DIN 5480-6
- 格式:pdf
- 大小:202.57 KB
- 文档页数:4
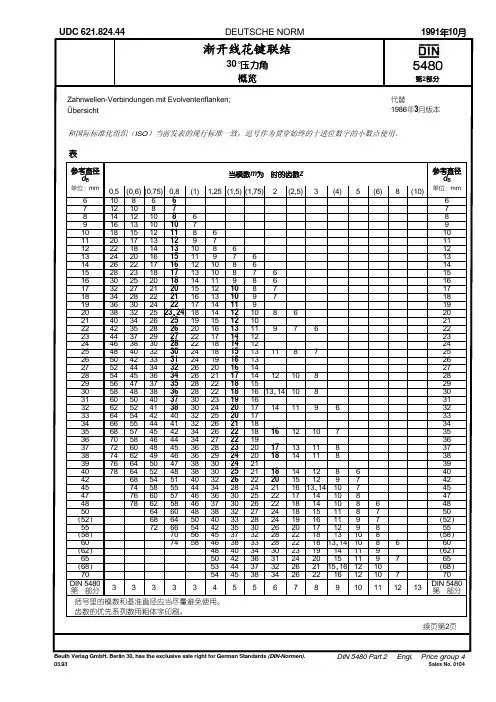
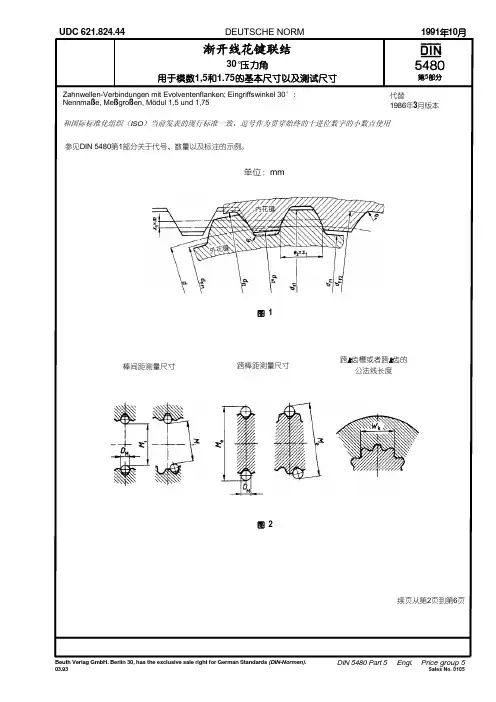
第16部分第 2 页 DIN 5480 第 16 部分1 代号与名称A0刀具/外花键(或内花键)中心距c F齿形裕度d分度圆直径d a0插齿刀齿顶圆直径d a1外花键齿顶圆直径d b基圆直径d b0插齿刀基圆直径d fE产形齿根圆直径d f1外花键齿根圆直径d F产形渐开线终止圆直径d Nf1外花键渐开线终止圆直径f haP0齿顶高公差h aP0刀具基本齿廓上的齿顶高h fP0刀具基本齿廓上的齿根高h FaP0刀具基本齿廓上的渐开线终止齿顶高 h FfP0刀具基本齿廓上的渐开线终止齿根高 h K0齿顶倒角的径向高度或插齿刀齿顶圆角的径向高度h KP0插齿刀在基本齿廓上齿顶倒角的径向高度或插齿刀在基本齿廓上齿顶圆角的径向高度m模数P节距q 加工公差x·m齿高变位量z齿数A df齿根圆直径偏差A e齿槽宽偏差A s齿厚偏差A Me测量尺寸M e偏差A Mi测量尺寸M i偏差A W 公法线长度偏差A a0 对刀调整量的偏差系数 = A a0/A sA Me测量尺寸M e的偏差系数 = A Me/ A sA Mi测量尺寸M i的偏差系数 =A Mi/ A sA W 公法线长度的偏差系数M e外花键跨棒距M i内花键棒间距W公法线长度 α压力角αw0刀具压力角(在产形圆上的压力角)αw在测量圆上的压力角Δa0对刀调整量ϑ插齿刀上的后角ρaP0 刀具基本齿廓上的齿顶圆角半径ρfP0 刀具基本齿廓上的齿根圆角半径ρf产形齿顶圆角半径的平均值ξ插齿刀节圆上的后角如果有可能发生混淆,请使用下面的下标代号:下标定 义a齿顶e齿槽宽(内花键用),上偏差f齿根i下偏差s 齿厚(外花键用)w 产形圆E 产形尺寸F渐开线终止圆直径K齿顶倒角M e跨棒距(外花键用)M i棒间距(内花键用)N有效圆直径P基本齿条W 公法线长度0 刀具1 外花键2 内花键* * * *第 3 页 DIN 5480 第 16 部分2 30°压力角齿侧对中外花键用的滚刀2.1 工作范围粗加工用的刀具基本齿廓推荐值尺 寸 *)精加工用的刀具基本齿廓 推荐值适用于后道为磨齿工艺适用于后道为剃齿工艺h aP00,60·m 0,60·m + 0,173m 0,60·m + 0,403m h fP0 min 0,65·m 0,65·m – 0,173m 0,65·m – 0,403m图 1 滚刀的基本齿廓第 4 页 DIN 5480 第 16 部分产形齿根过渡圆弧半径的平均值ρ f ,是由滚刀齿顶在外花键渐开线终止圆和齿根圆之间进行加工的轨迹确定的,并且外花键的齿高变位量的变动值应在下列极限之间ρf min = 0,16·m : ρ f max = 0,32·m 。

卡爪齿距标准-概述说明以及解释1.引言1.1 概述概述部分的内容可以从以下角度展开:卡爪齿距标准是机械工程中一个重要的参数,用于衡量卡爪的齿距尺寸是否符合要求。
卡爪是一种常用的工具,广泛应用于工业生产和机械加工领域。
它的主要功能是固定和夹持物体,确保工作过程的稳定性和安全性。
在卡爪设计和制造过程中,齿距是一个关键的指标。
齿距的大小直接影响着卡爪的夹持力和稳定性。
过大或过小的齿距都会导致卡爪使用效果的下降,甚至危及工作安全。
因此,制定合理的卡爪齿距标准具有重要的意义。
本文旨在对卡爪齿距标准进行全面的研究和分析。
首先,我们将介绍卡爪齿距标准的背景和重要性。
然后,将对当前已经存在的卡爪齿距标准进行综述和评价。
最后,我们将提出一些建议,以完善现有的卡爪齿距标准,并展望未来的研究方向。
通过本文的研究,我们希望能够提高卡爪齿距标准的科学性和准确性,为工程师和制造商提供更合理、更可靠的卡爪设计和制造参考。
这将有助于提高卡爪的夹持效果和工作安全性,推动相关行业的发展和进步。
总之,本文将深入探讨卡爪齿距标准的重要性和现状,并提出相关建议和展望。
希望通过这一研究能够为卡爪的设计、制造和应用提供有益的参考和指导,促进相关领域的发展和进步。
文章结构部分的内容可以参考以下写法:1.2 文章结构本文主要包括以下几个方面内容:1. 引言:对卡爪齿距标准的概述和介绍,以及本文的目的和总结。
2. 背景介绍:介绍卡爪齿距在工程领域的应用背景,包括其在机械加工、产品设计等方面的重要性和作用。
3. 卡爪齿距标准的重要性:对卡爪齿距标准在质量控制、生产效率提升等方面的重要意义进行详细分析和阐述。
4. 现有的卡爪齿距标准:介绍目前已存在的卡爪齿距标准,并对其进行对比和评价,分析其优劣之处,以及在实际应用中可能存在的问题。
5. 对卡爪齿距标准的建议:根据对现有标准的分析和评价,结合实际需求,提出改进现有标准的建议和意见,以更好地满足实际工程应用的需求。