弯曲模典型结构
- 格式:ppt
- 大小:13.07 MB
- 文档页数:15




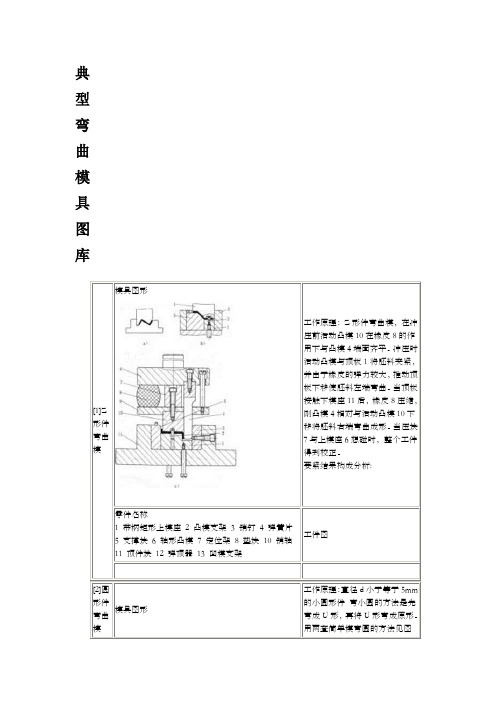
典型弯曲模具图库[1]Z 形件弯曲模模具图形工作原理:Z形件弯曲模,在冲压前活动凸模10在橡皮8的作用下与凸模4端面齐平。
冲压时活动凸模与顶板1将胚料夹紧,并由于橡皮的弹力较大,推动顶板下移使胚料左端弯曲。
当顶板接触下模座11后,橡皮8压缩,则凸模4相对与活动凸模10下移将胚料右端弯曲成形。
当压块7与上模座6想碰时,整个工件得到校正。
要紧结果构成分析:零件名称1 带柄矩形上模座2 凸模支架3 销钉4 弹簧片5 支撑块6 轴形凸模7 定位架8 垫块10 销轴11 顶件块12 弹顶器13 凹模支架工件图[2]圆形件弯曲模模具图形工作原理:直径d小于等于5mm的小圆形件弯小圆的方法是先弯成U形,再将U形弯成原形。
用两套简单模弯圆的方法见图a。
由于工件小,分两次弯曲操作不便,故可将两道工序合并。
图b为有侧楔的一次弯圆模,上模下行,芯棒将坯料弯成U形,上模继续下行,侧楔推动活动凹模将U形弯成圆形。
图c所示的也是一次弯圆模。
上模下行时,压板将滑块往下压,滑块带动芯棒将坯料弯成U形。
上模继续下行,凸模再将U行弯成圆形。
假如工件精度要求高,能够旋转工件连冲几次,以获得较好的圆度。
工件由垂直图面方向从芯棒上取下。
要紧结果构成分析:零件名称1 凸模2 压板3 芯棒4 坯料5 凹模6 滑块7侧楔8 活动凹模工件图[3]带摆块的U 形件弯曲模模具图形工作原理:此图所示为两次弯曲复合的另一种结构形式,凹模下行,利用活动凸模的弹性力先将坯料弯成U形。
凹模继续下行,当推板与凹模底面接触时,便强迫凸模向下运动,在摆快作用下最后压弯成U形,缺点是模具结构复杂。
要紧结果构成分析:零件名称1 凹模2 活动凸模3 摆块4 垫板5 推板工件图[4]铰链件模具图形工作原理:预弯模如图a所示。
卷圆的原理通常是使用推圆弯曲模法。
图b是立式卷圆模,结构简单。
图c是卧式卷圆模,有压料装置,工件质量较好,操作方便。
要紧结果构成分析:零件名称1 斜楔2 凹模3 凸模4 弹簧工件图[5]带摆动凹模的弯曲模模具图形工作原理:图形状弯曲件的弯曲模关于其它形状的弯曲件,由于品种繁多,其工序安排与模具设计只能根据弯曲件的形状,尺寸,精度要求,材料的性能与生产批量等来考虑,不可能有一个统一不变的弯曲方法。





第三章弯曲3.1 弯曲模基础教学要点【目的要求】1、弯曲的类型2、弯曲变形过程分析3、弯曲件回弹4、弯曲件的工艺性5、提高弯曲件质量的措施6、保证弯曲件质量的基本原则教学要点【重点】1、弯曲件回弹、回弹角、影响回弹的因素2、弯曲件的工艺性、最小相对弯曲半径3、影响最小相对弯曲半径的因素4、提高弯曲件质量的措施【难点】1、提高弯曲件质量的措施●弯曲--把金属板材、管材和型材弯曲成一定曲率、形状和尺寸的工件的冲压成形工艺。
弯曲成形广泛应用于制造高压容器、锅炉汽包、锅炉炉管、船体的钢板及骨肋、各种器皿、仪器仪表构件以及箱柜镶条等。
●属塑性成形工序。
弯曲模:V形弯曲模、Z形弯曲模、凹模转动弯曲模、冲孔切断弯曲级进模●问题:弯曲模与冲裁模在工作零件的结构上有何区别?●弯曲分为自由弯曲和校正弯曲。
自由弯曲:当弯曲终了时,凸模、毛坯和凹模三者紧贴后凸模不再下压。
校正弯曲:当弯曲终了时,凸模、毛坯和凹模三者紧贴后,凸模继续下压,从而使工件产生进一步塑性变形,减少了回弹,对弯曲件起到了校正作用。
方法:压弯、折弯、拉弯,辊弯、辊压成形等●压弯是最常用的弯曲方法。
所用设备大多为通用的机械压力机或液压机,也有用专用折弯压力机的。
●常用的滚弯设备是卷板机。
●对于精度要求较高,长度和曲率半径要求较大、横向尺寸要求较小的弯曲件,可在专用的拉弯机上进行拉弯。
拉弯时,板材全部厚度上都受拉应力的作用,因而只产生伸长变形,卸载后弹复引起的变形小,容易保证精度。
V形弯曲模具结构图●弯管枪的现身在第二次世界大战结束前,美、英、苏盟军部队在攻克柏林的巷战中,发现德国士兵使用了一种神奇武器--弯管枪,其结构和功能十分奇特。
使用这种弯管枪,整个人可以隐蔽在墙后,枪管则沿墙角弯曲前伸,这样,可在自己完全隐蔽的情况下准确杀伤对手。
盟军作战部队立即将这一重大发现报告给盟军情报部,情报部迅速组织多学科专家进行试验,准备生产制造这种弯管枪。
●弯管步枪弯管步枪的研制和发展始于第二次世界大战初期。
