φ60×5管道射线探伤报告
- 格式:doc
- 大小:31.00 KB
- 文档页数:1
X射线探伤作业告知书
XX
XX公司现将对XX公司盐磷化工循环产业热电系统扩能技改项目循环水埋地管道进行探伤,为了落实射线探伤辐射防护与安全措施,加强辐射工作的安全管理,保障放射工作人员与公众的安全与身体健康,现将射线探伤作业安全事项告知如下:
1、本现场的射线检测设备是属于国家规定Ⅱ类射线装置的X射线探伤机。
2、射线作业检测区域为冷却塔前水泵基础(厕所后)循环水埋地管道,警戒区域为作业区域无遮挡半径50m范围。
3、作业时间为2017年3月8日,探伤时间为20时00分至22时00分止。
4、X射线检测作业有一定辐射范围,探伤人员在工作以前将会用警戒带、警戒牌进行封路。
在射线作业时间内请作业区域附近的友邻施工单位所有人员及车辆严禁进入射线作业区。
5、非探伤人员未经现场探伤人员许可不得进入射线作业区域,强行进入或未经许可擅自闯入者后果自负。
6、如有其它单位同时在此作业区域交叉施工作业,请事前与负责人员联系:
XX公司
2017年3月8日。
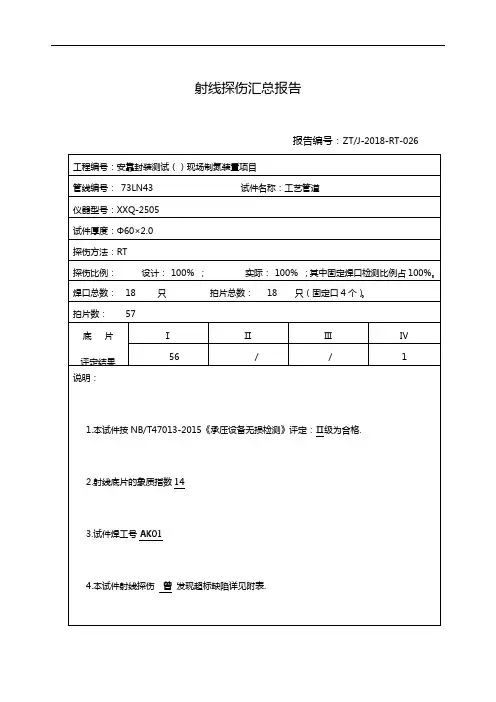
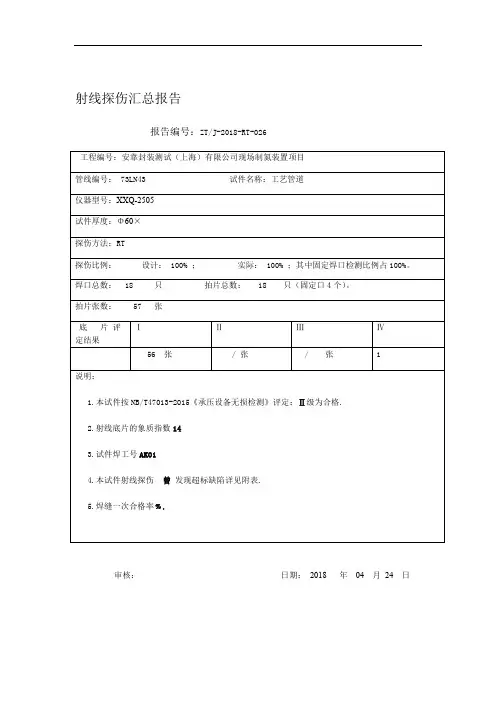
射线探伤汇总报告
报告编号:ZT/J-2018-RT-026
审核:日期:2018 年04 月24 日
射线探伤汇总报告
审核:日期:2018 年04 月24 日
射线探伤汇总报告
报告编号:ZT/J-2018-RT-032
审核:日期:2018 年04 月24 日
射线探伤汇总报告
报告编号:ZT/J-2018-RT-005
审核:日期:2018 年04 月24 日
射线探伤汇总报告
报告编号:ZT/J-2018-RT-004
审核:日期:2018 年04 月24 日
射线探伤汇总报告
报告编号:ZT/J-2018-RT-
审核:日期:2018 年04 月24 日
射线探伤汇总报告
报告编号:ZT/J-2018-RT-009
审核:日期:2018 年04 月24 日
射线探伤汇总报告
报告编号:ZT/J-2018-RT-
审核:日期:2018 年04 月24 日
射线探伤汇总报告
报告编号:ZT/J-2018-RT-
审核:日期:2018 年04 月20 日
射线探伤汇总报告
报告编号:ZT/J-2018-RT-003
审核:日期:2018 年04 月24 日
射线探伤汇总报告
报告编号:ZT/J-2018-RT-006
审核:日期:2018 年04 月24 日。
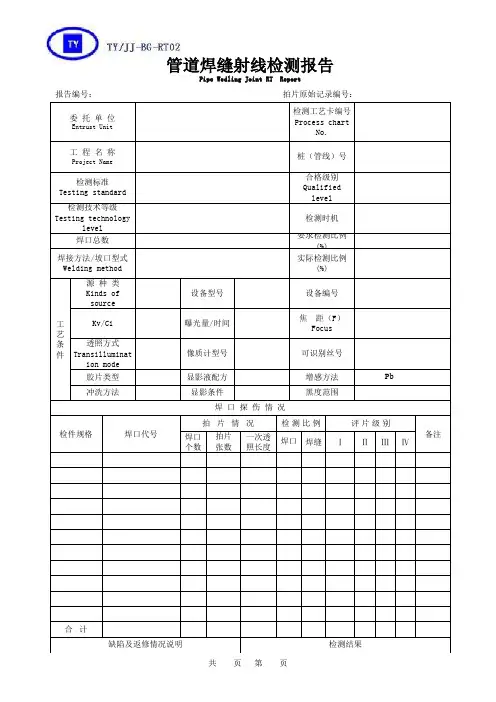
管道焊缝射线检测报告一、引言管道焊缝射线检测是一种常见的无损检测方法,用于评估管道焊缝的质量和完整性。
本文将详细介绍我们对一根管道焊缝进行射线检测的结果和评估。
二、检测方法针对该管道焊缝,我们采用了射线检测方法进行评估。
该方法利用射线穿透物体,通过探测器接收射线的衰减信息,从而获得管道焊缝的内部结构和缺陷情况。
三、检测结果经过射线检测,我们获得了以下结果:1. 焊缝完整性:检测结果显示,该管道焊缝的完整性良好,未发现明显的断裂或裂纹情况。
这表明焊接工艺稳定,焊缝结构牢固。
2. 内部结构:射线检测结果显示,管道焊缝内部结构均匀一致,未出现明显的孔洞或异常结构。
这说明焊接过程中没有出现气孔或夹杂物,并且焊缝的质量良好。
3. 缺陷评估:我们对管道焊缝进行了缺陷评估,发现了少量的焊缝内部小缺陷。
这些小缺陷主要是一些微小的气孔或夹杂物,对焊缝的强度和密封性没有明显影响。
四、评估与建议根据我们的射线检测结果,可以得出以下评估和建议:1. 焊缝质量良好:管道焊缝的完整性和内部结构均符合标准要求,焊接质量良好。
可以放心使用该管道进行工业生产或其他应用。
2. 缺陷修复:尽管检测结果显示存在少量小缺陷,但这些缺陷对管道焊缝的性能没有明显影响。
可以选择对缺陷进行修复,进一步提升管道的完整性和质量。
3. 定期维护:为了确保管道焊缝的长期稳定性和安全性,建议定期进行射线检测,及时发现和修复潜在的缺陷问题,以保障生产和使用过程中的安全性。
五、结论通过射线检测,我们对该管道焊缝进行了全面评估。
结果表明,该焊缝质量良好,内部结构均匀一致,并存在少量小缺陷。
我们建议在管道使用过程中进行定期维护和检测,以确保其长期稳定性和安全性。
六、致谢感谢所有参与管道焊缝射线检测的人员,以及给予我们支持和帮助的各方。
感谢您的阅读和关注。
注:本报告仅供参考,具体的修复和维护方案应根据实际情况进行制定。
管道焊缝射线检测报告一、引言管道焊缝射线检测是一种常见的非破坏性检测方法,用于评估焊缝的质量和完整性。
本报告旨在描述管道焊缝射线检测的过程和结果,以便全面了解焊缝的情况和安全性。
二、检测方法管道焊缝射线检测主要采用射线透视法。
通过将射线穿过管道焊缝,然后在检测器上观察射线的吸收情况,可以判断焊缝中是否存在缺陷,如裂纹、气孔、夹杂物等。
这种方法具有高灵敏度和高分辨率的特点,能够准确检测出焊缝中微小的缺陷。
三、检测结果经过管道焊缝射线检测,我们发现该焊缝存在以下问题:1. 缺陷类型:局部裂纹缺陷位置:焊缝中部缺陷长度:约10mm缺陷深度:约2mm2. 缺陷类型:气孔缺陷位置:焊缝表面缺陷数量:约3个缺陷大小:直径约2mm四、分析与评估1. 关于局部裂纹由于局部裂纹的存在,焊缝的强度和密封性可能会受到影响。
需要及时修复或更换焊缝,以确保管道的安全运行。
2. 关于气孔尽管气孔的大小较小,但其存在可能导致焊缝的脆性增加,降低焊缝的强度。
建议对气孔进行修复,以保证焊缝的完整性和可靠性。
五、结论管道焊缝射线检测结果显示,该焊缝存在局部裂纹和气孔等缺陷。
这些缺陷可能会对管道的安全性和可靠性产生潜在影响。
建议采取相应的措施,及时修复焊缝,以确保管道的正常运行和安全性。
六、致谢在此,我们感谢所有参与管道焊缝射线检测工作的人员的辛勤付出和专业精神。
他们的努力为管道的安全运行提供了有力的保障。
以上是本次管道焊缝射线检测报告的全部内容。
我们将持续关注管道焊缝的情况,并采取适当的措施,确保管道的安全性和可靠性。
射线探伤汇总报告
报告编号:ZT/J-2018-RT-026
审核:日期:2018 年04 月24 日
射线探伤汇总报告
报告编号:ZT/J-2018-RT-028
审核:日期:2018 年04 月24 日
射线探伤汇总报告
报告编号:ZT/J-2018-RT-032
审核:日期:2018 年04 月24 日
射线探伤汇总报告
报告编号:ZT/J-2018-RT-005
审核:日期:2018 年04 月24 日
射线探伤汇总报告
报告编号:ZT/J-2018-RT-004
审核:日期:2018 年04 月24 日
射线探伤汇总报告
报告编号:ZT/J-2018-RT-024
审核:日期:2018 年04 月24 日
射线探伤汇总报告
报告编号:ZT/J-2018-RT-009
审核:日期:2018 年04 月24 日
射线探伤汇总报告
报告编号:ZT/J-2018-RT-021
审核:日期:2018 年04 月24 日
射线探伤汇总报告
报告编号:ZT/J-2018-RT-022
审核:日期:2018 年04 月20 日
射线探伤汇总报告
报告编号:ZT/J-2018-RT-003
审核:日期:2018 年04 月24 日
射线探伤汇总报告
报告编号:ZT/J-2018-RT-006
审核:日期:2018 年04 月24 日。
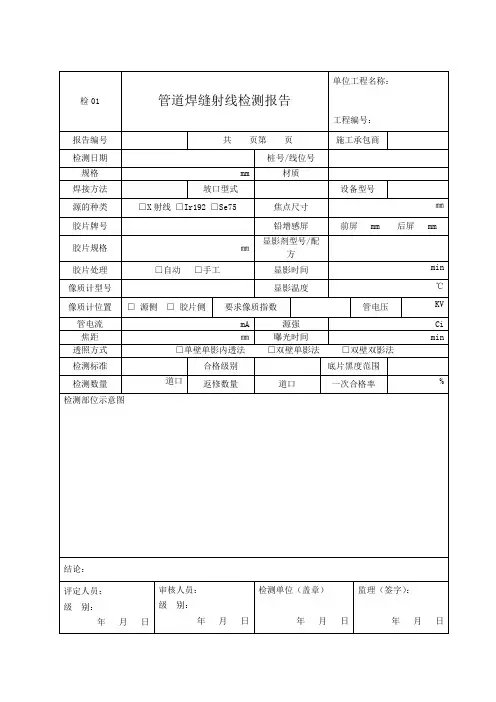
管道焊缝射线检测报告标题:管道焊缝射线检测报告一、引言管道焊缝射线检测是一种常用的非破坏性检测方法,用于评估管道焊缝的质量和安全性。
本报告对某管道焊缝射线检测结果进行详细描述和分析,以确定焊缝的缺陷情况和安全性。
二、检测设备和方法本次射线检测采用了常见的X射线检测设备,包括X射线发射器和感光胶片。
具体的检测方法是将X射线发射器放置在管道周围,通过辐射射线对焊缝进行扫描,然后将感光胶片放置在焊缝上,记录下辐射射线的影像。
三、检测结果分析根据检测结果,我们对焊缝进行了详细的分析和评估。
整个焊缝区域没有发现任何明显的裂纹、脱焊、气孔等缺陷。
焊缝的结构紧密,焊缝与母材之间的过渡平滑,没有明显的凹凸不平或未熔合的现象。
焊缝的尺寸和形状符合设计要求,焊缝的强度满足使用需求。
四、结论与建议根据本次管道焊缝射线检测的结果,我们得出以下结论和建议:1.焊缝质量良好:经过检测,焊缝没有发现明显的缺陷,结构紧密,强度满足使用要求。
2.管道安全性高:焊缝的良好质量保证了管道的安全运行,不会出现泄漏、断裂等风险。
3.定期检测维护:为了确保管道的长期安全运行,建议定期进行焊缝射线检测,并及时修复任何发现的缺陷。
五、总结管道焊缝射线检测是一项重要的质量评估和安全保障工作。
本次检测结果表明,焊缝质量良好,管道安全性高。
我们将定期进行检测和维护工作,以确保管道的长期安全运行。
通过本次管道焊缝射线检测报告,我们对焊缝质量和管道安全性有了更深入的了解。
这也提醒我们在设计、施工和维护过程中要高度重视管道焊缝的质量控制和安全管理,以保障人们的生命财产安全。
管道探伤报告
报告编号:XXX-XXXX
探伤单位:XXX探伤公司
被探管道:XXX管道
探伤方法:磁粉探伤、超声波探伤、涡流探伤
探伤日期:XXXX年XX月XX日
报告撰写日期:XXXX年XX月XX日
一、管道情况描述
根据对被探管道的磁粉探伤、超声波探伤和涡流探伤,我们检测出了以下问题:
1. 检测到管道表面存在3处较深的腐蚀点,最深处达到管道壁厚度的40%,需及时维修,避免出现泄漏事故。
2. 检测到管道焊缝存在一处裂纹,长度约为6mm,深度为
3mm,需立即修复。
3. 检测到管道的部分区域存在局部变形,造成了管道壁厚度的下降,需要找到原因及时修复。
二、建议及处理方案
1. 对于存在的腐蚀问题,建议采取刷涂防腐或更换管道的方式来解决。
2. 针对管道焊缝的裂纹问题,必须采用提供的焊接规范来保证焊缝的焊接质量。
3. 针对存在局部变形的管道部分,涡流探伤可用于检测管道内部的变形原因。
根据检测结果制定相应的处理方案。
三、结论
通过本次管道探伤,我们发现了管道存在的问题,并提出了相应的处理方案。
建议相关单位及时采取措施修复管道缺陷,以确保管道的安全稳定运行。
管线探测技术总结报告1.工程概况1.1工程的目的,依据和要求为了满足设计和建设工作的需要,北京中地创见工程勘察设计院对建筑场地内的电力、电信、给水、排水、燃气、热力、工业、、不明管道管线进行普查工作,查明其在地表的平面位置、埋深、规格、走向、性质等属性。
测量管线点的相对坐标及高程。
编制计算机数据成果文件,提供真实可靠的基础数据。
1.2测区地理位置、物理特征、施工环境1.2.1测区地理位置建筑地位于、、、,面积㎡。
1.2.2物理特征建筑场地为市中心繁华地段、老城区,地表1—5米以回填粘土和碎石为主,介质虽不均匀,但磁性较弱,与管线存在明显的电性差异,各种管类不同材质之间物性差异也较不明显。
管线埋深大多小于2米,1米左右见多。
管线敷设比较无规则,干扰较大,不具备了良好的管线探测条件。
钢、铜材质的管线信号特征清晰明显,铸铁次之,区内所涉及各类管线的材质可分为5个种类:钢、铸铁、砼、铜、光纤。
1.2.3施工环境测区内的主要道路有:。
其管线种类有给水、排水(雨水和污水)、液化气、电力、电信(网通、联通、移动、广电、铁通)。
管线现状调绘资料除测区东边缘地带电缆沟,没有其它实质性资料根据探查表明:给水管线管径分别为DN500mm和DN700mm材质多为铸铁,埋深1.4米左右。
自来水水管管径为1600mm,材质为钢。
排水埋设方式为管道,性质为雨污分流,污水管线靠泵站提升排流。
电信管线以塑料管集束埋设方式居多,少部分为水泥管块。
部分主干路段有多家电信管线平行较近或交叉。
液化气管线比较少,其材质主要为塑料(PE)管。
1.3工期及工作量1.3.1作业日期我院于年月日进驻施工现场,于年月日结束。
月日开始内业整理。
年月提交成果资料。
1.3.2完成工作量探查管线种类:给水、排水、电力、电信(网通、移动、联通、广电、铁通、电信)、燃气,共种。
探查管线点总数为个,探查管线总长度约m,平均点密度为m/点,探查面积㎡。
编绘数字化综合管线图1幅,专业管线剖面图幅,提供电子数据份。