向心关节轴承内滚道磨削工艺分析及设备改造_李利莉
- 格式:pdf
- 大小:1.93 MB
- 文档页数:3
内圆磨砂轮磨削加工特点分析及修整方法一、砂轮的磨削和磨损过程砂轮在使用过程中常常会出现磨损,影响磨削加工效果。
砂轮磨损一般分为磨耗磨损、破碎磨损和堵塞粘附。
针对砂轮的磨削和磨损过程,下文做了详细的分析。
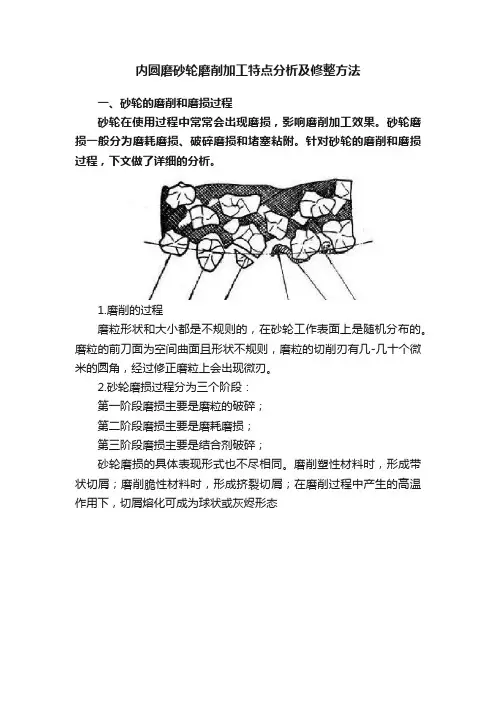
1.磨削的过程磨粒形状和大小都是不规则的,在砂轮工作表面上是随机分布的。
磨粒的前刀面为空间曲面且形状不规则,磨粒的切削刃有几-几十个微米的圆角,经过修正磨粒上会出现微刃。
2.砂轮磨损过程分为三个阶段:第一阶段磨损主要是磨粒的破碎;第二阶段磨损主要是磨耗磨损;第三阶段磨损主要是结合剂破碎;砂轮磨损的具体表现形式也不尽相同。
磨削塑性材料时,形成带状切屑;磨削脆性材料时,形成挤裂切屑;在磨削过程中产生的高温作用下,切屑熔化可成为球状或灰烬形态二、CBN砂轮内圆磨砂轮的磨削误差分析及修整内圆磨削时,工件径向进给,砂轮轴向往复运动。
内圆磨削前的表面形状误差会复映到磨削后的工件表面上。
砂轮的磨损过程控制不理想、工艺系统刚性差,加工磨削参数大等因素都可能使磨削产生误差。
1. 砂轮直径小,为了保证磨削质量和效率,砂轮必须有足够的磨削线速度,这容易引起工艺系统的震动,另外砂轮直径小单位磨削量就大,砂轮易变钝,需要经常修整。
2. 砂轮轴为细长,刚度低,磨削中弹性变形量大,容易形成锥孔,导致磨削时间较长,磨削加工效率低。
3. 磨削接触面积大,砂轮内圆磨削接触弧长比外圆长,接触面积比外圆要大得多,所以产生的磨削热也多,切削液又不容易达到磨削区,所以工件的散热排屑条件都比较差。
修整砂轮的作用通常内圆磨削中在完成一个或几个工作循环后需要修整一次砂轮。
1.修整砂轮的形状,使之保持一定的直线度及圆度;2.去除砂轮钝化变质层,使砂轮保持锋利;3.改善砂轮表面平整度,细化砂轮表面锯齿形螺距。
解决内圆磨削砂轮磨削误差的方法可以分为两大方向。
砂轮修整是常用的方法之一,修整时砂轮退出内孔并在修整器位置往复运动一次,在砂轮表面去除一层磨料,把砂轮工作表面修整成所要求的型廓和锐度。
圆柱滚子轴承外圈斜坡车削工艺改进
李传宪;邓有云
【期刊名称】《轴承》
【年(卷),期】2008(000)005
【摘要】我公司开发的N326E、N324E等圆柱滚子轴承,外圈带斜坡,原工艺为:粗、精车内径、端面→粗、精车外径→精车滚道→车斜坡→调头车另一斜坡→倒角。
此工艺装夹次数多,劳动强度大,且由于基准不一致,两斜坡的同轴度不好,磨削后两斜坡不对称,影响外观质量。
现将车斜坡工序改为和精车滚道一起仿形车削,工艺工序为:粗、精车内径、端面→粗、精车外径→仿形车削滚道、
【总页数】2页(P50-51)
【作者】李传宪;邓有云
【作者单位】六安滚动轴承有限公司,安徽,六安,237010;六安滚动轴承有限公司,安徽,六安,237010
【正文语种】中文
【中图分类】TH133.33+2;TG506.6
【相关文献】
1.非标双列圆柱滚子轴承外圈磨削工艺改进 [J], 唐双晶;唐丽新;王涌滨
2.外圈带凸缘的圆柱滚子轴承外圈挡边平行度测量 [J], 陈东坡
3.铁路车辆圆柱滚子轴承外圈内滚道加工方法的探讨 [J], 王亮;刘志强
4.内外圈装配过盈量对圆柱滚子轴承力学性能的影响 [J], 粟爽格;安琦
5.四列圆柱滚子轴承外圈淬火开裂原因分析及改进措施 [J], 贾玉鑫;单琼飞;李检贵;康风波
因版权原因,仅展示原文概要,查看原文内容请购买。

圆锥孔滚子轴承内滚道磨加工夹具的改进作者:石圣娟来源:《中国科技博览》2018年第31期[摘要]近年来,圆锥孔滚子轴承内滚道磨加工夹具的改进问题得到了业内的广泛关注,研究其相关课题有着重要意义。
本文首先对相关内容做了概述,分析了弹性复合圆柱滚子轴承结构设计,并结合相关实践经验,分别从多个角度与方面就弹性复合圆柱滚子轴承有限元建模方式展开了研究,阐述了个人对此的几点看法与认识,望有助于相关工作的实践。
[关键词]圆锥孔滚子轴承;内滚道;磨加工;夹具中图分类号:TG75 文献标识码:A 文章编号:1009-914X(2018)31-0024-011 前言作为一项实际要求较高的实践性工作,圆锥孔滚子轴承内滚道磨加工夹具改进的特殊性不言而喻。
该项课题的研究,将会更好地提升对圆锥孔滚子轴承的分析与掌控力度,从而通过合理化的措施与途径,进一步优化该项工作的最终整体效果。
2 圆柱滚子轴承概述圆柱滚子轴承需要不断克服实心圆柱滚子轴承存在的弊端问题,在空心圆柱滚子轴承结构设计中要提高空心状,减少空心圆柱滚子轴承的预负荷问题。
如果空心圆柱滚动体比实心圆柱滚动体有更大弹性,需要提高承载能力,根据滚子轴承接触面积提高轴承使用寿命。
空心圆柱轴承质量大小和离心惯性力大小要适应转速,提高空心圆柱滚子轴承的结构设计,提高工作质量。
圆柱滚子轴承是一种非常重要机械元件,工作性能会直接影响到主机的工作性能,需要不断提高机械设备复杂程度,充分提高高速、重载和高精度极端工作条件和使用合理性,同时需要对于圆柱滚子轴承的安全性、动态性能和承载能力提高要求。
3 弹性复合圆柱滚子轴承结构设计3.1 空心圆柱滚子轴承具有很多优势,需要提高空心圆柱滚动体周期性交替状态,保证载荷合理性,对于空心圆柱滚动体内弯曲应力要提高滚动发生弯曲疲劳断裂问题,促进空心圆柱滚子轴承破坏问题解决。
从而实现空心圆柱滚子轴承工程应用能力,满足现代机械发展要求,根据组合创新原理,提高圆柱滚子轴承结构受力状况,增强轴承承载能力,降低空心圆柱滚动体弯曲应力,保障轴承疲劳寿命,根据教材物理特性提高轴承噪声问题解决。
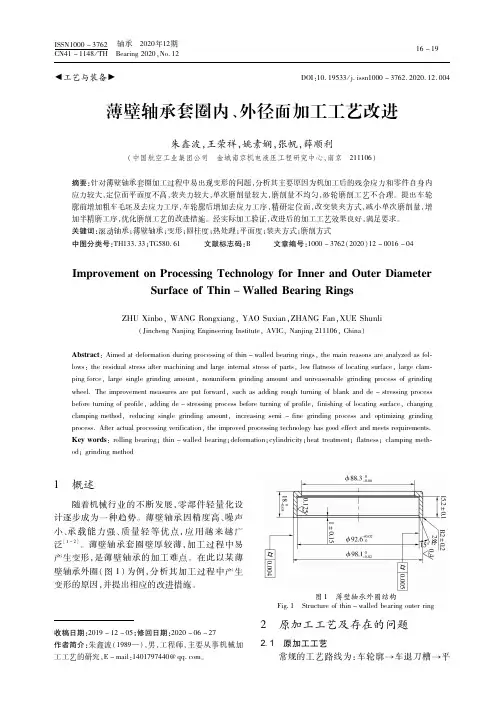
工艺与装备DOI:10.19533/j.issn1000-3762.2020.12.004薄壁轴承套圈内、外径面加工工艺改进朱鑫波,王荣祥,姚素娴,张帆,薛顺利(中国航空工业集团公司 金城南京机电液压工程研究中心,南京 211106)摘要:针对薄壁轴承套圈加工过程中易出现变形的问题,分析其主要原因为机加工后的残余应力和零件自身内应力较大,定位面平面度不高,装夹力较大,单次磨削量较大,磨削量不均匀,砂轮磨削工艺不合理。
提出车轮廓前增加粗车毛坯及去应力工序,车轮廓后增加去应力工序,精研定位面,改变装夹方式,减小单次磨削量,增加半精磨工序,优化磨削工艺的改进措施。
经实际加工验证,改进后的加工工艺效果良好,满足要求。
关键词:滚动轴承;薄壁轴承;变形;圆柱度;热处理;平面度;装夹方式;磨削方式中图分类号:TH133.33;TG580.61 文献标志码:B 文章编号:1000-3762(2020)12-0016-04ImprovementonProcessingTechnologyforInnerandOuterDiameterSurfaceofThin-WalledBearingRingsZHUXinbo,WANGRongxiang,YAOSuxian,ZHANGFan,XUEShunli(JinchengNanjingEngineeringInstitute,AVIC,Nanjing211106,China)Abstract:Aimedatdeformationduringprocessingofthin-walledbearingrings,themainreasonsareanalyzedasfol lows:theresidualstressaftermachiningandlargeinternalstressofparts,lowflatnessoflocatingsurface,largeclam pingforce,largesinglegrindingamount,nonuniformgrindingamountandunreasonablegrindingprocessofgrindingwheel.Theimprovementmeasuresareputforward,suchasaddingroughturningofblankandde-stressingprocessbeforeturningofprofile,addingde-stressingprocessbeforeturningofprofile,finishingoflocatingsurface,changingclampingmethod,reducingsinglegrindingamount,increasingsemi-finegrindingprocessandoptimizinggrindingprocess.Afteractualprocessingverification,theimprovedprocessingtechnologyhasgoodeffectandmeetsrequirements.Keywords:rollingbearing;thin-walledbearing;deformation;cylindricity;heattreatment;flatness;clampingmeth od;grindingmethod1 概述随着机械行业的不断发展,零部件轻量化设计逐步成为一种趋势。
文章标题:深度解析p2级高精密角接触球轴承工艺及生产设备改造一、引言在制造业中,p2级高精密角接触球轴承是一种非常重要的零部件,它在机械装置中起到了至关重要的作用。
然而,要实现p2级高精密角接触球轴承的制造,需要深入了解其工艺及生产设备,并进行改造优化,以确保其质量和性能。
本文将从深度和广度的角度,全面评估p2级高精密角接触球轴承的工艺及生产设备改造,并撰写有价值的文章,帮助您更深入地理解这一主题。
二、p2级高精密角接触球轴承工艺及生产设备1. 工艺概述p2级高精密角接触球轴承具有高度的精密度和角接触设计,能够承受径向和轴向负载以及复杂的工作条件。
其制造工艺需要经过多道工序,包括锻造、热处理、精密加工、组装等,其中精密加工环节对制造质量影响最大。
2. 生产设备为了实现p2级高精密角接触球轴承的制造,需要配备一系列先进的生产设备,包括数控车床、数控磨床、超精密磨削机床等。
这些设备需要具备高精度、高刚性和高稳定性,以保证加工质量和轴承性能。
三、p2级高精密角接触球轴承工艺及生产设备改造1. 工艺优化针对p2级高精密角接触球轴承的工艺,需要通过优化工序、改进工艺参数、采用先进的数控加工技术等手段,提高加工精度和表面质量,从而实现更高水平的精密度和耐用性。
2. 设备改造生产设备的改造是保障p2级高精密角接触球轴承质量的关键环节,需要更新换代老旧设备、引入先进的加工技术和设备,以提高加工精度和效率。
而且需要根据轴承的变化趋势进行设备改造,使其适应新型材料的生产需求。
四、我的观点和理解作为我的文章写手,我对p2级高精密角接触球轴承工艺及生产设备改造有着深刻的理解和见解。
我认为,在制造p2级高精密角接触球轴承过程中,优化工艺和改造设备是非常重要的环节。
只有不断更新改进工艺和设备,才能够保证轴承的高精度和高性能,满足现代工业对高精密度零部件的需求。
五、总结与回顾通过本文的全面评估和深度探讨,我们对p2级高精密角接触球轴承的工艺及生产设备改造有了更加全面、深刻和灵活的理解。
万能轧辊磨床支承辊带轴承箱磨削技术及改造方案研究
陈伟
【期刊名称】《企业技术开发:中旬刊》
【年(卷),期】2013(032)003
【摘要】文章对热轧带钢厂磨辊车间万能轧辊磨床支承辊带轴承箱磨削技术及设备改造方案进行了研究,依托某钢厂磨辊车间轧辊磨床技术改造及应用工程实例,论述了支承辊带轴承箱磨削技术的工艺流程及万能轧辊磨床的相应改造内容。
并与传统的不带轴承箱磨削方式对比,简要论述了带轴承箱磨削方式在加工效率、加工成本及经济效益方面的优势。
【总页数】2页(P95-96)
【作者】陈伟
【作者单位】中冶赛迪工程技术股份有限公司,重庆400013
【正文语种】中文
【中图分类】TG580.6
【相关文献】
1.万能轧辊磨床支承辊两种磨削技术差异的探讨
2.干油静压系统在CNC万能轧辊磨床辊颈托瓦上的应用
3.万能轧辊磨床支承辊带轴承箱磨削技术及改造方案研究
4.万能轧辊磨床支承辊两种磨削技术差异的探讨
5.带支承辊和工作辊的轧机机座
因版权原因,仅展示原文概要,查看原文内容请购买。
第1篇一、引言内孔变形是机械加工过程中常见的质量问题,严重影响零件的精度和使用性能。
本文针对内孔变形问题,从原因分析、预防措施和解决方案三个方面进行探讨,旨在为解决内孔变形问题提供参考。
二、内孔变形的原因分析1. 加工工艺不合理(1)切削参数选择不当:切削速度、进给量、切削深度等切削参数对内孔变形有较大影响。
若切削参数选择不当,容易导致内孔变形。
(2)加工方法不当:如采用强力切削、断续切削等方法,容易使工件产生热应力,导致内孔变形。
2. 设备精度不高(1)机床精度:机床的精度直接影响加工精度,若机床精度不高,容易导致内孔变形。
(2)刀具精度:刀具的精度对加工精度有很大影响,若刀具精度不高,容易导致内孔变形。
3. 操作人员因素(1)操作技能:操作人员的操作技能对加工精度有很大影响,若操作技能不佳,容易导致内孔变形。
(2)操作习惯:操作习惯对加工精度有很大影响,若操作习惯不良,容易导致内孔变形。
4. 工件材料因素(1)材料性质:不同材料的弹性模量和热膨胀系数不同,对内孔变形的影响也不同。
(2)材料硬度:工件材料硬度越高,内孔变形的可能性越大。
5. 环境因素(1)温度:温度变化对工件材料性能和加工精度有很大影响,容易导致内孔变形。
(2)湿度:湿度对工件材料性能和加工精度有很大影响,容易导致内孔变形。
三、内孔变形的预防措施1. 合理选择切削参数(1)根据工件材料、刀具材料和机床性能,合理选择切削速度、进给量和切削深度。
(2)采用低速、轻载切削,降低切削过程中的热应力。
2. 选用合适的加工方法(1)采用连续切削、平稳切削等方法,减少工件热应力。
(2)合理选用切削液,降低切削过程中的温度。
3. 提高设备精度(1)定期检查、保养机床,确保机床精度。
(2)选用精度高的刀具,提高加工精度。
4. 加强操作人员培训(1)提高操作人员的操作技能,确保加工精度。
(2)培养良好的操作习惯,减少内孔变形。
5. 控制环境因素(1)保持车间温度、湿度适宜,降低温度、湿度对工件材料性能和加工精度的影响。
《装备制造技术)2020年第10期磨床砂轮主轴轴承的维修李泽炎(广西玉柴机器股份有限公司,广西 玉林537000)摘 要:在现有柴油机零部件制造业当中,磨床在机加工中占有重要的地位,特别是曲轴和凸轮的加工中,磨床的加工精 度直接影响产品的加工精度。
磨床制造业在不断的发展和进步,通过采用正确的修理手段和操作,通过多年对磨床砂轮主 轴轴承维修工作的总结与分析,找到主轴轴承故障的主要原因,得出维修主轴轴承的注意事项及处理故障的应对措施。
关键词:磨床砂轮;主轴故障;主轴轴承中图分类号:TG580文献标识码:A 文章编号:1672-545X ( 2020) 10-0181-030引言磨床的砂轮主轴是重要的部件,虽然磨床砂轮成本不高,旦严重制约磨砂主轴的进步和发展。
一般来说,小型的磨床是滚动的轴承结构,大型的砂轮采用的是液体静压轴承结构。
因为静压轴承摩擦因数小,精度很高。
对于磨床砂轮来说,其在启动的时候形成 一定的油膜,油膜过多或者过少都会严重阻碍磨床主轴的寿命[1-味为此,降低砂轮主轴轴承的故障是我们 一直在探索的问题。
以找出原因进行修理工艺和装配 调整方法的改进来提高砂轮主轴轴承的寿命。
1.2磨床砂轮主轴轴承的分类(静压、动压)一般来说磨床砂轮主轴轴承分为静压轴承和动压轴承。
其相关原理介绍如下:(1)静压轴承磨床砂轮主轴静压轴承工作原理是:在启动油泵时,通过节流器等环节,使得主轴颈出现一定的油膜,从而使其与轴承之间产生间隙,通过一定的节流器的作用,使得油通过必要的回油泵使得油回至油箱之内,静压轴承工作原理图如图2所示。
因为其整 体结构简单,安装方便,精度高等因素,使得其广泛被应用。
1磨床砂轮主轴轴承概述及特性1.1磨床砂轮主轴承概述磨床砂轮主轴轴承的质量水平好坏直接影响加工工件的质量和稳定性,一般具有滚动的轴承和滑 动轴承两大类。
但是,现有的主滑动轴承发展水平较高,对于现有的动压轴承、静压轴承及动静压轴承研究已久,一般来说采用的雷若方程计算边界条件W磨床砂轮主轴承结构图如图1o皮带轮卸荷装置主轴箱砂轮夹盘图1砂轮主轴结构图图2静压轴承动作原理(2)动压轴承动压轴承具备运动平稳,同时具备一定的抗震收稿日期:2020-07-24作者简介:李泽炎(1971-),男,广西容县人,专科,助理工程师,研究方向:机械技术181Equipment Manufacturing Technology No.10,2020性,回转速度较高等特点。
深沟球轴承磨加工工艺的改进摘要:随着现代工业的发展和科学技术的进步,对轴承质量的要求越来越高。
原磨工艺生产的深沟球轴承振动合格率仅为65%左右。
通过改进工艺,提高了轴承的产品质量,使振动合格率提高到90%。
从球轴承磨削加工过程出发,总结出降低深沟球轴承振动值的方法。
关键词:深沟球轴承;磨加工工艺;一、主要技术改进1.磨加工过程的改进。
根据轴承材料(GCr15)产品结构及高精度要求的特点,在工艺流程中增加了内、外圈高温回火、内、外圈精研平面、精研外径,内外圈沟道均采用了粗磨、细磨、终磨三次磨削工艺,充分消除了磨削应力及变形,提高了磨加工沟道的定位精度,降低了沟道表面变质层的厚度。
2.磨加工工艺装备的改进。
根据现有机床状况,内外沟磨削加工只能在磨床上加工,该机床磨削沟道的进给方式是:定程控制进给,无心电磁夹盘切入磨削。
定程控制磨削的最大缺点是受前工序尺寸、几何精度等因素影响,使砂轮轴在磨削过程中弹性变量不等,无法选择最佳光磨时间,无火花磨削难以全部实现,致使磨加工后的内、外圈沟几何精度、尺寸精度和表面质量达不到工艺要求,并且电气系统采用继电器控制,造成电器元件多,故障率高,中停时间长。
根据上述机床的缺陷,机床由原来的继电器控制改为程控器控制,并对磨加工沟道过程中的每个动作进行显示,使磨削沟不受车加工留量影响,光磨时间有微回跳,保证了砂轮轴恢复弹性变形趋于一致,无火花磨削得以全部实现,从而保证了磨削后的沟道尺寸精度和几何精度,提高了沟道的表面质量,为超精研加工奠定了基础。
3.选择合适的沟道超精研机床及超精研油石轴承内、外圈沟道超精研加工是油石沿弧形摆动和内、外圈在滚杠上无心支承随滚杠回转来完成的,精研沟道的表面质量取决于油石摆动频率、弹簧压力大小、油石材质、油石消耗补偿及滚杠转速,最初试制阶段,沟道超精研加工工艺规定在四头精研机上加工,两头用来粗研,粗研油石为WA14(白刚玉),细研油石为WA5(白刚玉)。
磨削轴承内圈沟道的工艺参数对圆度的影响规律滚动轴承内圈沟道圆度是一项重要的质量指标,直接影响轴承的工作精度、平稳性和使用寿命。
磨削通常是内圈沟道的半精加工或精加工工序,对成品内圈沟道的圆度起决定性作用,内圈沟道磨削的圆度除了取决于磨削工艺系统的精度和动态特性外,还与磨削的工艺参数密切相关。
前者,已为许多学者所重视,并进行了大量的研究,从而大大改善了磨削内圈沟道的圆度。
随着磨削工艺系统精度的提高和动态特性的改善,磨削工艺参数成为影响圆度的主要因素,因此研究磨削工艺参数对圆度的影响规律,对合理选择工艺参数,确保轴承沟道的磨削圆度,进而实现磨削轴承沟道的工艺参数优化,有重要意义。
是磨削轴承内圈沟道截面实际轮廓与理想轮廓的误差情况,可表示为几何形状误差 ?Rw(F)=Rw(F)-Rw0 式中,Rw(F)为实际工件轮廓半径,Rw0为理想工件轮廓半径。
图中,O1、O2分别是工件的几何形状中心和测量回转中心。
轮廓误差?Rw(F)是F的周期性函数,可用付立叶级数表示成 ?Rw(F)= x0 +∞Σi=1 xicos(iF+Fi)式中:xi(i=0,1,……)为谐波幅值:F、Fi为谐波相位角:x0/2代表加工尺寸误差,也是误差函数Rw(F)的平均值。
式(2)中,一次谐波x1cos(F+F1)对应内圈沟道外圆几何中心相对测量回转中心的偏心:二次至十五次谐波xicos(iF+Fi)(2≤i≤15)对应的就是轴承沟道外圆的圆度。
2 圆度的影响因素分析轴承内圈沟道通常采用变进给速度切入磨削方式,其磨削循环可分为:工件快速趋近、粗进给、细进给和无进给磨削四个阶段。
影响磨削轴承沟道圆度的主要因素可归纳为:(1)磨削过程中工艺系统的精度,这取决于磨床的精度和夹具的定位原理、结构参数及精度:(2)工艺系统的动态特性,特别是砂轮的平衡状态:在修整和磨削过程中,砂轮不平衡,会引起强迫振动,由于修整砂轮时修整器和砂轮的相对位置与磨削时工件和砂轮的相对位置的差异,以及这两种不同情况下工艺系统刚度的不同使振动造成磨削的工件表面不圆:而磨削工艺参数会影响砂轮与工件的接触刚度、砂轮的磨损过程以及工艺系统振动的阻尼特性,从而影响磨削过程的振动特性,最终反映在磨削工件的几何形状(即圆度)和其他表面质量上:(3)工艺系统的弹性变形引起的工件原始误差复映:分析磨削循环工件几何形状误差变化规律可知,磨削后的工件几何形状误差复映主要取决于工艺系统刚度、磨削工艺参数、砂轮磨损速度以及工件原始误差?。
向心关节轴承内滚道磨削工艺分析及设备改造李利莉(哈尔滨轴承集团公司 电机轴承分厂,黑龙江哈尔滨 150036)
摘 要:根据向心关节轴承内圈滚道的结构特点,制定出相应的磨削工艺,并根据其工艺特点对原来加工深沟球轴承的设备进行了改造,使之加工出合格的关节轴承产品,节省了资金,保证了生产的顺利进行。关键词:向心关节轴承;深沟球轴承;内圈滚道;磨工艺;设备改造 中图分类号:TH133.31+4,TG581+.1 文献标识码:B 文章编号:1672-4852(2012)03-0049-02
Analysis on grinding process for radial spherical plain bearing inner raceway and equipment renovation
Li Lili(Electric Motor Bearing Sub-factory,Harbin Bearing Group Corporation,Harbin 150036,China)
Abstract: According to the structural characteristics of radial spherical plain bearings with inner ring raceway, the corresponding grinding process was developed , and original equipments for machining deep groove ball bearings were modified according to the technical characteristics for processing radial spherical plain bearing inner raceway so as to machine qualified products of spherical plain bearing with saving money and ensuring the smooth running of production.Key words: radial spherical plain bearing;deep groove ball bearing;inner ring raceway;grinding process;equipment renovation
第 33 卷 第 3 期2 0 1 2 年 9 月Vol.33 No.3Sep. 2012哈 尔 滨 轴 承
JOURNAL OF HARBIN BEARING
收稿日期:作者简介:2012-01-12.
李利莉(1975-),女,工程师.
1 前言 向心关节轴承主要由一个有外球面的内圈和一个有内球面的外圈组成(如图 1 所示),它没有钢球、滚子等滚动体,因此不属于滚动轴承,而是一种特殊结构的滑动轴承。本文以GE100ES关节轴承为例,进行探讨。GE100ES关节轴承与滚动轴承相比较,结构较简单。GE100ES关节轴承有润滑油槽,能承受径向载荷和较小的轴向载荷,一般用于速度较低的摆动运动(即角运动)。由于滑动表面为球面形,亦可在一定角度范围内作倾斜运动(即调心运动),在支承轴与轴壳孔不同心度较大时,仍能正常工作。
2 磨加工工艺过程 向心关节轴承GE100ES内圈磨加工采取以下工艺。 粗磨平面→终磨平面→粗磨内沟→终磨内沟→粗磨内径→终磨内径→退磁→抛光→清洗→磷化处理
7055
φ150φ130φ100图 1 向心关节轴承GE100ES3 工艺难点
GE100ES 向心关节轴承磨加工工艺过程和深沟球轴承相近,但由于内圈滚道为外凸球面(如图2所示),滚道曲率半径比较大,采用正常的轴承内圈滚道磨床磨削时难度较大,所以向心关节轴承内圈磨加工的难点在于磨削内滚道工序,主要存在的问题如下。 3.1 在摆头磨床上加工GE100ES 关节轴承内滚・50・道存在的问题及解决方法3.1.1 存在问题 (1)GE100ES轴承内径为φ100mm,按照内径尺寸范围可选用M8820K-1摆头磨床加工关节轴承GE100ES内圈滚道。由于M8820K-1设备是加工深沟球轴承的内滚道的专用设备,故砂轮修整出的形状为外凸的圆弧,加工出的套圈内滚道为内凹的圆弧(如图3 所示),而加工关节轴承内滚道,需要把砂轮修为内凹圆弧的形状后,再磨削关节的内滚道,所以直接选取M8820K-1摆头磨床无法加工GE100ES 关节轴承内滚道。
图 2 向心关节轴承GE100ES内圈和深沟球轴承6320内圈
1.向心球轴承内圈 2.砂轮 3.原工件摆动中心图 3 M8820K-1加工深沟球轴承内滚道 (2)关节轴承GE100ES内滚道较宽(70mm),需要砂轮也较宽,但是原有砂轮夹只能夹较窄的砂轮,不能夹此宽度的砂轮。 (3)由于关节轴承内滚道为外球面,深沟球轴承内滚道为内凹圆弧,故加工向心关节轴承内滚道时与加工深沟球轴承内滚道工件摆动中心不同,加工深沟球轴承内滚道时的摆动中心在工件前端(即在砂轮上),如图 3 所示。而加工向心关节轴承内滚道时的摆动中心在工件上,即摆动中心须向靠近关节轴承内圈轴线方向移动,如图 4 所示。
1.向心关节球轴承内圈 2.砂轮 3.砂轮夹 4.改后工件摆动中心图 4 M8820K-1加工向心关节轴承内滚道
3.1.2 解决方法3.1.2.1 把砂轮修整为内凹圆弧 针对这一难题,设计了一个手动金刚笔架,金刚笔与回转中心距离可调,即修整圆弧半径可调,如图 5 所示。
1.砂轮 2.砂轮夹 3.金刚笔 4.回转中心 5.金刚笔架图 5 金刚笔修整砂轮示意图3.1.2.2 重新设计砂轮夹 重新设计砂轮夹,使新砂轮夹能够夹宽砂轮。3.1.2.3 改变工件摆动中心 把丝杠加长(机床原有丝杠长度已不能满足要求),使工件轴向靠近砂轮轴方向移动;在摆动中心位置不变的情况下,使摆动中心由原来在工件前端(即在砂轮上)变为在工件上,如图4所示。由于工件向砂轮方向移动,故砂轮需向相同方向移动,可通过重新钻孔,使砂轮轴向远离工件轴线位置移动。3.2 在切入磨床上加工GE100ES 关节轴承内滚 道存在的问题及解决方法3.2.1 存在问题 采用切入磨床3MZ1320球轴承内圈滚道磨床加工GE100ES 关节轴承内滚道和采用摆头磨床上加工GE100ES关节轴承内滚道存在的问题类似,问题点为:由于3MZ1320球轴承内圈滚道磨床是加工深沟球轴承内圈滚道的,深沟球轴承内圈滚道为内凹圆弧,因此其砂轮修整器修整出的砂轮形状为外凸圆弧(如图 6 所示)。由于GE100ES向心关节轴承内滚道为外凸球面,因此要加工GE100ES关节轴承内圈滚道,就必须将砂轮修整出内凹形状。
3.2.2 解决方法 将砂轮修整出内凹形状的方法:对3MZ1320磨床的砂轮修整器进行改动,改变其砂轮修整器的回
1.深沟球轴承 2.砂轮 3.金刚笔 4.金刚笔摆动中心图 6 3MZ1320加工深沟球轴承内滚道
4
123
123451234(下转第56页)
哈 尔 滨 轴 承第 33 卷123φ130φ
1
00φ10
0
φ135.6-0
.
0080
R18.804
+0.185
010°10°
7047KK向・56・同,首先要把培养的阶段区分开来,每个区间段上要求的培训内容确定下来,每个阶段末要求考察培养的效果,同时建立起来相应的评价和改进机制,不断地总结并做分析改进培养计划。 产品开发设计不是一个两个人的事情,一个产品设计出来是经过一个设计小组密切的配合,一起攻关才完成的,所以设计中要强调互动设计或者说是动态的设计过程,这点也是比较重要的,设计小组人员配合的好,可以减少设计缺陷,提高设计效率,体现团队的合作精神。 最后谈一下“设计部门小组活动”。通过培训来提高设计人员的能力是企业的核心内容,企业必须要注重形式和方法,“小组活动”就是一个行之有效的形式。 “设计部门小组活动”是很有必要性。技术领域常常会遇到问题,设计人员一起探讨是常用的方法。活动时领导要起到带头作用,并且领导者要有强烈的活动需求。“小组活动”的目的在于提高设计人员的能力,特别是基础能力,如发现、分析、解决问题的能力,选择确定要解决的问题,活动方案及形式,过程要点解析,解决问(编辑:王立新)题的可行性措施,效果确认,纳入标准化管理规定,观察能力,数据采集整理综合能力,数据分析能力,逻辑分析能力,解决问题的应变能力,避免改进措施,相关的事例学习教育等。最后“小组活动”的优势在于选择的课题是具有实际设计、生产和管理意义的,设计人员可以研究相关的专业技术问题,活动可以集中大家的智慧来解决工作中遇到的问题,可以提高和改善设计人员的基本能力。
4 结束语 还是套用文中一句话:一个企业能发展到今天,必有它能生存下来的理由。市场竞争是激烈残酷的,要想生存下来企业要做的无非是两件事,一是抓好产品质量,二是提高企业技术实力。实现这两点必然离不开企业技术人才,只有一个完善的培养体系才能实现优秀人才的培养,才能不断地技术创新,不断地提高企业的市场竞争能力。
(上接第48页)
图 2 改进后控制原理图L1L2L3
QF1QF
2
SB1
SB2
FRFR
KM1
KM1
KM1
BV1000VRFVC3GND
PE
R
调速指令
M
表 1 改进前后机床及导轮电机各项指标对比
3 结束语项目原运转方式变频调速方式调速范围无四象限平滑性不平滑平滑启动性能电流大电流小转起动耗电量大低转速范围1 450r/min0~1 450r/min机床加工效率低高工件加工精度低高
(编辑:王立新) 改进后的M1083外圆磨床导轮电机调速系统不但使电动机具有防雷击、过压、欠压、过流等各种保护,也提高了加工精度及生产效率,能够满足各种尺寸工件对机床加工精度的要求,节约了生产成本、提高了经济效益。
1.向心关节轴承内圈 2.砂轮 3.金刚笔 4.金刚笔摆动中心图 7 3MZ1320加工向心关节轴承内滚道(编辑:林小江)
1234
(上接第50页)转中心,使回转中心由原来在金刚笔尖前端,改为回转中心在金刚笔尖后端,如图 7 所示。
4 结束语
通过对向心关节轴承GE100ES内圈磨加工工艺进行分析,找出了磨加工过程存在的工艺难点,并通过制做手动金刚笔架和对设备进行改造,解决了加工深沟球轴承内滚道的专用设备不能加工向心关节轴承内圈滚道的难题,并且节省了设备改造资金。成品提交用户试用后,效果良好,为今后开发类似产品积累了宝贵的经验。
哈 尔 滨 轴 承第 33 卷