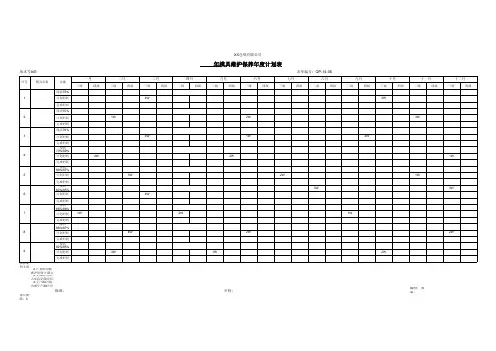
模具维护保养计划表[1]
- 格式:xls
- 大小:12.00 KB
- 文档页数:1
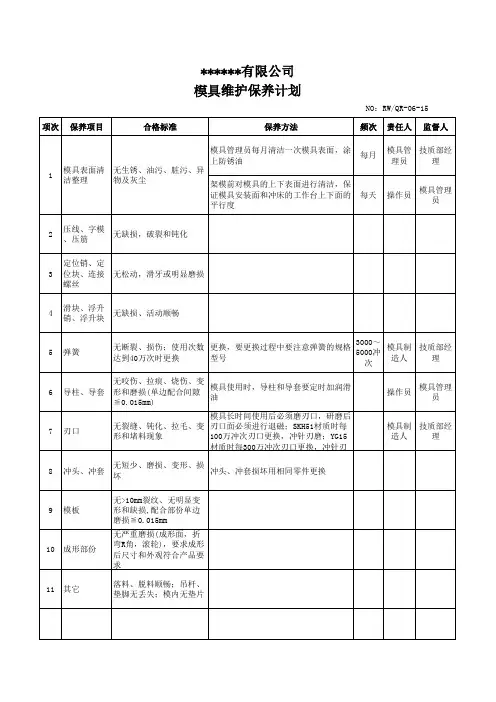
《注塑模具保养计划表_模具维护保养计划》摘要:1、定期对拉延模的压料圈、圆角、修边模的刀口部位、翻边刀块部分进行涂油润滑,1、模具的一级保养由生产操作人员进行,对于长期放置的模具要每两个月安排一次保养,方法是打开模具给予除尘、除锈并对模具所有部位给予涂油处理合肥松亚模具维护保养计划为延长公司模具的使用寿命,生产更多的产品,创造更大的经济效益,制订如下保养计划:一、装模时的检查、维护 1、装模前要对模具的上下表面进行清擦,保证模具安装面和压机工作台面正确配合。
2、模具装好后将模具打开,将模具导向机构,模腔表面清擦干净,以保证制件的质量。
3、对模具各滑动部份进行润滑或涂抹润滑脂。
4、检查、维护侧护板,清理冲孔废料道、孔。
5、检查模具安全侧销、安全螺钉等安全件,发现问题,及时修复、更换。
二、生产中的保养 1、定期对拉延模的压料圈、圆角、修边模的刀口部位、翻边刀块部分进行涂油润滑。
2、定期对修边冲孔模小孔的废料道进行清理。
3、经常观察、感觉模具在生产时使用状态,发现异常,立即停机检查,及时排除。
故障排除后再进行生产。
三、生产后的保养 1、生产结束后要对模具进行全面的检查。
2、对模具进行全面的清擦,将模具内的废料、杂物清理干净,保证废料盒中无废料。
3、将模具的使用发现的问题作如实地反馈,并在交接单中做好记录或通知修理人员经行修理。
四、模具的一、二级保养1、模具的一级保养由生产操作人员进行。
保养的主要内容为清擦、润滑和检查。
2、模具的二级保养工作由模修人员完成,并根据保养情况做好记录。
二级保养的主要内容: a、对模具的圆角拉毛部位进行抛光,如果出现压坑要对模具研配。
b、对检查发现有问题的导向零件进行修理、恢复。
c、对模具在使用过程中刀口崩刃和刃口塌陷处进行补焊、修复。
d、对损坏、失效的弹簧等弹性零件进行更换(注意弹簧的规格和型号)。
e、对模具在使用过程中的冲头折断、弯曲和啃坏及损坏的冲套进行更换。
f、检查紧固零件是否松动、损坏。
模具维护保养计划合肥松亚模具维护保养计划为延长公司模具的使用寿命,生产更多的产品,创造更大的经济效益,制订如下保养计划:一、装模时的检查、维护1、装模前要对模具的上下表面进行清擦,保证模具安装面和压机工作台面正确配合。
2、模具装好后将模具打开,将模具导向机构,模腔表面清擦干净,以保证制件的质量。
3、对模具各滑动部份进行润滑或涂抹润滑脂。
4、检查、维护侧护板,清理冲孔废料道、孔。
5、检查模具安全侧销、安全螺钉等安全件,发现问题,及时修复、更换。
二、生产中的保养1、定期对拉延模的压料圈、圆角、修边模的刀口部位、翻边刀块部分进行涂油润滑。
2、定期对修边冲孔模小孔的废料道进行清理。
3、经常观察、感觉模具在生产时使用状态,发现异常,立即停机检查,及时排除。
故障排除后再进行生产。
三、生产后的保养1、生产结束后要对模具进行全面的检查。
2、对模具进行全面的清擦,将模具内的废料、杂物清理干净,保证废料盒中无废料。
3、将模具的使用发现的问题作如实地反馈,并在交接单中做好记录或通知修理人员经行修理。
四、模具的一、二级保养1、模具的一级保养由生产操作人员进行。
保养的主要内容为清擦、润滑和检查。
2、模具的二级保养工作由模修人员完成,并根据保养情况做好记录。
二级保养的主要内容:a、对模具的圆角拉毛部位进行抛光,如果出现压坑要对模具研配。
b、对检查发现有问题的导向零件进行修理、恢复。
c、对模具在使用过程中刀口崩刃和刃口塌陷处进行补焊、修复。
d、对损坏、失效的弹簧等弹性零件进行更换(注意弹簧的规格和型号)。
e、对模具在使用过程中的冲头折断、弯曲和啃坏及损坏的冲套进行更换。
f、检查紧固零件是否松动、损坏。
如有,则进行更换。
g、检查压料板、卸料板是否损坏,如有对损坏的部分进行修复。
h、检查气动系统有无渗漏;如有,则进行修复、更换。
五、久放模具的保养对于长期放置的模具要每两个月安排一次保养,方法是打开模具给予除尘、除锈并对模具所有部位给予涂油处理。
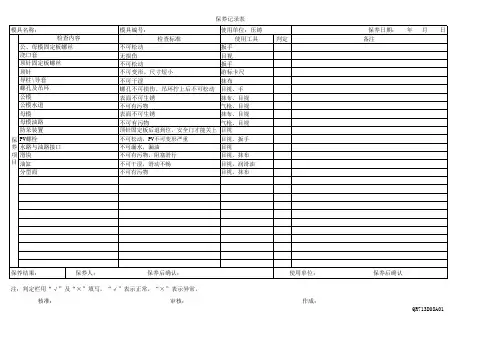
模具维修保养记录表
维修日期:__________
维修人员:__________
维修内容:
1. 模具清洁:将模具表面的污垢、油渍等清除干净,确保模具表面干燥洁净,以免影响模具的使用寿命和产品质量。
2. 模具检查:对模具进行全面检查,发现模具表面的磨损、裂纹、变形等问题及时修复或更换,以确保模具的正常使用。
3. 模具润滑:对模具的滑动部位进行润滑,使用适当的润滑剂,以减少摩擦、延长模具使用寿命,并保证产品的成型质量。
4. 模具调试:对模具进行调试,确保各个零件的位置和间隙正确,以保证模具的正常运行和产品的精度。
5. 模具保养:根据模具的使用情况,定期进行模具保养,包括清洁、润滑、检查等,以延长模具的使用寿命和保证产品质量。
6. 模具存放:将维修好的模具归位存放,确保模具放置在干燥、通风的地方,避免受潮、受热或受到其他损坏。
备注:
1. 维修人员应记录模具的维修情况,包括维修日期、维修内容、维
修耗时等,以便后续的维修和管理。
2. 模具维修保养记录表应及时更新,以保证模具的正常使用和维护。
3. 维修人员应及时汇报模具的维修情况,以便生产部门合理安排生产计划和模具维修计划。
4. 模具维修保养记录表应妥善保管,以便日后的查询和分析,为模具的维护和管理提供依据。
以上是模具维修保养记录表的内容,希望能够帮助您更好地维护和管理模具,保证产品的质量和生产的顺利进行。
如果有任何问题或建议,请及时与我们联系。
感谢您的支持和配合!。
模具维护保养记录表嘿,朋友们!咱今儿来聊聊模具维护保养记录表这事儿。
你说这模具啊,就好比咱家里的宝贝疙瘩,得精心呵护着。
那这模具维护保养记录表呢,就是记录咱怎么呵护宝贝疙瘩的本本。
你想想看,模具要是没好好保养,就跟人没吃好饭没睡好觉似的,能有精神干活吗?肯定不能啊!到时候生产出来的东西质量不行,那可就麻烦大啦!所以啊,这个记录表可重要着呢,就像咱每天要记日记一样。
每次保养的时候,咱就得像个细心的医生似的,给模具来个全面检查。
看看这儿有没有磨损,那儿有没有裂缝,就跟咱人去体检一样。
然后呢,把这些情况都老老实实地记在记录表上。
这可不能马虎,不能说哎呀差不多就行啦,那可不行!这就好比你去看病,医生随便给你糊弄一下,你能乐意吗?记录表上还得写上保养的时间呀,用了啥工具呀,怎么做的保养呀。
这就像咱出门得记着带钥匙一样重要。
你要是不记清楚,下次再保养的时候,你都不知道从哪儿下手。
万一弄出啥岔子,那不就糟糕啦?咱再打个比方,这模具就像一辆汽车,你得定期给它保养,换机油啊,检查轮胎啊啥的。
这记录表呢,就是汽车的保养手册,你得好好保管着,随时能拿出来看看。
要是没有这个手册,你都不知道啥时候该保养了,那不就等着车出毛病嘛。
而且啊,这记录表还得保存好。
可不能随手一扔就不管啦。
这就跟你珍贵的照片似的,得好好收藏起来。
万一哪天需要查个啥记录,你能一下子就找到,那多方便呀。
要是找不到了,那不就跟丢了宝贝似的心疼啊。
你说这模具维护保养记录表重要不重要?那肯定重要啊!它可是模具的健康档案呢!咱得认真对待,不能马虎。
每次保养都要仔仔细细地记录下来,这样才能保证模具一直健健康康的,为咱好好工作呀!咱可不能亏待了它,对吧?所以啊,大家都要重视这个模具维护保养记录表,把它当成宝贝一样对待。
让我们一起好好呵护我们的模具,让它们为我们创造更多更好的产品!怎么样,我说得有没有道理?哈哈!。
精品文档为延长公司模具的使用寿命,生产更多的产品,创造更大的经济效益,制订如下保养计划:一、装模时的检查、维护1、装模前要对模具的上下表面进行清擦,保证模具安装面和压机工作台面正确配合。
2、模具装好后将模具打开,将模具导向机构,模腔表面清擦干净,以保证制件的质量。
3、对模具各滑动部份进行润滑或涂抹润滑脂。
4、检查、维护侧护板,清理冲孔废料道、孔。
5、检查模具安全侧销、安全螺钉等安全件,发现问题,及时修复、更换。
二、生产中的保养1、定期对拉延模的压料圈、圆角、修边模的刀口部位、翻边刀块部分进行涂油润滑。
2、定期对修边冲孔模小孔的废料道进行清理。
3、经常观察、感觉模具在生产时使用状态,发现异常,立即停机检查,及时排除。
故障排除后再进行生产。
三、生产后的保养1、生产结束后要对模具进行全面的检查。
2、对模具进行全面的清擦,将模具内的废料、杂物清理干净,保证废料盒中无废料。
3、将模具的使用发现的问题作如实地反馈,并在交接单中做好记录或通知修理人员经行修理。
四、模具的一、二级保养1、模具的一级保养由生产操作人员进行。
保养的主要内容为清擦、润滑和检查。
精品文档2、模具的二级保养工作由模修人员完成,并根据保养情况做好记录。
二级保养的主要内容:a、对模具的圆角拉毛部位进行抛光,如果出现压坑要对模具研配。
b、对检查发现有问题的导向零件进行修理、恢复。
c、对模具在使用过程中刀口崩刃和刃口塌陷处进行补焊、修复。
d、对损坏、失效的弹簧等弹性零件进行更换(注意弹簧的规格和型号)。
e、对模具在使用过程中的冲头折断、弯曲和啃坏及损坏的冲套进行更换。
f、检查紧固零件是否松动、损坏。
如有,则进行更换。
g、检查压料板、卸料板是否损坏,如有对损坏的部分进行修复。
h、检查气动系统有无渗漏;如有,则进行修复、更换。
五、久放模具的保养对于长期放置的模具要每两个月安排一次保养,方法是打开模具给予除尘、除锈并对模具所有部位给予涂油处理。
编制: 审核: 批准:精品文档欢迎您的下载,资料仅供参考!致力为企业和个人提供合同协议,策划案计划书,学习资料等等打造全网一站式需求。
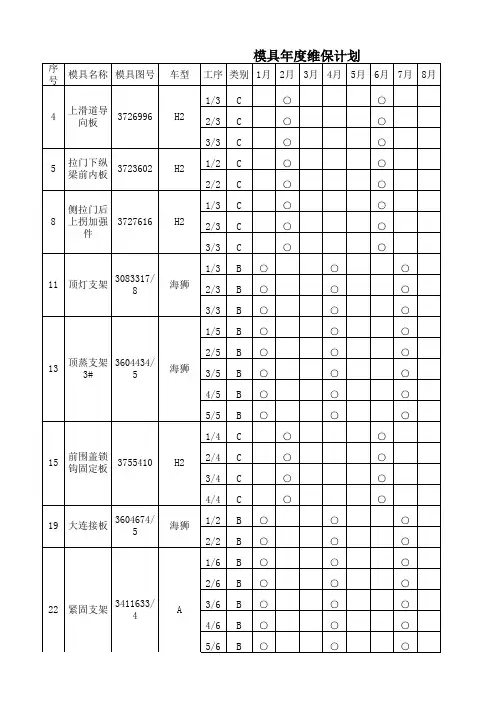
模具年度保养计划表篇一:工装模具维护保养规范计划工装模具维护保养规范一、目的:使模具能保持最佳的性能状态和延长其使用寿命,确保生产的正常进行,降低生产成本。
二、适用范围:公司所有模具的维修和保养。
三、职责:生产部门负责组织实施模具的保养和模具的维修计划;注塑与硫化工段长负责模具的日常保养;上下模职员进行定时模具状态检查。
四、保养细则1.逐日的例行检查和维护:1.1运行中的模具是否处于正常状态:活动部位如导柱、顶杆、行位是否磨损,润滑是否良好,要求至少24小时要加一次油,特殊结构要增加加油次数,模具的固定模板的螺丝和锁模夹是否松动。
1.2生产正常状况:检查产品的缺陷是否与模具有关。
1.3下机时要对模具进行全面检查并进行防锈处理:抹干型腔、型芯、顶出机构和行位等部位喷洒模具防锈剂(防锈剂的喷洒不是越多越好,喷洒较少可能防锈效果不好,喷洒过多导致下次生产时为去除防锈剂而消耗过多的清洗剂,徙增成本)。
1.4下机后的模具要放在指定地点并作好记录:模具状况(完好还是待修)。
2.每季的例行检查:主要是对放置两个月以上没有使用的模具进行清理维护。
2.1打开模具,检查内部防锈效果,有异常情况,须重新进行防锈处理;长期(半年以上)不使用的模具须涂抹黄油。
2.2放回原位并作好记录。
3.使用前模具的检查3.1检查模具的标识是否完好清晰,对照工艺文件检查所使用的模具是否正确;3.2检查模具是否完整、凸凹模是否有裂纹、是否有磕碰、变形、可见部分的螺钉是否有松动等;3.3检查所使用的原材料是否与工艺文件一致,防止因使用不合格的原材料损坏模具和设备;3.4检查所使用的机床是否与模具相配备合理;3.5检查模具在机床上安装是否正确,上、下模压板螺栓是否紧固。
3.6对(:模具年度保养计划表)模具的表面的油污,铁锈清理干净;检查模具的冷却水孔是否有异物,是否有水路不通。
4.生产中模具的保养4.1检查模具的所有导向的导柱,导套是否损伤,定期对模具导柱、行位等部件进行加油保养,检查运动部件是否有异常,顶出机构工作是否顺畅无卡滞。