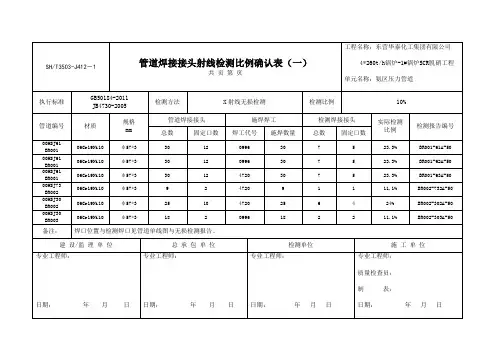
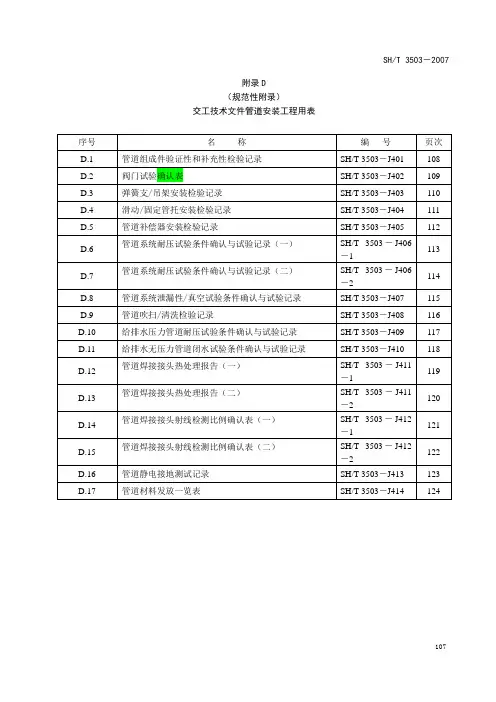
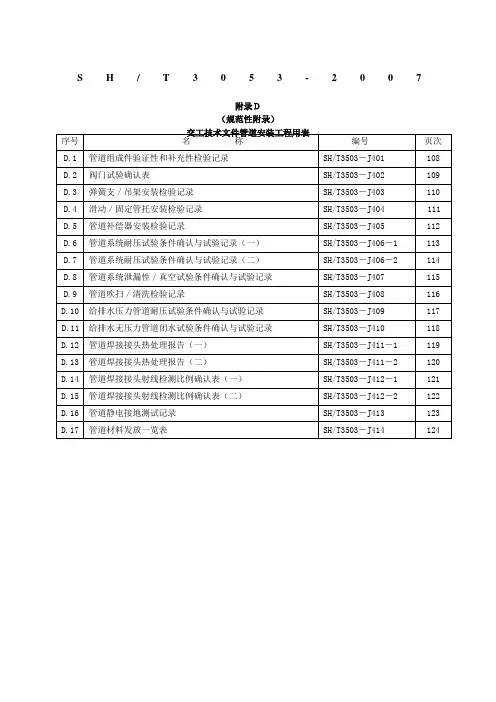
管道焊接接头射线检测比例确认表
- 格式:doc
- 大小:76.50 KB
- 文档页数:4
承压类综合部分1、《特种设备安全监察条例》中的特种设备包括什么设备?答:锅炉、压力容器(含气瓶)、压力管道、电梯、起重机械、客运索道、大型游乐设施和场(厂)内专用机动车辆。
2、低碳钢的含碳量是多少?答:含碳量≤0.25%。
3、金属材料的主要力学性能指标有哪些?答:强度、塑性、韧性。
4、金属材料常见的焊接外观缺陷是什么?答:咬边、焊瘤、凹陷、焊接变形、表面气孔、表面裂纹、单面焊的根部未焊透。
5、金属材料的焊接内部缺陷有哪能些?答:气孔、夹渣、裂纹、未焊透、未熔合。
6、板材对接焊缝试件的位置有哪几种?答:平焊、横焊、立焊、仰焊。
7、焊接工艺评定的目的是什么?答:焊接工艺评定的目的是验证施焊单位拟定的焊接工艺的正确性,并评定施焊单位能力。
8、常用的无损检测方法有哪几种?答:射线、超声波、磁粉、渗透。
9、磁粉检测适宜什么材料?不能用于什么材料?答:适宜铁磁材料,不能用非铁磁性材料检验。
10、超声波测厚仪如何使用?答:①将探头连接电缆插入仪器接口处,并检查是否连接连接可靠。
②将电池装入电池盒内,注意极性。
③将被测表面清理干净并除锈、修平。
④将被测表面涂上相应的耦合剂。
⑤打开仪器并调整零点。
⑥设置声速。
⑦根据实物厚度用试块校核仪器。
⑧测试实物的厚度并记录。
11、校验安全阀的两个重要指标是什么?答:整定压力、密封压力。
12、原始记录填写的一般要求是什么?答:①记录表格式符合工艺文件规定。
②用钢笔或签字笔填写,字迹清晰,记录表无空栏;③更改处应为杠改,杠改后应签名;④其编号与检验报告一致;⑤应记录本检验项目所用主要仪器设备的名称、编号;⑥检验项目的检测情况和检验结果要详细填写;⑦有具有相应检验资格的检验人员签字;有审核人签字;⑧应有检验日期。
13、焊缝检测尺可检测焊缝的哪几项参数?答:环焊缝、错边量、焊缝高度和宽度,角焊缝、坡口角度、中间间隙。
压力容器部分1、根据《特种设备安全监察条例》,压力容器的含义是什么?答:压力容器,是指盛装气体或者液体,承载一定压力的密闭设备,其范围规定为最高工作压力大于或者等于0.1MPa(表压),且压力与容积的乘积大于或者等于2.5MPa·L的气体、液化气体和最高工作温度高于或者等于标准沸点的液体的固定式容器和移动式容器;盛装公称工作压力大于或者等于0.2MPa(表压),且压力与容积的乘积大于或者等于1.0MPa·L的气体、液化气体和标准沸点等于或者低于60℃液体的气瓶;氧舱等。
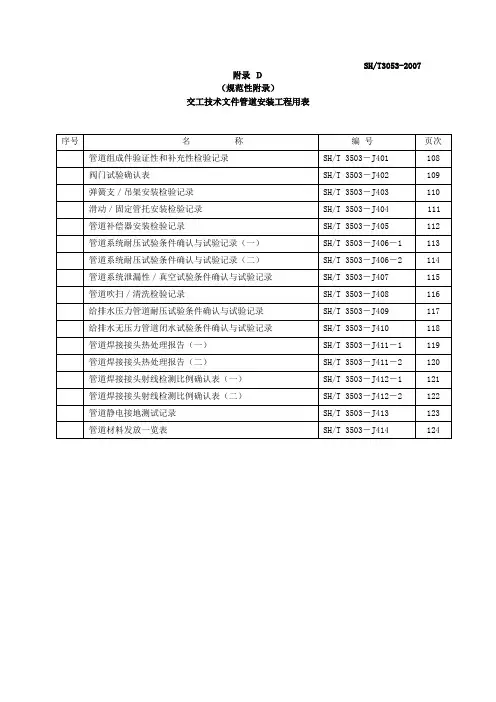
SH/T3503-20071范围本规定明确了石油化工建设工程项目从工程开工到工程交工验收,即工程施工阶段设计、采购、施工及检测等交工技术文件的要求。
2 规范性引用文件下列文件中的条款通过本规定的引用而成为本规定的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本规定,然而,鼓励根据本规定达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版适用于本规定。
GB/T 50328 建设工程文件归档整理规范SH/T 3903 石油化工建设工程监理规范SH/T 3904 石油化工建设工程项目竣工验收规范3术语和定义GB/T 50328和SH/T 3903确定的及以下术语和定义适用于本规定。
3.1交工技术文件工程总承包单位或设计、采购、施工、检测等承包单位及工程监理单位在建设工程项目施工阶段形成并在工程交工时移交建设单位的工程实现过程、安全质量、使用功能符合要求的证据及竣工图等技术文件的统称,是建设工程文件归档的组成部分。
3.2质量证明文件原件加盖生产厂检验专用章或质量证明专用章的产品质量证明文件或供应商在产品质量证明文件复印件上加盖确认印章的延续性的质量证明文件。
4总则4.1建设单位应按本规定在合同中明确对交工技术文件的要求和管理责任。
下列参建单位应对施工阶段形成的交工技术文件进行管理并纳入项目管理职责范围:a) 工程总承包单位;b) 设计、采购、施工、检测等承包单位;c) 工程监理单位。
4. 2 建设工程项目实行工程总承包或设计、施工、采购的一项或多项总承包的,工程总承包单位或承包单位签订合同时,应按本规定在合同中明确对交工技术SH/T3503-2007文件的要求和管理责任。
4.3 建设工程项目中有关铁路、公路、港口码头、电信、35kV以上送变电工程和油气田、长输管道工程的交工技术文件内容及格式应按有关国家标准、行业标准的规定执行。
4.4 锅炉、压力容器、起重机械、电梯等安装工程的交工技术文件内容除执行本规定外,还应执行建设工程项目所在地特种设备安全监察管理部门的规定。
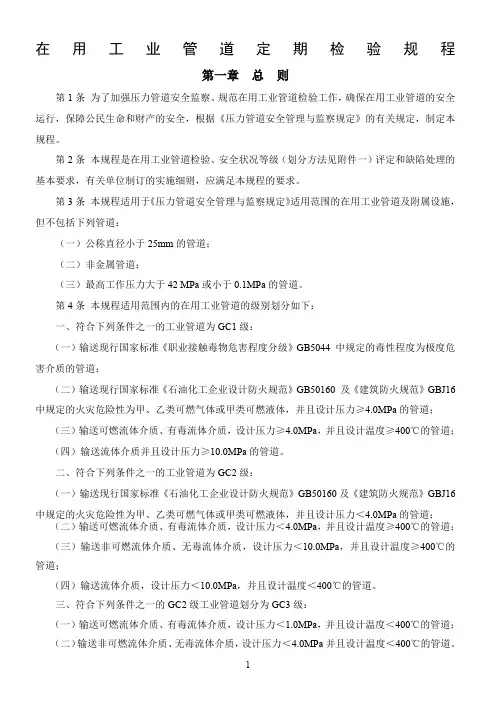
在用工业管道定期检验规程第一章总则第1条为了加强压力管道安全监察、规范在用工业管道检验工作,确保在用工业管道的安全运行,保障公民生命和财产的安全,根据《压力管道安全管理与监察规定》的有关规定,制定本规程。
第2条本规程是在用工业管道检验、安全状况等级(划分方法见附件一)评定和缺陷处理的基本要求,有关单位制订的实施细则,应满足本规程的要求。
第3条本规程适用于《压力管道安全管理与监察规定》适用范围的在用工业管道及附属设施,但不包括下列管道:(一)公称直径小于25mm的管道;(二)非金属管道;(三)最高工作压力大于42 MPa或小于0.1MPa的管道。
第4条本规程适用范围内的在用工业管道的级别划分如下:一、符合下列条件之一的工业管道为GC1级:(一)输送现行国家标准《职业接触毒物危害程度分级》GB5044 中规定的毒性程度为极度危害介质的管道;(二)输送现行国家标准《石油化工企业设计防火规范》GB50160 及《建筑防火规范》GBJ16 中规定的火灾危险性为甲、乙类可燃气体或甲类可燃液体,并且设计压力≥4.0MPa的管道;(三)输送可燃流体介质、有毒流体介质,设计压力≥4.0MPa,并且设计温度≥400℃的管道;(四)输送流体介质并且设计压力≥10.0MPa的管道。
二、符合下列条件之一的工业管道为GC2级:(一)输送现行国家标准《石油化工企业设计防火规范》GB50160及《建筑防火规范》GBJ16中规定的火灾危险性为甲、乙类可燃气体或甲类可燃液体,并且设计压力<4.0MPa的管道;(二)输送可燃流体介质、有毒流体介质,设计压力<4.0MPa,并且设计温度≥400℃的管道;(三)输送非可燃流体介质、无毒流体介质,设计压力<10.0MPa,并且设计温度≥400℃的管道;(四)输送流体介质,设计压力<10.0MPa,并且设计温度<400℃的管道。
三、符合下列条件之一的GC2级工业管道划分为GC3级:(一)输送可燃流体介质、有毒流体介质,设计压力<1.0MPa,并且设计温度<400℃的管道;(二)输送非可燃流体介质、无毒流体介质,设计压力<4.0MPa并且设计温度<400℃的管道。

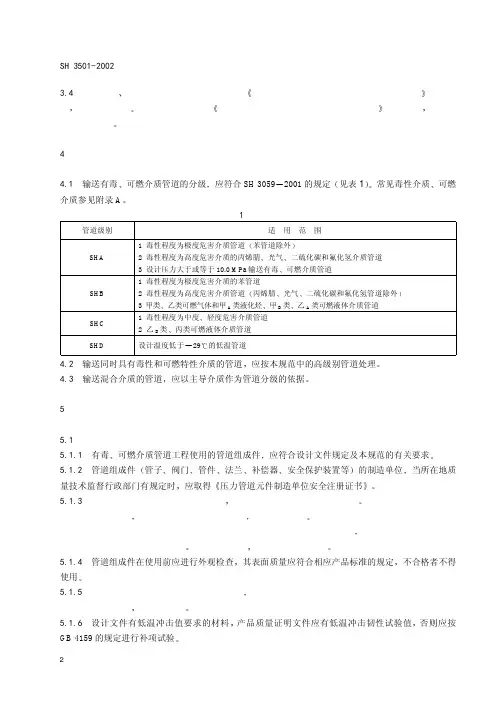
射线照相检测规范-参考射线照相检测规范1、本规范适⽤于铸件(包括补焊)、锻件材料阀门产品的射线照相检测。
引⽤标准:ASME B16.34、ASME E94、ASME E186、ASME E1025、ASME E446、ASME E747、ASME 第Ⅷ卷第1册UW-51、SNT-TC-1A。
2、检测要求2.1对承压件焊缝、焊接端焊缝坡⼝及铸件热节区等关键区域100%进⾏射线照相。
壁厚为51mm以内的阀门钢铸件射线照⽚,验收应⽤ASME E446标准。
2.2壁厚为51~114mm范围内的阀门钢铸件射线照⽚,验收应⽤ASME E186标准。
2.3补焊修复后的射线检测,有关焊缝中⽓孔和夹渣的验收标准应符合ASME第Ⅷ卷第1册UW-51的要求。
3、射线照相程序3.1 ASME E94《射线照相检验标准指南》应作为指导⽂件。
3.2射线照相检验标准按ASME E16.34中8.3.1要求进⾏检验。
3.3射线照相检验时机应安排在热处理后,并对受检部位粗加⼯(使透照厚度尽量接近最终尺⼨)之后进⾏。
3.4胶⽚应尽可能地贴紧在要进⾏射线照相的零件上。
3.5在市场上可买到的任何增感屏都可以使⽤,但荧光增感屏除外。
3.6所有底⽚应有识别标记,以便说明和指⽰检验时的实际位置,底⽚应标明拍摄的部门和⽇期。
每次拍摄胶⽚都应使⽤射线透度计,并按照ASME E94的要求。
3.7任何胶⽚都可以使⽤,只要其粒度细于或等于ASME E94中的2型。
对承压类特种设备类公司采⽤KODAK AA400型、AgfaC7型或Fuji 100型胶⽚;对裂纹敏感性⼤的材料或⽤γ射线照相应采⽤更⾼⼀级类别的胶⽚,如AgfaC4型、Fuji 50或80型。
3.8可采⽤多样的拍摄技术,以便使⼀次曝光在零件的厚度中覆盖较⼤的拍摄宽容度。
3.9射线底⽚应在下列⿊度范围内:(a)单胶⽚拍摄——最⼩2.0,最⼤4.0;(b)双胶⽚重叠拍摄,每张单⽚——最⼩1.3,最⼤2.5,⽤双胶⽚——最⼤4.0。

TSGD7005-2018压力管道定期检验规则—工业管道前言2008年2月,国家质量监督检验检疫总局(以下简称国家质检总局)特种设备安全监察局(以下简称特种设备局)下达了在《在用工业管道定期检验规程(试行)》(国质检锅【2003 ] 108号)基础上,制定《压力管道定期检验规则一一工业管道》的任务书。
2010年7月,中国特种设备检测研究院组织有关专家成立修订工作组,在南京召开第一次会议,讨论修订原则、重点内容以及主要问题,并就修订工作进行了具体分工,制定了修订工作时间表。
2013年8月,工作组在北京召开第二次会议,经过讨论,形成征求意见稿。
2014年7月,特种设备局以质检特末【2014 ] 21号文向有关部门、有关单位、专家及公民征求意见。
2015年8月,工作组召开第三次会议,对征求到的意见进行研究讨论,形成送审稿。
2015年10月,提交国家质检总局特种设备安全与节能技术委员会审议。
2018年1月26日,由国家质检总局批准颁布。
本次修订工作的基本原则与《4中华人民共和国特种设备安全法兴特种设备目录》《压力管道安全技术监察规程一一工业管道》(TSG D0001)一致。
根据实际使用情况以及行业发展,调整、完善不适用的内容,明确定期检验的性质、定位及检验周期的含义,统一检验结论及检验报告内容;在保证基本安全要求的基础上,建立基于损伤模式制定针对性检验方案的思想,突出检验项目的针对性、有效性和科学性;为新检验、检测技术和评定方法的应用给出渠道;吸纳基于风险的检验等成熟的科技成果,厘清与常规检验方法的关系;落实企业安全主体责任,为企业安全与发展服务。
参加本规则修订工作的主要单位和人员如下:中国特种设备检测研究院谢国山”修长征”李光海乔涛史进国家质检总局特种设备局秦先勇合肥通用机械研究院王冰胡明东北京市质量技术监督局由涛上上海市质量技术监督局王善江南京市质量技术监督局染华上海市特种设备监督检验技术研究院罗晓明吉林市特种设备检验中心胡宝林中科(广东)炼化有限公司王光中国石油天然气股份有限公司独山子石化分公司”杨瑞平中国石油化工股份有限公司天津分公司装备研究院李春树目录1总则2 “定期检验( 4)3 ”安全状况等级评定.(11)4定期检验记录、报告及结论 (16)S 附则17)附件A,工业管道年度检查要求《18)附录a工业管道年度检查报告(23)附件B工业管道定期检验报告26)附件C特种设备定期检验意见通知书(30)压力管道定期检验规则一一工业管道1总则1.1目的为规范在用工业管道定期检验工作,根据《中华人民共和国特种设备安全法》《特种设备目》及相关安全技术规范规定,制定本规则。
射线检测质量分级焊缝质量按缺欠性质、长度、数量分为四个级别;其中Ⅰ级最佳,Ⅱ级、Ⅲ级依次降低,超过Ⅲ级为Ⅳ级。
裂纹是焊缝中危害性大的缺陷,应评为Ⅳ级。
(1)长宽比小于或等于3的气孔、夹渣和夹钨统称圆形缺欠。
(2)圆形缺欠应用评定区进行评定。
评定区框线的放置是引起圆形缺欠评级争议的关键。
本标准参照GB3323-87的使用说明,从正文中明确了评定区的框线的放置要求。
即:评定区的框线必须放在焊缝内缺欠最严重的区域,框线内必须完整的包括严重区域的主要缺欠,框线的长边与焊缝平行。
与框线外切的不计点数,相割的计入点数,如图05所示。
图05 圆形评定区框放置(3)表7、表8、表9及表10与原标准相同,只不过表10的评定区10㎜×20㎜,对应的母材厚度由原来的>25~30㎜,变为>25~50㎜。
(4)对圆形缺欠各国评定不一:ASME和API std 1104都是用标准图来表示合格与否的。
我国焊缝射线检测标准都是分级的,合格级别在相应的标准或设计图样中明确,这与日本JIS3104的评定方法相一致。
圆形缺欠长径超过1/2壁厚评为Ⅳ级与原标准相同,这与我国的锅炉压力容器标准的规定是一致的。
GB3323-87规定“Ⅰ级焊缝或母材厚度小于或等于5㎜的Ⅱ级焊缝内不计点数的圆形缺陷,在评定区内不得多于10点,否则应降一级”,此条规定不是说Ⅰ级焊缝在评定区内不计点数的缺欠超过10点就评为不合格而可以评为Ⅱ级;母材厚度小于或等于5㎜的Ⅱ级焊缝内不计点数的圆形缺欠超过10点,不能评为Ⅱ级而评为Ⅲ级。
原标准“把计点数与不计点数之和不得多于10点,若多于10点,则应降一级”的规定对圆形缺欠评定过严。
不计点数的圆形缺欠对焊接质量影响很小,故本标准予以修正,修改后的此条规定与JB4730的规定相一致。
此条与原标准相同。
底片上发现的气孔有的黑度很大,按评定区内的点数算,可评为合格。
但是要注意这种缺欠是否是垂直于板厚方向的柱孔或针孔,这类缺欠易造成管道泄漏。
在用工业管道定期检验规程第一章总则第1条为了加强压力管道安全监察、规范在用工业管道检验工作,确保在用工业管道的安全运行,保障公民生命和财产的安全,根据《压力管道安全管理与监察规定》的有关规定,制定本规程。
第2条本规程是在用工业管道检验、安全状况等级(划分方法见附件一)评定和缺陷处理的基本要求,有关单位制订的实施细则,应满足本规程的要求。
第3条本规程适用于《压力管道安全管理与监察规定》适用范围的在用工业管道及附属设施,但不包括下列管道:(一)公称直径小于25mm的管道;(二)非金属管道;(三)最高工作压力大于42 MPa或小于0.1MPa的管道。
第4条本规程适用范围内的在用工业管道的级别划分如下:一、符合下列条件之一的工业管道为GC1级:(一)输送现行国家标准《职业接触毒物危害程度分级》GB5044 中规定的毒性程度为极度危害介质的管道;(二)输送现行国家标准《石油化工企业设计防火规范》GB50160 及《建筑防火规范》GBJ16 中规定的火灾危险性为甲、乙类可燃气体或甲类可燃液体,并且设计压力≥4.0MPa的管道;(三)输送可燃流体介质、有毒流体介质,设计压力≥4.0MPa,并且设计温度≥400℃的管道;(四)输送流体介质并且设计压力≥10.0MPa的管道。
二、符合下列条件之一的工业管道为GC2级:(一)输送现行国家标准《石油化工企业设计防火规范》GB50160及《建筑防火规范》GBJ16中规定的火灾危险性为甲、乙类可燃气体或甲类可燃液体,并且设计压力<4.0MPa的管道;(二)输送可燃流体介质、有毒流体介质,设计压力<4.0MPa,并且设计温度≥400℃的管道;(三)输送非可燃流体介质、无毒流体介质,设计压力<10.0MPa,并且设计温度≥400℃的管道;(四)输送流体介质,设计压力<10.0MPa,并且设计温度<400℃的管道。
三、符合下列条件之一的GC2级工业管道划分为GC3级:(一)输送可燃流体介质、有毒流体介质,设计压力<1.0MPa,并且设计温度<400℃的管道;(二)输送非可燃流体介质、无毒流体介质,设计压力<4.0MPa并且设计温度<400℃的管道。