轴承套圈毛坯辗扩的力学计算
- 格式:pdf
- 大小:1.24 MB
- 文档页数:17
调心滚子轴承锻件成形辗扩工艺方案设计
洛阳LYC轴承有限公司锻造厂 (河南471 003) 黄 醅 王战冶 郭凯
轴承四大件(内套、外套、滚动体、保持器)
中内外套采用锻造方法制坯,其工艺方案为:下料
一加热一锻造一辗扩一退火。
辗扩工艺在轴承行业的套圈锻造中已得到极为
广泛的应用。在实际生产中,大都是以锤——扩孔
机、压力机~扩孔机组成的生产线形式出现。辗
扩过程如图1所示,将温度、尺寸都符合要求的坯
料套在辗压辊6上,辗压轮4在液压缸5作用下辗扩
坯料,坯料和辗压辊6依靠摩擦力作用一起转动,
金属沿工件切线方向延伸,使坯料直径逐渐增大至
碰到推力辊7时,受到推力辊约束,平稳扩展。当
辗扩到预定尺寸时,就碰到预先调整好的信号辊1
给出信号,表示坯料已经辗扩成为所需锻件。
I 5
图l辗扩过程
1.信H。辊2.辗扩结束后锻件3锻件毛坯4.辗压轮5.液压缸 6.辗压辊7.推力辊 调心滚子轴承由一个带球面滚道外圈和一个双
滚道内圈,一个或两个保持器及一组球面滚子组
成,具有调心功能,可以自动调整因轴与轴承座之
间角度误差所产生的倾斜或轴的挠曲,应用广泛。
调心滚子轴承外圈滚道为球面,辗扩时易产生端面
凹心缺陷;内圈为双滚道,结构复杂,不易辗扩。 因此,大多调心滚子轴承锻件都锻造成圆柱直
筒型,其滚道在车工工序“挖”出,浪费大量材
料。随着锻造技术不断发展,成形辗扩应运而生。
所谓成形辗扩,即通过使用成形模具,使锻件外形
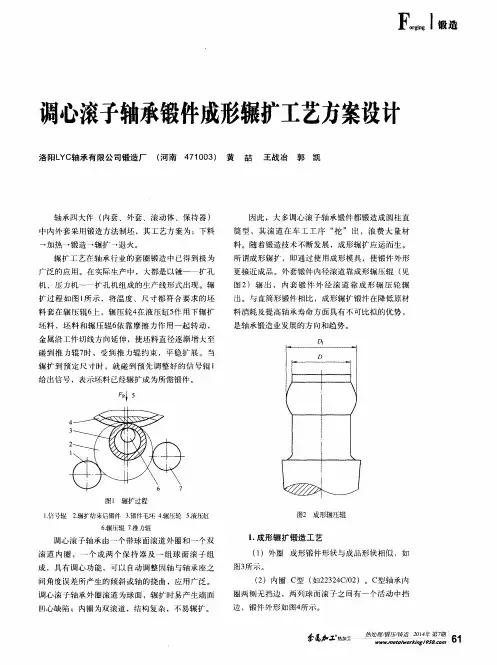
更接近成品。外套锻件内径滚道靠成形辗压辊(见
图2)辗出,内套锻件外径滚道靠成形辗压轮辗
出。与直筒形锻件相比,成形辗扩锻件在降低原材
料消耗及提高轴承寿命方面具有不可比拟的优势,
是轴承锻造业发展的方向和趋势。
Dl
图2成形辗压辊
1.成形辗扩锻造工艺
(1)外圈成形锻件形状与成品形状相似,如
图3所示。
(2)内圈C型( ̄H22324C/02)。C型轴承内
圈两侧无挡边,两列球面滚子之间有一个活动中挡

轴承技术 2009年第4期 ・l3・
圆锥轴承内圈锻件反挤压辗扩工艺的研究应用 (锻造厂)王战冶 王玉杰 陈 莉 王欣 摘要:分析圆锥轴承内圈锻件反挤压成形辗扩工艺的特点,通过与正挤压封闭式成形工艺 比较,得出该工艺具有减小设备负荷、加大设备生产能力、扩大设备加工范围、减小料芯积压等优 点。根据我厂情况,采用反挤压成形辗扩工艺替换正挤压封闭式成形工艺后,在提高了材料利用 率、降低了损耗的同时也改善了锻件纤维组织流向,延长了轴承使用寿命。 关键词:圆锥轴承内圈;正挤压;反挤压;工艺 1概述 圆锥轴承内圈锻件锻造,其截面材料的不 对称性一直是锻造辗扩加工的难点。压力机 上加工圆锥内圈锻件一直采用的是正挤压封 闭式成形方法,该方法设备受力较大;而且下 料散差大,经常会造成设备连杆及主螺栓轴瓦 床身大轴断裂等故障。锻件形状和加工尺寸 受到很大限制,生产调整非常困难。目前,由 于产品结构调整,小型产品几乎不再生产,故 用这种工艺方法生产的料芯大部分不能再利 用,造成小料芯大量积压,材料利用率降低,造 成极大的浪费。为此,急需以一种全新的工艺 方法来代替它。 反挤压成形辗扩工艺正是在这样的前提 下提出来的一种可行的加工工艺方法。它介 于自由冲孔与反挤压成型之间,并兼有两者各 自的优点。通过与现行正挤压封闭式成形工 艺对比,即可显现反挤压成形辗扩工艺的特点 及先进性。 2正挤压封闭式成形工艺
镦粗 正挤压封闭成彤 冲孔 辗扩 图1
正挤压封闭成形工艺方法原理示意图 ・14・ 轴承技术 2009年第4期 如图1所示,正挤压成形工位为全封闭成 形,设备受力非常大,下料大时易造成闷车及 设备螺栓、轴类断裂等故障,且调整较难;冲孔 时实料芯与锻件同高,又不能连线生产小锻 件,造成料芯大量积压,材料浪费非常严重。 3反挤压成形辗扩工艺
激租 反挤压成形 冲孔平高 辗扩 图2反挤压成形辗扩工艺方法示意图 反挤压成形辗扩工艺的优点在成形工位 得到体现,如图2所示,坯料挤压成形时,在成 型凹模表面以上部分为自由冲孔,凹模以内为 反挤压成形。根据金属塑性变形的最小阻力 定律:在塑性变形过程中,当变形体内的质点 有着向各个方向移动的可能性时,质点将沿阻 力最小方向移动。在成型凹模以上部分金属 材料,由于没有径向束缚,将沿径向移动,从而 形成与最终锻件接近的毛坯形状。 根据金属塑性变形体积不变定律、通过体 积相等原则,确定毛坯小端面材料分布,也就 确定了成型凹模工作膛尺寸,剩余部分金属材 料即分布在成型凹模表面以上,最终形成锻件 大端面部分。只要控制好下料重量,即可对锻 件大小端材料合理分配,通过扩孔,得到尺寸 与形状满足技术要求的锻件。另外调整下料 大小也较之正挤压工艺方便的多。 4反挤压成形辗扩工艺的优点 (1)反挤压成形辗扩工艺与正挤压工艺相 比,金属材料经反挤压变形,焊合了气孔,压实 了疏松,辗扩后增加了金属材料的致密度。同 时使金属流线走向趋于合理,提高了轴承滚道 的抗疲劳陛能,延长了轴承的使用寿命。 (2)该工艺的半开放式成形方法,比封闭 式成形的调整难度低,下料重量减少20%一 30%,工人劳动强度大大降低,生产效率大大提 高。 (3)由于减少了实料芯的产生,减缓了实 料芯大量积压的局面,提高了材料产出率,加 快了原材料的资金周转速度。 5效益分析 2008年共生产圆锥轴承套圈锻件7个型 号、l9个批次、约25万余件,实际节约原材料 (钢GCrl5)109.37吨。每吨单价按5500元计 算,节约价值60.15万元;锻造时的能源费用按 每吨750元计算,节约价值8.2万元;减去备 件、模具、设备检修费用约1万元,年实际节约 价值67.35万元,说明该新工艺经济效益显著。 反挤压成形辗扩工艺经生产实践证实应用效 果良好,具有较好的使用价值,可进一步推广。

致环件不能咬人孔型,不仅在环件与压辊接触面产生 较大的压坑,而且使环件整体形状变成椭圆,且在此进 给速度下轴向宽展为1.266 3 mm。根据分析应该减小 进给速度再进行分析,将进给速度减小为0.8 mm/s, 再次分析所得的应力云图如图5所示。 从图5应力云图上看,此进给速度下的环件形状明 显优于前一进给速度下环件的形状,在此进给速度下 环件的宽展量为0.6 mm。但环件有一部分凸起,在动 态模拟中可以看到,环件在辗扩的最初5.012 s之内转 动并且平稳轧制,此后的时间内不再转动,力完全施加 在固定的单元上,导致这些单元极端变形而其它单元 不变形,所以产生了图中所见的凸起。 在轧制过程中出现不转动即环件不能咬入孔型的 现象,应该通过改善咬入条件来消除,可以采用增大轧 制摩擦,减小轧制用毛坯厚度,减小每转进给量即减小 进给速度,改变轧辊直径等。采用最简单的减小进给速 度的方法,当进给速度减小为0.2 mm/s时,应力云图 如图6所示。 从图6应力云图来看环件形状比较理想。图7为环 件辗扩的辗扩力随时间的变化曲线。 从图7上来看,轧制力随进给速度的减小而减小, 并且随着时间的增大而增大。因为随着轧制时间的增 加,环件的变形量不断增加,加工硬化越来越明显,只 有轧制力越来越大才能使环件在轧制过程中不断成 形。 6结束语 本文采用显式动力学有限元分析,通过对阶梯型 轴承外圈的成形过程进行模拟,对不同进给速度下辗 扩力随时间的变化进行分析,并且通过最终环件成形 的效果确定合理的进给速度。环件的毛坯最初按照公 式推导数据进行设计,在模拟过程中验证了其合理性。 最终得到了比较理想的成形效果。 回2008/¥ Yang,MZhan,H Li,LY Li.SimulationforGuide Roll in 3D—FE Analysis of Cold Ring Rolling[J].Materials Science Forum,2004,471—472:760—764. 2赵玉民,彭巍,杨金娥.阶梯形轴承内圈冷辗扩成形与模拟 研究【J】.轴承,2006,(8):12—15. 3袁银良,华林,左治江,等.L形截面环件轧制进给速度对端 面轴向宽展影响的研究【J】.机械制造,2006,(3):28—33. 4郭良刚,杨合,吴越江,等.材料参数对环件冷辗扩工艺的 影响规律研究【J】.机械科学与技术,2005,(7):839—844. 5李兰云,杨合,郭良刚,等.芯辊进给速度对环件冷轧工艺 的影响规律【J】.机械科学与技术,2005,(7):808—812. 6华林,黄兴高,朱春东.环件轧制理论和技术【M].北京:机械 工业出版社,2001. 7许思广,连家创.环件连续轧制过程的有限元分析….东北 重型机械学院学报,1993,(17):1—8. 8袁银良,华林,钱东升,等.内台阶截面环件轧制成形有限元 模拟【J】.模具制造,2006,(5):8—11. △ (编辑 凌 云) 首台万吨热模锻液压机在济研制成功 近期,从济南巨能液压机电工程有限公司得到消 息,该企业已研制成功我国首台万吨板框热模锻数控液 压机。 万吨热模锻液压机广泛应用于铁路建设等国家重 点工程领域。据了解,该机的研制成功,填补了超大吨位 热模锻液压机的国内空白,其投入生产必将为我国热模 锻工业提供强大的装备支持,为我国航天航空、铁路、汽 车的发展做出贡献。 (仵德建)

- 1 - 环件辗扩的极限壁厚和辗扩比
随着工程技术的不断发展和进步,环件辗扩技术已经成为了一种广泛应用于各种领域的重要加工技术。在环件辗扩技术中,壁厚和辗扩比是两个非常重要的参数,对于环件的加工质量和性能具有极其重要的影响。
一、环件辗扩技术
环件辗扩技术是一种将环形金属材料通过一定的工艺加工成为具有一定形状和尺寸的环形零件的技术。该技术可以应用于各种领域,如航空、汽车、机械等。在环件辗扩技术中,壁厚和辗扩比是两个非常重要的参数。
二、环件辗扩的极限壁厚
环件辗扩的极限壁厚是指环形金属材料在经过一定的辗扩加工后,其壁厚不能再继续减少的最小值。在环件辗扩加工中,壁厚的变化对于环件的性能和质量具有非常大的影响。当环件的壁厚变薄到一定程度时,就会影响环件的强度和耐用性,甚至导致环件的失效。因此,在进行环件辗扩加工时,需要控制好环件的极限壁厚,以保证环件的性能和质量。
三、环件辗扩比
环件辗扩比是指环形金属材料在经过一定的辗扩加工后,其内径和外径之比。环件辗扩比对于环件的加工质量和性能也具有非常重要的影响。当环件的辗扩比过大时,会导致环件的壁厚变薄过快,从而影响环件的强度和耐用性。因此,在进行环件辗扩加工时,需要控制 - 2 - 好环件的辗扩比,以保证环件的性能和质量。
四、环件辗扩的应用
环件辗扩技术广泛应用于各种领域,如航空、汽车、机械等。在航空领域中,环件辗扩技术被广泛应用于发动机、涡轮、涡扇等高端零部件的制造中。在汽车领域中,环件辗扩技术被广泛应用于发动机、变速箱等零部件的制造中。在机械领域中,环件辗扩技术被广泛应用于轴承、齿轮等零部件的制造中。
五、环件辗扩的发展趋势
随着工程技术的不断发展和进步,环件辗扩技术也在不断发展和完善。未来,环件辗扩技术将会更加智能化和自动化,加工效率和加工精度将会更高。同时,环件辗扩技术也将会更加环保和节能,对于保护环境和节约资源具有非常重要的意义。