23制程检验管理程序1
- 格式:doc
- 大小:41.50 KB
- 文档页数:3
佛山市天第包装材料有限公司
质量管理体系文件 文件编号: TD-QP21
制程检验管理程序 版本版次: A/1
页 次: 1/3
生效日期: 2010/03/26
1.0.目的
为确保公司各个生产制程质量均受管制,及确保整体制程均处于管制状态。
2.0.范围
凡公司产品制造过程中相关质量管制作业及生产条件验证等均属之。
3.0.定义
3.1.首件检查:按如下时机对产品质量所实施的检查。
3.1.1.当每批产品开始生产时。
3.1.2.连续生产作业换班时。
3.1.3.质量异常经处理后,恢复生产时。
3.1.4.模具、仪器重新放置或调整时。
3.2.自主检查:在作业过程中,每批产品由作业人员所进行的检查。
4.0.权责
4.1.生产单位:
4.1.1.负责相关制程检验的首件检查、自主检查及检查结果的记录。
4.1.2.负责针对生产中发现的异常缺失,适时提供技术支援或改善对策。
4.1.3.负责改善现行的作业方式,以提高产品的生产效率及质量。
4.2.品管单位
4.2.1.负责质量检验结果的审核与异常处理。
4.2.2.负责拟定制程检验站别的设定与测试方法选择。
4.2.3.负责核定制程检验站别及检验用文件制订与发行。
4.2.4.负责追踪质量变异改善后的对策有效性。
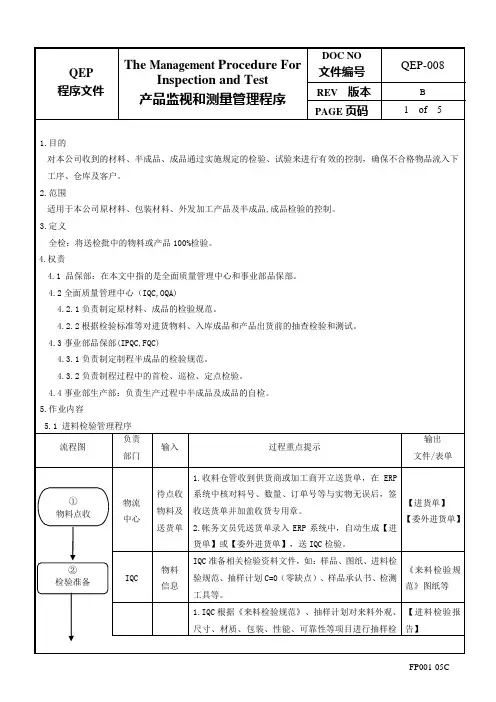
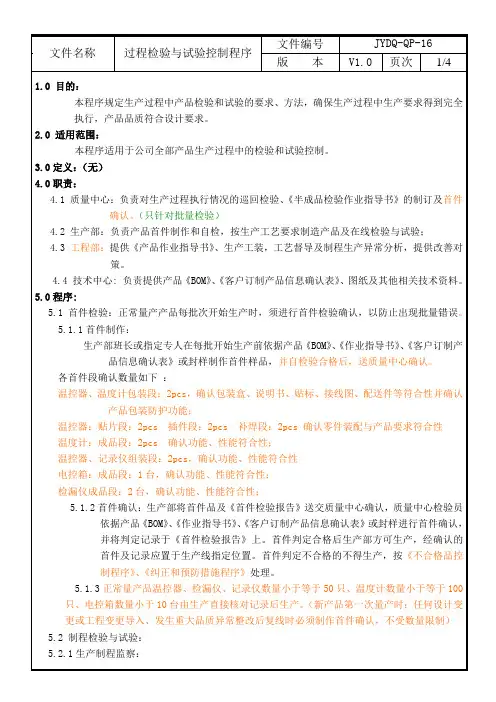
5.0.程序
5.1.公司制程检验相应的“抽样计划”除有规定100%全检或随机抽检外,均采用《抽样计划标准表》,判定标准为:严重缺点(CR)=0.1,主要缺点(MA)=1.5,次要缺点(MI)=4.0。
5.2.检验依据
依据样品和《生产指令单》,对制程中相应产品进行质量管制。
5.3.作业检查:
5.3.1.生产单位作业员应于完成各站加工准备作业时,按相关作业指导书规定实施首件或自主检查,有关首件检验的情况记录于《首件检验报告》,生产单位、品管单位双方确认无误后方可生产。
5.4.制程检查:
5.4.1.IPQC按对半成品和成品,进行特性、外观的检查,并记录检查结果于《制程检验报告》、《制程检验日报表》上。
5.4.2.抽检合格时,IPQC在当批《制程检验报告》标明“合格”。 佛山市天第包装材料有限公司
质量管理体系文件 文件编号: TD-QP21
制程检验管理程序 版本版次: A/1
页 次: 2/3
生效日期: 2010/03/26
5.4.3.抽检不合格时,IPQC需开出《纠正预防措施报告》,通知相关人员进行处理。
5.5.巡回检查:
5.5.1.IPQC依《制程检验标准》对生产实施巡回检查,巡回检查的频率为30至60分钟一次,抽取样品最少不少于每个控制点10PCS,并需及时﹑真实地作好检查记录。
5.6.检查结果的处置
5.6.1.抽样检查合格的产品,依正常流程继续运作。
5.6.2.抽样检查不合格的产品依如下方式处理:
5.6.2.1.不良品放入不良品区或不良品箱中。
5.6.2.2.按不良率及不良现象的不同,对当批产品按如下方式处置。
1).不良率或不良数在允收质量水平范围内的当批予以放行,可转入合格品区或进入下一制程。
2).IPQC以《制程检验报告》批退的不良项目,由制造单位主管,按如下办法处理:
a).当批中若有部分不良不能放行时,需由制造单位,安排对不良品进行“挑选”作业,挑选完毕按正常流程执行检验。
b).对于不能“放行”或“挑选”的不合格品,由责任单位主管采取“重新加工”的处理方法后,按正常流程执行检验。并记录于《不良品跟踪处理记录表》。
c).对于不能采用如上方法进行处理的不合格品,采取报废处理,放置不合格品箱内,填写好《厂内产品报废申请单》,经总经理核准后,交仓管单位报废处理。
3).对严重质量缺失时,可依《停机机制》中的停机标准要求生产线停机停线。品管员开出《纠正预防措施报告》交由责任单位进行不良原因分析,并提出改善措施,书面回复交品管单位确认追踪改善结果,《纠正预防措施报告》的处理必须符合下列要求:
a).改善期限
当开立《纠正预防措施报告》时,由品管单位统一编号后,并注明改善提出之期限,连同《纠正预防措施报告》交责任单位提出改善方案。
b).改善内容查核与效果追踪
●责任单位在接到《纠正预防措施报告》后,应在限期内提出改善方案回复品管单位,而品管单位于收到改善对策,应追踪不合格改善后之改善成效。 佛山市天第包装材料有限公司
质量管理体系文件 文件编号: TD-QP21
制程检验管理程序 版本版次: A/1
页 次: 3/3
生效日期: 2010/03/26
●当改善方案经品管单位确认为不符或不确实时,可以退件重新要求责任单位重新评估过,再交品管单位确认,直到可行为止。
●提出之改善对策被接受后,应立即将改善对策导入制程中,以矫正不良事项。
6.0.注意事项
6.1.制程检验人员应接受岗前训练,并经主管考核合格后才可正式独立作业。
7.0.衍生文件
7.1.生产指令单
7.2.制程检验报告
7.3.制程检验日报表
7.4.首件检验报告
7.5.厂内产品报废申请单
7.6.纠正预防措施报告
7.7.不良品跟踪处理记录表
8.0参考文件
8.1抽样计划标准表
8.2制程产品检验标准
8.3停机机制
9.0附件
无。