脉冲热压机培训教程
- 格式:ppt
- 大小:6.01 MB
- 文档页数:63


德信诚培训网
更多免费资料下载请进: 好好学习社区 热压机操作保养指导书
(ISO9001-2015/ISO45001-2018)
一、操作规程
1、检查压机压板及辅助压层(高温膜等)的表面是否清洁,如有碎木屑、灰尘等异物要清洁干净;检查辅助压层(高温膜等)是否有破损,压纹等缺陷,如存在要进行更换;检查压机加热系统,导热油量是否充足,油量以膨胀箱底部留存有深2-5cm的液面油量为适宜,否则要适时添加。
2、接通电源,根据加工件的加工工艺要求温度,对压机的温度控制系统进行温度控制设定,温控设定完成后,起动导热油循环泵开关和导热油加热控制开关,压机温控系统起动。
3、取下保压计时用时间继电器面板的防护罩,根据生产工艺中对工件压制时间的要求对压机的保压计时进行设定。
4、根据加工工件受力幅面的面积和生产工艺要求的加工工艺单位面积(kg/c㎡),从压机上附带的压制品压强表中,查找出工件应使用的最大压值,调节压力控制器的调钮进行压力设定。压力控制器表盘中的红针即为上限压力调控指针,黑针为系统工作指针。调钮顺时针调整设定压力值减小,逆时针调整设定压力值增大。
5、压机调整设定结束,待温度达到设定的温度后,就可以进行工件的压制施工了。
6、装压机的加工件在压机内如有歪斜,应用长木条拨正;压机加压闭合工程中,操作人员不得接触压板,严禁离岗,要密切注意设备的工作状况及压板间加工 德信诚培训网
更多免费资料下载请进: 好好学习社区 件的受压情况,如有异常应立即停止闭合。严禁在压机压板闭合工程中用手去碰触压机内的工件或压板及闭合机械传动部位,以防发生挤压,烫伤事故。
7、设定保压时间到点后,压机保压自动停止,压板降下,用木条将压制工件从压机内顶出,撤离压板。
8、工作结束,将压板表面清理干净,无压状态下闭合压板,待压机温度降至60℃以下后,关闭加热系统、总电源,清理现场。
二、注意事项
1、操作员必须经培训合格后方可上岗,非本机操作员不得操作机器;

怎样去掌控脉冲热压机温度?
在使用热压机的时候很多人可能会不知道如何更好的控制好温度,温度变化不定导致良品率降低这让很多 手机维修商家苦恼不已。亚兰电子可以帮助大家解决这个苦恼,告诉大家脉冲热压机温度如何控制。
对于这种升温快的设备, 其实并不都是靠温度反馈来控制的, 因为从加热到温度反馈回来是有滞后的,
就算是温度采集没滞后,加热到升温,温度传导也要时间了。只有温度变化慢需要稳定,不在变化时才能 用温度反馈来控制。要不然只要反馈滞后就很难控制,而温度从执行到反馈肯定滞后,速度越快时温度越 难控。所以,亿涛顺科技专业人员是不建议全用反馈控制的。
采集速度一般是200mS左右,用来显示也够了,快速升温主要是加热功率的控制, 升温不能靠PID的(稳 定时的PID也要自己处理一下),当然采集速度快了也有好处, 温度速度除了加热功率,还和传感器反应速
度有关,温度传导速度是主要的如果靠空气传导,传感器粗细就影响较大,就算空气到 300度,传感器也
要滞后一段时间才到300度,控制方式肯定要自己写,采集速度不必太苛刻。
如果升温较快冷却也较快,则不需要PID调整,温度到了就断开停止加热,温度低了就又加热的 ON/OFF 控制也不太好,温度容易过冲。应该用提前预置加热功率,把需要的加热功率计算出来直接输出此功率, 需要稳定性好的话,可以留一部分用做稳定时的 PID调整。温度不稳定的情况下可以调整 PID试试,如果调整不好可以考虑稳定的时候减少加热功率,加热功率 过大也不容易稳定。还有就是有没有外部温度冲击,这和冲压机工作状态有关,但温度稳定的原理就是加 热量=散热量,温度温度。加热大于散热量则温度上升。如果散热量变化不大可以用温控器 PID调整,如果
太大就要辅助其它手段。
一般情况下,脉冲热压机的温度都可以根据上述的方法进行控制,将温度控制在一个合理的范围内更 有助于最佳的工作状态。

脉冲加热处理技术在热压机领域的应用
脉冲加热处理技术是一种瞬间加热工艺,通过将电能或热能转化为热量,短时间内将被加工物料表面温度升高到非常高的程度,从而使物料表面发生相应的物理、化学变化。在热压机领域,脉冲加热处理技术因其快速、高效、节能的特点,已经成为一种受欢迎的加热方式,被广泛应用于各种材料的成型加工,如陶瓷、金属、复合材料等领域。本文将从脉冲加热技术的原理、技术特点、以及在热压机领域中的应用等方面进行阐述。
一、脉冲加热处理技术的原理
(1)脉冲加热处理技术具有快速加热、快速冷却、升温升得快、控温稳定等特点。
(2)脉冲加热处理技术通过选择合适的加热参数,可以精确地控制工件温度的上升速度和温度上限,从而实现更精细、高效的热加工控制。
(3)脉冲加热处理技术可以使加热板能够快速升温到所需要的温度,并且在加热过程中可以通过控温系统实时监测加热板的温度,以达到更准确的控温效果。
(4)脉冲加热处理技术在能源利用上比传统的热加工技术要更加节能,可以最大限度地减少能源浪费。
(1)在陶瓷制品加工中,采用脉冲加热处理技术,能够有效地提高产品的品质,减少产品的变形率、气孔率等。
(2)在金属制品加工中,脉冲加热处理技术可以有效地降低焊接温度,降低金属的应力状态,提高产品的质量。
(4)在模具制造领域,脉冲加热处理技术可以用于提高模具淬火的效率、降低生产成本,有效地提高模具生产效率和质量。
脉冲加热处理技术在热压机领域中的应用前景广阔,通过持续的研究和探索,相信将能够在未来引领更多的热加工领域的应用新方向。(5)在塑料制品加工中,脉冲加热处理技术在改善产品表面质量、降低生产成本等方面都具有重要的作用。
(6)在电子器件制造方面,脉冲加热处理技术也能够发挥出较好的优势,例如在电子零件的焊接过程中,需要快速加热,并保持一定的温度水平,这方面脉冲加热处理技术可以很好地实现要求。
脉冲式热压机详细介绍
1. 脉冲热压机优点及功能—际元SMT设备
2. 脉冲热压机种类
3. 脉冲热压机技术参数
1.脉冲热压机优点及功能:
产品优点:可实现超细间距焊接;温度,压力数字化;
焊接速度3-5S
产品功能:
可用于:
1.FPC-PCB焊接 2.FPC-FPC焊接
3.FPC-陶瓷片焊接 4.FPC-墨盒复加芯片焊接
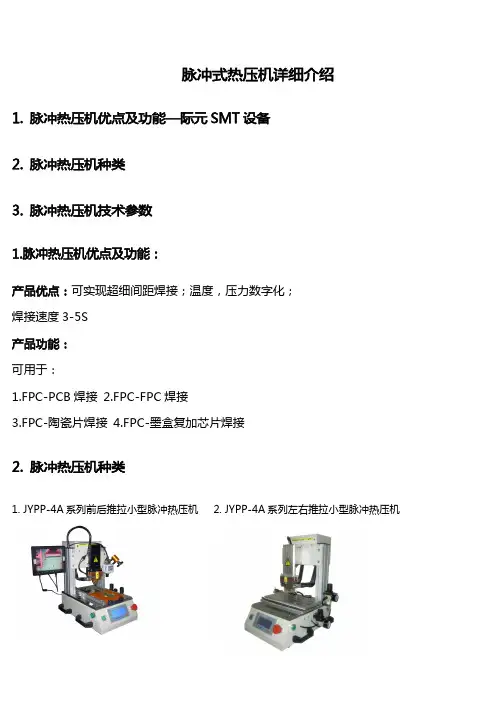
2. 脉冲热压机种类
1. JYPP-4A系列前后推拉小型脉冲热压机 2. JYPP-4A系列左右推拉小型脉冲热压机
3.触摸屏前后推拉脉冲热压机JYPP-3A 4.触摸屏转盘脉冲热压机JYPC-3A
5.双头双平台脉冲热压机JYPD-4A
3. 脉冲热压机技术参数 No. 技术参数 JYPC-3A JYPP-4A(前后) JYPP-4A(左右) JYPP-3A JYPD-4A JYPP-6D 1 机器尺寸(长*宽*高,mm) 660*660*720 440*440*530 490*300*510 660*660*700 880*660*700 840*610*350 2 工作尺寸(Max,mm) 120*120 150*150 150*150 200*170 150*200 180*220 3 机器重量(KG) 95 35 35 75 95 125 4 工作气压(Mpa) 0.6-0.80 5 电源 AC220V±10%50HZ.2300W AC220V±10%50HZ.3500W 6 升温设置 三段 7 工作环境 10-60℃,40%-95% 8 焊接压力 1-20KG 9 温度设置 RT∽500℃, 误差±5℃ 10 热压时间 1-99.9S 11 热压精度 Pitch 0.2mm 12 热压头尺寸(Max,mm) 60*3 60*5 60*5 60*3 60*3 130*3 13 焊接头平面度(mm) 0.02 14 焊接Pin距范围(mm) >0.2 15 对位方式 CCD+液晶显示器 人工对位 人工对位 CCD+显示器 CCD+显示器 人工对位 16 治具个数 2个 1个 2个 1个 2个 1个 17 放料方式 人工取放 18 启动方式 双手按制 19 加热方式 脉冲加热,上升时间为1-2S 20 平台方式 旋转平台 前后手动进出 左右自动推拉 前后自动进出 前后自动进出 手动进出 21 平台控制 精密电机,误差<0.02mm 气缸控制,误差<0.02mm 气缸控制,误差<0.02mm 气缸控制,误差<0.02mm 气缸控制,误差<0.02mm 气缸控制,误差<0.02mm