中断。
Conclusion:通过制定注塑模具年度保养计划表格,可以帮助企业更好地管理和维护模具设备,提高生产效率和产品质量。
定期的保养和维护可以延长模具的使用寿命,降低维修成本,确保生产顺利进行。
企业应该重视模具的保养工作,制定科学合理的保养计划,并严格执行,以保证生产的稳定性和可靠性。
示例2:注塑模具作为生产过程中不可或缺的工具,其正常运行对产品质量和生产效率起着至关重要的作用。
为了确保注塑模具的正常运行和延长其使用寿命,定期的保养和维护尤为重要。
因此,制定一份注塑模具年度保养计划表格是非常必要的。
下面是一个注塑模具年度保养计划表格的示例:项目内容负责人完成时间清洁使用专门的清洁剂对模具进行清洗维修人员每月初润滑对模具的移动部件进行润滑,确保运行顺畅维修人员每季度检查和更换磨损部件定期检查模具的磨损情况,根据需要更换磨损严重的部件维修人员每半年调试和测试对模具进行定期调试和测试,确保其正常工作生产主管每季度存储和保护对不使用的模具进行正确的存储和保护,防止生锈和损坏仓库管理员每周通过制定并严格执行注塑模具年度保养计划表格,可以有效地提高注塑模具的使用寿命和生产效率,减少因模具故障而造成的损失。



模具年度保养计划表模具年度保养计划表篇一:工装模具维护保养规范计划工装模具维护保养规范一、目的:使模具能保持最佳的性能状态和延长其使用寿命,确保生产的正常进行,降低生产成本。
二、适用范围:公司所有模具的维修和保养。
三、职责:生产部门负责组织实施模具的保养和模具的维修计划;注塑与硫化工段长负责模具的日常保养;上下模职员进行定时模具状态检查。
四、保养细则1.逐日的例行检查和维护:1.1运行中的模具是否处于正常状态:活动部位如导柱、顶杆、行位是否磨损,润滑是否良好,要求至少24小时要加一次油,特殊结构要增加加油次数,模具的固定模板的螺丝和锁模夹是否松动。
1.2生产正常状况:检查产品的缺陷是否与模具有关。
1.3下机时要对模具进行全面检查并进行防锈处理:抹干型腔、型芯、顶出机构和行位等部位喷洒模具防锈剂(防锈剂的喷洒不是越多越好,喷洒较少可能防锈效果不好,喷洒过多导致下次生产时为去除防锈剂而消耗过多的清洗剂,徙增成本)。
1.4下机后的模具要放在指定地点并作好记录:模具状况(完好还是待修)。
2.每季的例行检查:主要是对放置两个月以上没有使用的模具进行清理维护。
2.1打开模具,检查内部防锈效果,有异常情况,须重新进行防锈处理;长期(半年以上)不使用的模具须涂抹黄油。
2.2放回原位并作好记录。
3.使用前模具的检查3.1检查模具的标识是否完好清晰,对照工艺文件检查所使用的模具是否正确;3.2检查模具是否完整、凸凹模是否有裂纹、是否有磕碰、变形、可见部分的螺钉是否有松动等;3.3检查所使用的原材料是否与工艺文件一致,防止因使用不合格的原材料损坏模具和设备;3.4检查所使用的机床是否与模具相配备合理;3.5检查模具在机床上安装是否正确,上、下模压板螺栓是否紧固。
3.6对(:模具年度保养计划表)模具的表面的油污,铁锈清理干净;检查模具的冷却水孔是否有异物,是否有水路不通。
4.生产中模具的保养4.1检查模具的所有导向的导柱,导套是否损伤,定期对模具导柱、行位等部件进行加油保养,检查运动部件是否有异常,顶出机构工作是否顺畅无卡滞。



模具保养计划表篇一:工装模具维护保养规范计划工装模具维护保养规范一、目的:使模具能保持最佳的性能状态和延长其使用寿命,确保生产的正常进行,降低生产成本。
二、适用范围:公司所有模具的维修和保养。
三、职责:生产部门负责组织实施模具的保养和模具的维修计划;注塑与硫化工段长负责模具的日常保养;上下模职员进行定时模具状态检查。
四、保养细则1.逐日的例行检查和维护:1.1运行中的模具是否处于正常状态:活动部位如导柱、顶杆、行位是否磨损,润滑是否良好,要求至少24小时要加一次油,特殊结构要增加加油次数,模具的固定模板的螺丝和锁模夹是否松动。
1.2生产正常状况:检查产品的缺陷是否与模具有关。
1.3下机时要对模具进行全面检查并进行防锈处理:抹干型腔、型芯、顶出机构和行位等部位喷洒模具防锈剂(防锈剂的喷洒不是越多越好,喷洒较少可能防锈效果不好,喷洒过多导致下次生产时为去除防锈剂而消耗过多的清洗剂,徙增成本)。
1.4下机后的模具要放在指定地点并作好记录:模具状况(完好还是待修)。
2.每季的例行检查:主要是对放置两个月以上没有使用的模具进行清理维护。
2.1打开模具,检查内部防锈效果,有异常情况,须重新进行防锈处理;长期(半年以上)不使用的模具须涂抹黄油。
2.2放回原位并作好记录。
3.使用前模具的检查3.1检查模具的标识是否完好清晰,对照工艺文件检查所使用的模具是否正确;3.2检查模具是否完整、凸凹模是否有裂纹、是否有磕碰、变形、可见部分的螺钉是否有松动等;3.3检查所使用的原材料是否与工艺文件一致,防止因使用不合格的原材料损坏模具和设备;3.4检查所使用的机床是否与模具相配备合理;3.5检查模具在机床上安装是否正确,上、下模压板螺栓是否紧固。
3.6对模具的表面的油污,铁锈清理干净;检查模具的冷却水孔是否有异物,是否有水路不通。
4.生产中模具的保养4.1检查模具的所有导向的导柱,导套是否损伤,定期对模具导柱、行位等部件进行加油保养,检查运动部件是否有异常,顶出机构工作是否顺畅无卡滞。


机年月
日期班次
白
夜白夜白夜白夜白夜白夜白夜白夜白夜白夜白夜白
夜
模具钳工:审 批:
模具日常维护保养记录
1234点检基准NO 5模具水路水路畅通 无漏水1
13确 认 人
2
模具定位圈.浇口与射嘴是否吻合 无漏料模 面 清 洁3
模具型腔无油污.防锈剂及产品胶丝4
模 具顶出杆.是否拉毛.是否退到位或强行复位.是否有异响5
模具定位柱.销子位置尺寸是否正常.不变形.无松落6
模具滑块弹簧是否有力.不变形.滑块与导柱配合是否到位.滑块夹是否有润滑油每天应检查并加固易松动的螺丝.冷却水是否有水,以免造成模具移位和模具表面生锈。
9
模 具热流道是否漏油.是否拉毛.是否灵活.不变形7
模 具 抽 芯8
模具导柱和斜导柱位置尺寸是否正常.不变形.无松落.是否有油6789点检项目点检者签字12外观是否损坏.加热是否正常.10
11
每批计划生产完毕后,将模具行腔面均匀的喷上防锈剂。
以免模具行腔里生锈。
14151617101112132223242518192021263127282930。

《注塑模具保养计划表_模具维护保养计划》摘要:1、定期对拉延模的压料圈、圆角、修边模的刀口部位、翻边刀块部分进行涂油润滑,1、模具的一级保养由生产操作人员进行,对于长期放置的模具要每两个月安排一次保养,方法是打开模具给予除尘、除锈并对模具所有部位给予涂油处理合肥松亚模具维护保养计划为延长公司模具的使用寿命,生产更多的产品,创造更大的经济效益,制订如下保养计划:一、装模时的检查、维护 1、装模前要对模具的上下表面进行清擦,保证模具安装面和压机工作台面正确配合。
2、模具装好后将模具打开,将模具导向机构,模腔表面清擦干净,以保证制件的质量。
3、对模具各滑动部份进行润滑或涂抹润滑脂。
4、检查、维护侧护板,清理冲孔废料道、孔。
5、检查模具安全侧销、安全螺钉等安全件,发现问题,及时修复、更换。
二、生产中的保养 1、定期对拉延模的压料圈、圆角、修边模的刀口部位、翻边刀块部分进行涂油润滑。
2、定期对修边冲孔模小孔的废料道进行清理。
3、经常观察、感觉模具在生产时使用状态,发现异常,立即停机检查,及时排除。
故障排除后再进行生产。
三、生产后的保养 1、生产结束后要对模具进行全面的检查。
2、对模具进行全面的清擦,将模具内的废料、杂物清理干净,保证废料盒中无废料。
3、将模具的使用发现的问题作如实地反馈,并在交接单中做好记录或通知修理人员经行修理。
四、模具的一、二级保养1、模具的一级保养由生产操作人员进行。
保养的主要内容为清擦、润滑和检查。
2、模具的二级保养工作由模修人员完成,并根据保养情况做好记录。
二级保养的主要内容: a、对模具的圆角拉毛部位进行抛光,如果出现压坑要对模具研配。
b、对检查发现有问题的导向零件进行修理、恢复。
c、对模具在使用过程中刀口崩刃和刃口塌陷处进行补焊、修复。
d、对损坏、失效的弹簧等弹性零件进行更换(注意弹簧的规格和型号)。
e、对模具在使用过程中的冲头折断、弯曲和啃坏及损坏的冲套进行更换。
f、检查紧固零件是否松动、损坏。