实验1 聚烯烃熔体流动速率的测定
- 格式:pdf
- 大小:146.90 KB
- 文档页数:5
聚丙烯熔体质量流动速率测定影响因素探讨摘要:本文通过对聚丙烯熔体质量流动速率测定影响因素的分析探讨,为聚丙烯熔体质量流动速率测定过程控制,结果准确性提供指导。
关键词:聚丙烯;熔体质量流动速率;测定;过程控制熔体质量流动速率(MFR)是指热塑性塑料在规定温度、负荷条件下,10min内通过标准口模的质量。
聚丙烯熔体质量流动速率能反映聚丙烯树脂分子量大小、熔体质量流动性好坏,是聚丙烯生产过程控制和产品出厂分析的重要分析项目,也是确定聚丙烯牌号的关键指标,因此准确测定MFR十分重要。
1测定原理熔体流动速率测定过程:将口模、活塞杆放在230 ℃料筒中预热15min,取4~8 g样品,在1min内加入料筒,压实,预热5min,加2160 g(砝码+活塞杆)负荷,在1min 内开始测试,测定有A法和B法两种方法。
本实验室采取标准中规定的B法,测试区域为活塞杆上下两条刻度线之间的距离(30mm),仪器方法中规定了测试起始位置50.36 mm 和测试距离30 mm,仪器在30 mm测试距离内测定5个结果,每6 mm测定一个时间,然后按公式(1)计算每个熔体流动速率[1]。
(1)式中:θ——试验温度的数值,单位为摄氏度(℃);m nom ——标称负荷的数值,单位为千克(kg);A ——活塞杆和料筒的截面积平均值(等于0.711cm2),单位为平方厘米(cm2);t ref——参比时间(10min),s(600s);L ——活塞杆移动预定测量距离或各个测量距离的平均值,单位为厘米(cm);t ——活塞杆移动预定测量时间或各个测量时间的平均值,单位为秒(s);ρ——熔体在测试温度下密度的数值,单位为克每立方厘米(g/cm3),对于聚丙烯,密度为0.738。
2 影响因素分析探讨在熔体质量流动速率测定中,影响因素包括人员操作技能、仪器设备精度和稳定性、样品代表性、分析方法、测试环境等方面。
各种主要影响因素见图1:图1 熔体质量流动速率测定影响因素2.1 人的因素添加剂量熔体流动速率/ g•10min-1平均值相对标准偏差%1 2 3 4 50.0% 46.7 46.4 44.4 46.3 42.4 45.2 4.040.5% 41.2 41.6 41.5 41.3 41.6 41.4 0.441.0% 42.6 42.5 43.0 42.9 42.7 42.7 0.491.5% 43.3 43.5 43.6 43.2 43.4 43.4 0.362.0% 42.2 42.0 42.3 42.3 42.1 42.2 0.312.5% 42.6 42.4 42.5 42.4 42.5 42.5 0.203.0% 42.8 42.4 42.6 42.4 42.6 42.6 0.39从表1结果可以发现,未添加抗氧剂时样品受热分解,导致测试结果偏高,且波动较大,不利于产品控制;抗氧剂添加量为0.5%时,MFR低且稳定;随着抗氧剂添加量增加,MFR呈现出先增大后减小的趋势,可能由于抗氧剂添加量过大出现团聚反而对样品的保护变差,出现热降解,造成结果偏大。
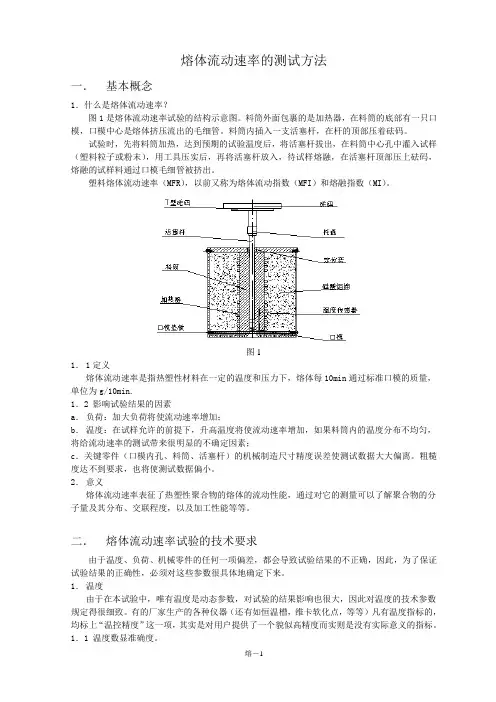
熔体流动速率的测试方法一.基本概念1.什么是熔体流动速率?图1是熔体流动速率试验的结构示意图。
料筒外面包裹的是加热器,在料筒的底部有一只口模,口模中心是熔体挤压流出的毛细管。
料筒内插入一支活塞杆,在杆的顶部压着砝码。
试验时,先将料筒加热,达到预期的试验温度后,将活塞杆拔出,在料筒中心孔中灌入试样(塑料粒子或粉末),用工具压实后,再将活塞杆放入,待试样熔融,在活塞杆顶部压上砝码,熔融的试样料通过口模毛细管被挤出。
塑料熔体流动速率(MFR),以前又称为熔体流动指数(MFI)和熔融指数(MI)。
图11.1定义熔体流动速率是指热塑性材料在一定的温度和压力下,熔体每10min通过标准口模的质量,单位为g/10min.1.2 影响试验结果的因素a.负荷:加大负荷将使流动速率增加;b.温度:在试样允许的前提下,升高温度将使流动速率增加,如果料筒内的温度分布不均匀,将给流动速率的测试带来很明显的不确定因素;c.关键零件(口模内孔、料筒、活塞杆)的机械制造尺寸精度误差使测试数据大大偏离。
粗糙度达不到要求,也将使测试数据偏小。
2.意义熔体流动速率表征了热塑性聚合物的熔体的流动性能,通过对它的测量可以了解聚合物的分子量及其分布、交联程度,以及加工性能等等。
二.熔体流动速率试验的技术要求由于温度、负荷、机械零件的任何一项偏差,都会导致试验结果的不正确,因此,为了保证试验结果的正确性,必须对这些参数很具体地确定下来。
1.温度由于在本试验中,唯有温度是动态参数,对试验的结果影响也很大,因此对温度的技术参数规定得很细致。
有的厂家生产的各种仪器(还有如恒温槽,维卡软化点,等等)凡有温度指标的,均标上“温控精度”这一项,其实是对用户提供了一个貌似高精度而实则是没有实际意义的指标。
1.1 温度数显准确度。
准确度,这里指数显值与标准温度计之间的差值。
一般来说,只要温控系统具有长期的稳定性和微小的波动,准确度都是可以通过校正来消除误差的。

聚合物(PP PS )流动特性的测试一实验目的1.了解热塑性塑料(PP PS )在粘流态时粘性流动的规律、实验方法和数据处理方法。
2.熔体速率仪的使用方法。
二实验原理所谓熔体流动速率(MFR )是指热塑性塑料熔体在一定的温度、压力下,在10分钟内通过标准毛细管的质量,单位:g/10min 。
对于同种高聚物,可用熔体流动速率来比较其分子量的大小,并可作为生产指标。
一般来讲,同一类的高聚物(化学结构相同)若熔体流动速率变小,则其分子量增大,机械强度较高;但其流动性变差,加工性能低;熔体流动速率变大,则分子量减小,强度有所下降,但流动性变好。
研究流动曲线的特性表明,在很低的剪切速率下,聚合物熔体的流动行为是服从牛顿定律的,其粘度不依赖于剪切速率,通常把这种粘度称为最大牛顿粘度或0剪切粘度η0,它是利用η=f (S )关系,从很小的剪切应力(S )外推到零求得的。
根据布契理论,线形聚合物的零剪切粘度与大于临界分子量的重均分子量(w M )的关系式为 3.40wKM η=,式中K 是依赖于聚合物类型及测定温度的常数。
许多研究表明,对于分子量分布较窄或分级的高密度聚乙烯,是遵守3.4次方规则的。
但在分子量分布宽时,M 的指数有所增大。
如果使指数保持为3.4,则需用某种平均分子量(t M )代替重均分子量,其关系式为:3.40t KM η= ---------------------------------------- (l )式中,w t Z M <M <M 。
当分子量分布窄时,t M 接近w M ;当分子量分布宽时,t M 接近Z 均分子量Z M 。
在实际应用中,不是用零剪切粘度评定分子量,而是用低剪切速率的熔体流动速度(习惯上叫熔融指数)评定的。
经研究,熔融指数与重均分子量的关系如下:w logMI=24.505-5logM -------------------------- (2)但由于熔融指数不只是分子量的函数,也受分子量分布及支链的影响,所以在使用这一公式时应予注意。
塑料熔体流动速率的测定实验原理大家好啊!今天咱们来聊聊那个让无数人头疼却又不得不面对的——塑料熔体流动速率的测定实验。
是不是觉得这个名词听起来就像是那种让人头大的问题?别急,我来给你慢慢道来。
你得明白,塑料熔体流动速率,也就是我们常说的“熔融指数”,它可是衡量塑料在特定条件下流动性好坏的重要指标。
就像你开车一样,如果路上堵得水泄不通,那你的车速能快到哪里去呢?同样,如果塑料在加热后流动性差,那它的加工性能可就大打折扣了。
怎么测塑料的熔融指数呢?其实就那么简单,就是用一个特制的仪器,把塑料样品放进里面,然后加热、冷却、再加热,看看它在这段时间里能不能流动起来。
这个过程就像是你在玩一场心跳加速的游戏,既刺激又紧张。
不过,你知道吗?这可不是一件容易的事。
因为塑料的种类太多,每种塑料的特性都不一样,这就需要我们根据不同的塑料来选择不同的测试方法。
就好比你选衣服,不是所有的款式都适合你,需要根据自己的身材和喜好来挑选。
测量的时候还得注意温度的控制,温度太高或太低都会影响结果的准确性。
就像你做饭时,火候掌握不好,饭就做不好吃。
所以,测量的时候一定要小心谨慎,不能有半点马虎。
除了温度控制,测量过程中还需要注意保持环境的稳定,避免因为环境的变化影响到实验结果。
就像你在考试时,周围的声音越小越好,这样你才能更集中注意力,取得更好的成绩。
我想说,虽然塑料熔体流动速率的测定实验看起来有点复杂,但只要你掌握了正确的方法和技巧,相信你一定能够游刃有余地应对各种挑战。
就像你在追求梦想的路上,遇到困难时不要灰心丧气,要相信自己的能力,勇往直前。
今天的分享到此结束。
如果你对塑料熔体流动速率的测定实验还有什么疑问或者心得体会,欢迎在评论区留言分享哦!让我们一起探讨学习,共同进步!。
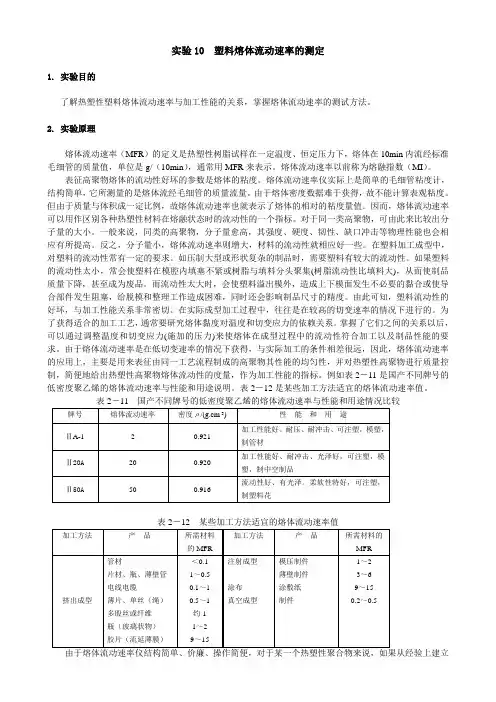
实验10 塑料熔体流动速率的测定1. 实验目的了解热塑性塑料熔体流动速率与加工性能的关系,掌握熔体流动速率的测试方法。
2. 实验原理熔体流动速率(MFR)的定义是热塑性树脂试样在一定温度、恒定压力下,熔体在10min内流经标准毛细管的质量值,单位是g/(10min),通常用MFR来表示。
熔体流动速率以前称为熔融指数(MI)。
表征高聚物熔体的流动性好坏的参数是熔体的粘度。
熔体流动速率仪实际上是简单的毛细管粘度计,结构简单,它所测量的是熔体流经毛细管的质量流量。
由于熔体密度数据难于获得,故不能计算表观粘度。
但由于质量与体积成一定比例,故熔体流动速率也就表示了熔体的相对的粘度量值。
因而,熔体流动速率可以用作区别各种热塑性材料在熔融状态时的流动性的一个指标。
对于同一类高聚物,可由此来比较出分子量的大小。
一般来说,同类的高聚物,分子量愈高,其强度、硬度、韧性、缺口冲击等物理性能也会相应有所提高。
反之,分子量小,熔体流动速率则增大,材料的流动性就相应好一些。
在塑料加工成型中,对塑料的流动性常有一定的要求。
如压制大型或形状复杂的制品时,需要塑料有较大的流动性。
如果塑料的流动性太小,常会使塑料在模腔内填塞不紧或树脂与填料分头聚集(树脂流动性比填料大),从而使制品质量下降,甚至成为废品。
而流动性太大时,会使塑料溢出模外,造成上下模面发生不必要的黏合或使导合部件发生阻塞,给脱模和整理工作造成困难,同时还会影响制品尺寸的精度。
由此可知,塑料流动性的好坏,与加工性能关系非常密切。
在实际成型加工过程中,往往是在较高的切变速率的情况下进行的。
为了获得适合的加工工艺,通常要研究熔体黏度对温度和切变应力的依赖关系。
掌握了它们之间的关系以后,可以通过调整温度和切变应力(施加的压力)来使熔体在成型过程中的流动性符合加工以及制品性能的要求。
由于熔体流动速率是在低切变速率的情况下获得,与实际加工的条件相差很远,因此,熔体流动速率的应用上,主要是用来表征由同一工艺流程制成的高聚物其性能的均匀性,并对热塑性高聚物进行质量控制,简便地给出热塑性高聚物熔体流动性的度量,作为加工性能的指标。
实验十一 聚合物熔体流动速率及流动活化能的测定在塑料加工中,熔体流动速率是用来衡量塑料熔体流动性的一个重要指标。
通过测定塑料的流动速率,可以研究聚合物的结构因素。
此法简单易行,对材料的选择和成型工艺条件的确定有其重要的实用价值,工业生产中采用十分广泛。
但该方法也有局限性,不同品种的高聚物之间不能用其熔融指数值比较其测定结果,不能直接用于实际加工过程中的高切变速率下的计算,只能作为参考数据。
此种仪器测得的流动性能指标,是在低剪切速率下测得的,不存在广泛的应力应变速率关系,因而不能用来研究塑料熔体粘度和温度,粘度与剪切速率的依赖关系,仅能比较相同结构聚合物分子量或熔体粘度的相对数值。
一、实验目的:1.了解热塑性塑料在粘流态时粘性流动的规律。
2.熔体速率仪的使用方法。
二、实验原理:所谓熔体流动速率(MFR )是指热塑性塑料熔体在一定的温、压力下,在10分钟内通过标准毛细管的质量,单位:g/10min 。
对于同种高聚物,可用熔体流动速率来比较其分子量的大小,并可作为生产指标。
一般来讲,同一类的高聚物(化学结构相同)若熔体流动速率变小,则其分子量增大,机械强度较高;但其流动性变差,加工性能低;熔体流动速率变大,则分子量减小,强度有所下降,但流动性变好。
研究流动曲线的特性表明,在很低的剪切速率下,聚合物熔体的流动行为是服从牛顿定律的,其粘度不依赖于剪切速率,通常把这种粘度称为最大牛顿粘度或0剪切粘度η0,它是利用η=f (S )关系,从很小的剪切应力(S )外推到零求得的。
根据布契理论,线形聚合物的零剪切粘度与大于临界分子量的重均分子量(w M )的关系式为 3.40w KM η=,式中K 是依赖于聚合物类型及测定温度的常数。
许多研究表明,对于分子量分布较窄或分级的高密度聚乙烯,是遵守3.4次方规则的。
但在分子量分布宽时,M 的指数有所增大。
如果使指数保持为3.4,则需用某种平均分子量(t M )代替重均分子量,其关系式为:3.40t KM η= ---------------------------------------- (l )式中,w t Z M <M <M 。
一、实验目的1. 了解熔体测定实验的基本原理和操作方法;2. 掌握熔体流动速率的测定方法;3. 分析熔体流动速率与材料性能之间的关系。
二、实验原理熔体流动速率是指在一定温度和压力下,熔体通过规定孔径的孔洞的体积流量。
熔体流动速率是衡量高分子材料熔融状态流动性、粘度等重要物理性能的重要指标。
本实验采用熔体流动速率仪进行测定。
三、实验仪器与试剂1. 仪器:熔体流动速率仪、天平、真空干燥箱、温度控制器、玻璃管、毛细管、砝码等;2. 试剂:聚乙烯(LDPE)、聚丙烯(PP)、聚苯乙烯(PS)等。
四、实验步骤1. 准备实验材料:将聚乙烯、聚丙烯、聚苯乙烯等材料分别进行干燥处理,直至恒重;2. 将干燥后的材料放入真空干燥箱中,在设定温度下进行热处理,使其达到熔融状态;3. 将熔融材料倒入玻璃管中,使熔体充满毛细管,并在毛细管上端放置砝码,使其保持一定压力;4. 启动熔体流动速率仪,调整温度至设定值,待温度稳定后,开始记录熔体通过毛细管的时间;5. 记录熔体通过毛细管的时间,计算熔体流动速率;6. 对不同材料、不同温度、不同压力条件下的熔体流动速率进行测定。
五、实验结果与分析1. 实验结果:(1)聚乙烯熔体流动速率:在190℃、2.16kg砝码下,熔体流动速率为3.5g/10min;(2)聚丙烯熔体流动速率:在200℃、2.16kg砝码下,熔体流动速率为2.8g/10min;(3)聚苯乙烯熔体流动速率:在180℃、2.16kg砝码下,熔体流动速率为1.2g/10min。
2. 结果分析:(1)从实验结果可以看出,聚乙烯的熔体流动速率最高,聚丙烯次之,聚苯乙烯最低。
这表明聚乙烯的熔融流动性最好,聚苯乙烯的熔融流动性最差;(2)随着温度的升高,熔体流动速率逐渐增大,说明高温有利于提高材料的熔融流动性;(3)在相同的温度下,砝码压力对熔体流动速率的影响较小,说明在实验条件下,砝码压力对熔体流动速率的影响可以忽略。
六、实验结论1. 通过本实验,掌握了熔体流动速率的测定方法,了解了熔体流动速率与材料性能之间的关系;2. 实验结果表明,聚乙烯的熔融流动性最好,聚苯乙烯的熔融流动性最差;3. 温度对熔体流动速率有显著影响,高温有利于提高材料的熔融流动性;4. 砝码压力对熔体流动速率的影响较小。
实验11-聚合物熔体流动速率及流动活化能的测定实验十一聚合物熔体流动速率及流动活化能的测定在塑料加工中,熔体流动速率是用来衡量塑料熔体流动性的一个重要指标。
通过测定塑料的流动速率,可以研究聚合物的结构因素。
此法简单易行,对材料的选择和成型工艺条件的确定有其重要的实用价值,工业生产中采用十分广泛。
但该方法也有局限性,不同品种的高聚物之间不能用其熔融指数值比较其测定结果,不能直接用于实际加工过程中的高切变速率下的计算,只能作为参考数据。
此种仪器测得的流动性能指标,是在低剪切速率下测得的,不存在广泛的应力应变速率关系,因而不能用来研究塑料熔体粘度和温度,粘度与剪切速率的依赖关系,仅能比较相同结构聚合物分子量或熔体粘度的相对数值。
一、实验目的:1.了解热塑性塑料在粘流态时粘性流动的规律。
2.熔体速率仪的使用方法。
二、实验原理:所谓熔体流动速率(MFR)是指热塑性塑料熔体在一定的温、压力下,在10分钟内通过标准毛细管的质量,单位:g/10min。
对于同种高聚物,可用熔体流动速率来比较其分子量的大小,并可作为生产指标。
一般来讲,同一类的高聚物(化学结构相同)若熔体流动速率变小,则其分子量增大,机械强度较高;但其流动性变差,加工性能低;熔体流动速率变大,则分子量减小,强度有所下降,但流动性变好。
研究流动曲线的特性表明,在很低的剪切速率下,聚合物熔体的流动行为是服从牛顿定律的,其粘度不依赖于剪切速率,通常把这种粘度称为最大牛顿粘度或0剪切粘度η0,它是利用η=f (S )关系,从很小的剪切应力(S )外推到零求得的。
根据布契理论,线形聚合物的零剪切粘度与大于临界分子量的重均分子量(w M )的关系式为 3.40w KM η=,式中K 是依赖于聚合物类型及测定温度的常数。
许多研究表明,对于分子量分布较窄或分级的高密度聚乙烯,是遵守3.4次方规则的。
但在分子量分布宽时,M 的指数有所增大。
如果使指数保持为 3.4,则需用某种平均分子量(tM )代替重均分子量,其关系式为:3.40t KM η= ---------------------------------------- (l ) 式中,w t Z M<M <M 。
聚合物熔体流动速率的测定【实验目的】1 .了解热塑性塑料在粘流态时粘性流动的规律。
2 .掌握熔体速率仪的构造和使用方法。
【实验原理】衡量聚合物流动性能的指标有熔体流动速率、粘度等。
熔体流动速率(MFR)是指热塑性塑料在规定温度和负荷下,熔体每10min 通过标准口模的质量(单位:g/10 min)。
在塑料成型加工中,熔体流动速率是用来衡量塑料熔体流动性的一个重要指标,其测量仪器通常称为塑料熔体流动速率测试仪(或熔体指数仪)。
对于同一种高聚物,在相同的条件下,若所得的MFR愈大,该塑料熔体的平均分子量愈低,成型时流动性愈好。
但此种仪器测得的流动性能指标,是在低剪切速率下测得的,不存在广泛的应力应变速率关系,因而不能用来研究塑料熔体粘度和温度、粘度与剪切速率的依赖关系,仅能比较相同结构聚合物分子量或熔体粘度的相对数值。
测定结构不同的高聚物熔体流动速率,所选择的温度、负荷、试料用量、切割时间等各不相同,其规定标准如表1。
此法测定熔体流动速率简单易行,对材料的选择和成型工艺条件的确定有其重要的实用价值,工业生产上采用十分广泛.【实验用品】1.仪器本实验采用XRL-500型熔体流动速率仪,该仪器由试料挤出系统和加热控制系统两部分组成,其面板及主体结构分别如图20-l和20-2所示。
标准口膜长度:8.00 mm ±0.025 mm;标准口膜内径:f2.095 mm ±0.005 mm,f1.180 mm ±0.010 mm;活塞杆长度:255 mm ±0.10mm,直径:9 mm;活塞杆头长:6.35 mm ±0.10 mm,直径:f9.55 mm ±0.06 mm。
2.试样聚氯乙烯粒料。
图20-1 XRL-500型熔体流动速率仪的面板图20-2 XRL-500型主体结构示意图1. 砝码;2.砝码托盘;3.活塞;4.炉体;5.控制元件;6.标准口模;7.隔热套;8.温度计;9.隔热层;10.料筒;11.托盘;12.隔热垫【实验步骤】样品称取:1.聚氯乙烯4.0g,选192℃,负荷2160g。
聚丙烯树脂熔体流动速率的测定熔融指数仪法1范围本方法的目的是在规定的温度、负荷、料筒内活塞位置等条件下,测定规定时间内熔融聚合物通过特定长度与直径的模头的挤出速率。
2规范性引用文件下列文件中的条款通过本方法的引用而成为本方法的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本方法,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
GB/T 8170-2008 数字修约规则与极限数值的表示和判定GB/T 6679 固体化工产品采样通则PPG 410 热塑性塑料熔体流动速率的测定3方法提要通过测量聚丙烯树脂在230℃、2.16kg负载,内径为2.0955 mm,高8.000mm标准口模条件下,在规定的时间内活塞杆下降的高度,计算出在规定时间内挤出的聚丙烯树脂的体积,再乘以聚丙烯树脂在230℃时的熔融密度和时间倍数,得到在10min内挤出的聚丙烯树脂的质量。
即为聚丙烯树脂的熔融指数。
4仪器及材料4.1 熔融指数仪:ZwickMFR或具有相同功能的其它熔融指数仪,带可编程活塞位移传感器定时器执行开关,电动砝码支架及下降/上升设备,带摇摆式平台。
4.2 口模:碳化钨材质,内径2.0955 ± 0.0051 mm(0.0825± 0.0002 in),高8.000 ±0.025 mm(0.315± 0.001 in)。
4.3 活塞杆组件:包括由杆、导套、活塞座组成。
4.4 加料工具:用于将物料加到料筒中。
4.5 漏斗:往料筒中加料时使用。
4.6 模头孔钻头:用于清洁模头孔。
4.7 模头拆除器:用于拆除模头以清洁。
4.8 料筒清洁工具:白棉布一起使用。
4.9 通止规:用于检查2.0904/2.1006mm(0.0823/0.0827英寸)的孔径。
4.10 砝码支架,带2.16 kg负荷的砝码。
简述熔体流动速率仪测量的步骤
熔体流动速率仪测量步骤
第一步:连接熔体流动速率仪终端
1、连接计算机:将计算机的RS-232接口连接到熔体流动速率仪的串行端口;
2、连接外部实验仪器:将仪表连接到实验仪器的控制器上;
第二步:准备实验样品
1、将实验样品放入实验仪器里;
2、将实验仪器的控制杆设置为流动速率测量模式;
3、将实验仪器的温度设置到实验样品的流动温度;
第三步:设置熔体流动速率仪
1、打开熔体流动速率仪的控制软件;
2、实验样品的品名、样品量、流动温度在软件中均进行记录;
3、根据测量要求,设置测量参数:测量时间、测试结果显示格式等;
第四步:流动速率测量
1、在熔体流动速率仪的控制软件界面,单击“开始”按钮,开始测量;
2、等待测量结束;
3、测量结束后,熔体流动速率仪会显示测量结果;
4、将测量结果记录到实验报告中。
实验1 热塑性塑料熔体流动速率的测定
一、实验目的
1.了解热塑性塑料熔体流动速率的实质及其测定意义;
2.熟悉并使用熔体流动速率测试仪;
3.测定聚烯烃树脂的熔体流动速率。
二、实验原理
高聚物的流动性是成型加工时必须考虑的一个很重要的因素,不同的用途、不同的加工方法对高聚物的流动性有不同的要求,对选择加工温度、压力和加工时间等加工工艺参数都有实际指导意义,而且又是高分子材料的应用和开发的重要依据。
衡量高聚物的流动性的指标主要有熔体流动速率、表观粘度、流动长度、可塑度、门尼粘度等多种方式。
大多数的热塑性树脂都可以用它的熔体流动速率来表示其粘流态时的流动性能。
而热敏性聚氯乙烯树脂通常是测定其二氯乙烷溶液的绝对粘度来表示其流动性能。
热固性树脂多数是含有反应活性官能团的低聚物,常用落球粘度或滴落温度来衡量其流动性;热固性塑料的流动性,通常是用拉西格流程法测量流动长度来表示其流动性的。
橡胶的加工流动性常用威廉可塑度和门尼粘度等表示。
熔体流动速率(MFR),又称熔融指数(MI),是指热塑性树脂在一定的温度、压力条件下的熔体每10min通过规定毛细管时的质量,其单位是g/10min。
熔体流动速率能方便地用来区别不同热塑性塑料在熔融状态时的流动性,在成型加工时,对材料的选用和成型工艺条件的确定有实用价值。
对于一定结构的高聚物也可以用MFR来衡量其相对分子质量的高低,MFR愈小,其相对分子质量愈大,成型工艺性能就差,反之MFR愈大,表明其相对分子质量愈低,成型时的流动性能就愈好,即加工性能好,但成型后所得的制品主要的物理机械性能和耐老化等性能是随MFR的增大而降低的。
以聚乙烯为例,其相对分子质量、熔体流动速率与熔融粘度之间的关系见表1-1。
表1-1 聚乙烯相对分子质量、熔体流动速率与熔融粘度之间的关系
数均相对分子质量(n
M)熔体流动速率/(g/10min)熔融粘度/Pa·s(190℃)
19000 170 45
21000 70 110
24000 21 360
28000 6.4 1200
32000 1.8 4200
48000 0.25 30000
53000 0.005 1500000 用熔体流动速率仪测定高聚物的流动性,是在给定的剪切速率下测定其粘度
参数的一种简易方法。
ASTM D12138规定了常用高聚物的测试方法,测试条件
包括:温度范围为125~300℃,负荷范围为0.325~21.6kg(相应的压力范围为
0.046~3.04M Pa)。
在这样的测试范围内,MFR值在0.15~25之间的测量是可信
的。
熔体流动速率MFR的计算公式为:
MFR=
t W
×
600
(1-1)
式中MFR-熔体流动速率,g/10min;
W-样条段质量(算术平均值),g;
t-切割样条段所需时间,s。
测定不同结构的树脂熔体流动速率,所选择的测试温度、负荷压强、试样的
用量以及试验时取样的时间等都有所不同。
我国目前常用的标准如表1-2和表
1-3所示。
表1-2 部分树脂测量MFR的标准实验条件
树脂名称标准口模内径/mm 实验温度/℃压力/MPa 负荷/kg PE 2.095 190 0.304 2.160 PP 2.095 230 0.304 2.160 PS 2.095 190 0.703 5.000 PC 2.095 300 0.169 1.200 POM 2.095 190 0.304 2.160 ABS 2.095 200 0.703 5.000 PA 2.095 230,275 0.304,0.046 2.160,0.325
表1-3 MFR与试样用量和实验取样时间的关系
MFR/(g/10min)试样用量/g 取样时间/s
0.1~0.5 3~4 240
0.5~1.0 3~4 120
1.0~3.5 4~5 60
3.5~10.0 6~8 30
10.0~25.0 6~8 10
熔体流动速率是在标准的仪器上测定的,该仪器实质是毛细管式塑性挤出
器。
MFR值是在低剪切速率(2~50 s-1)下获得的,因此不存在广泛的应力——应
变关系,不能用来研究熔体粘度与温度、粘度与剪切速率的依赖关系,仅能作为
比较同类结构的高聚物的分子量或熔体粘度的相对数值。
三、仪器与样品
1.仪器
(1)SRSY1熔体流动速率仪 熔体流动速率仪的基本结构如图1-1所示,
主要由主机和加热温控系统组成。
主机包括料筒、活塞杆、标准毛细管口模和砝
码等部件。
加热温控系统包括加热炉体、温控电路和温度显示等部份组成。
(2)精密扭力天平、盘架天平。
(3)计时器。
图1-1 熔体流动速率仪的结构示意图
1-砝码2-活塞杆3-活塞4-料筒5-标准毛细管6-温度计
2、样品
PP、HDPE,可以是颗粒或粉料等。
也可选用PS、PC、ABS、PA、POM等,测试条件参照表1-2。
四、准备工作
1.熟悉熔体流动速率仪,检查仪器是否水平,料筒、活塞杆、毛细管口模是否清洁。
2.样品准备,干燥PP或HDPE树脂,常用红外线灯照烘。
3.样品称量,按被测样品的牌号而确定称取试样的重量,用盘架天平称量。
五、实验步骤
1.开启电源,指示灯亮,表示仪器通电。
2.开启升温开关,设定控温值,本实验测定PP的熔体流动速率的定值温度是230℃,直到控制到所需的温度为止。
3.将料筒、毛细管口模装好和活塞杆一同置于炉体中,恒温10~15min。
4.待温度平衡后,取出活塞杆,往料筒内倒入称量好的PP树脂,然后用活塞杆把树脂压实,尽可能减少空隙、去除样品中的空气,最后在活塞杆上固定好导套。
5.预热5min后,在活塞杆的顶部装上选定的负荷砝码,测定PP时选用2.160kg负荷砝码。
当砝码装上后,熔化的试样即从出料口小孔挤出。
切去开始挤出的约15cm左右料头(可能含有气泡的一段),然后开始计时,每隔60s切取一个料段,连续切取五个料段(含有泡的料段应弃去)。
6.对每个样品应平行测定两次,从取样数据中分别求出其MFR值,以算术平均值作为该树脂样品的熔体流动速率。
若两次测定之间或同一次的各段之间的重量差别较大时应找出原因。
7.测试完毕,挤出料筒内余料,趁热将料筒、活塞杆和毛细管口模用软布清洗干净,不允许挤出系统各部件有树脂熔体的残余粘附现象。
8.清理后切断电源。
六、数据处理
将每次测试所取得的5个无气泡的切割段分别在精密扭力天平上称重,精确到0.0001g,取算术平均值,按式(1-1)计算熔体流动速率。
几个切割段质量的最大值与最小值之差不得超过平均值的10%。
七、注意事项
1.料筒、压料活塞杆和毛细管口模等部件尺寸精密,光洁度高,故实验时始终要小心谨慎,严禁落地及碰撞等导致弯曲变形;清洗时切忌强力,以防擦伤。
2.实验和清洗时要带手套,防止烫伤。
3.实验结束,挤出余料时,动作从轻,切忌以强力施加砝码之上,防止仪器的损坏。