线材行业脉冲热压焊接机生产设备保养检点记录表单
- 格式:xls
- 大小:20.50 KB
- 文档页数:1
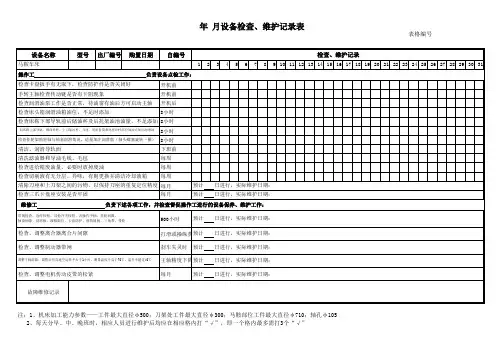
注:1、机床加工能力参数——工件最大直径φ500;刀架处工件最大直径φ300;马鞍部位工件最大直径φ710;轴孔φ105注:1、机床加工能力参数——各轴行程x787×y406×z406;注:1、机床加工能力参数——工件最大直径φ320;工件最大长度1000;轴孔φ52注:1、机床加工能力参数——磨削外圆直径范围φ8~φ200;工件最大重量50kg;最小进给0.001;工件最大长度5002、注意事项:a、更换砂轮时,检查砂轮允许最大线速度是否大于35m/s;砂轮是否存在有裂纹或不正常声音;应在水平误差≤0.02/1000的水平检查仪上校正砂轮静平衡,直径大于200mm的砂轮更换后装机修整砂轮、甩干水后应拆下再做一次静平衡;新更换的砂轮要进行至少5分钟的试运转,发现异常应立即停止使用。
b、启动砂轮时,操作者切勿站立在砂轮正前方;修整砂轮时,须在砂轮停转时拆卸砂轮修整器,严禁用手持金刚笔修整砂轮,干修时必须戴防护镜和口罩;头架变速必须在皮带和带轮静止时进行;卡盘装夹磨削时,工件装夹完毕后必须取下卡盘扳手后方可启动头架;顶尖磨时,装工件前应用清洁润滑油润滑顶尖,砂轮架退出且头架主轴停转后方可进行工件装卸;机床操作突然发生故障时,应立即按下急停按钮。
c、维护保养时,保持机床清洁,尤其是导轨面和上台面的清洁,防止生锈,防止杂质进入而使移动面拉毛,防止机床表面变色;机床检修时,注:1、机床加工能力参数——各轴行程x640×y400×z500;工作台面750×360注:1、机床加工能力参数——各轴行程x320×y400;250kg;工作台面360×610;最大厚400;Ra≤2.5μm;最大切割速度100mm2/min注:1、机床加工能力参数——最大钻孔直径φ50;注:1、机床加工能力参数——最大工件直径φ400;床鞍上工件最大直径φ200;最长工件L710;主轴孔φ52;行程:x275×z650注:1、机床加工能力参数——设备维修、保养记录设备维修、保养记录设备维修、保养记录设备维修、保养记录设备维修、保养记录/JG-CX-6-01-J309设备维修、保养记录设备维修、保养记录设备维修、保养记录设备维修、保养记录验收人:。
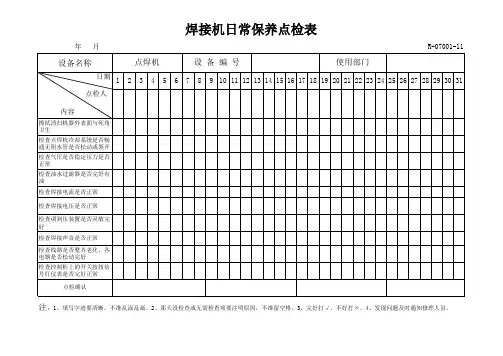
焊机保养记录表
炼铁二厂电焊机维护保养记录
班组:日期:年月--- 年月
焊机型号编号
焊机包机人焊机保养人
保养时间
(每两月保养一次)
检查项目
保养人
签字检查导线
检查接地
装置检查
防护罩及
外罩
检查一、二
次回路接线
柱和绝缘板
情况
检查运转
情况
清洁和整理
线头
检查各部件
的完好情况
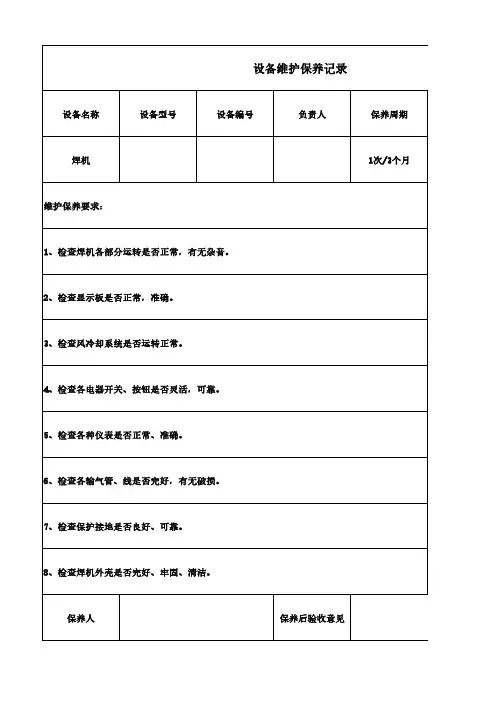
保养要求:
1、检查导线,各线路不得破损及短路,一次线规格必须符合要求,定型接头(铜鼻子)均应完好。
2、检查接地装置,铁壳开关和机体的接地,均应良好(并联接),电阻不得大于10欧姆。
3、检查防护罩及外罩,防护罩设置齐全,装置牢靠。
4、检查一、二次回路接线柱和绝缘板情况,接线柱表面平整不准有烧损,装接头时,上下面应垫铜垫圈然后拧紧螺母,绝缘板不准破裂和烧损。
5、检查运转情况,焊机运转时不得有噪音,否则应紧固各机构的螺栓。
6、清洁和整理线头,吹掉线圈上的灰尘,紧固铁芯夹箍螺栓,线圈和接线头应排列整齐,紧固接线柱内侧螺母。
7、检查各部件的完好情况,调节螺杆、调节手轮、机罩等均应完好,否则修理或更换已损坏的零件。
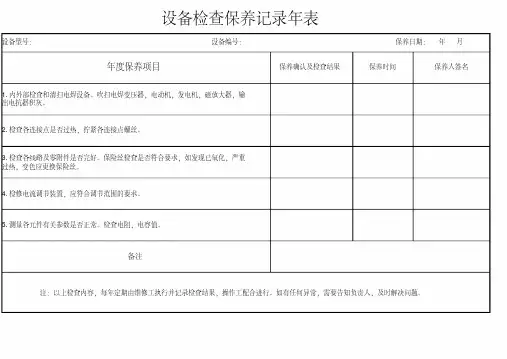
设备检查保养记录年表
设备型号:设备编号:保养日期:年月年度保养项目保养确认及检查结果保养时间保养人签名1.内外部检查和清扫电焊设备。
吹扫电焊变压器,电动机,发电机,磁放大器,输
出电抗器积灰。
2.检查各连接点是否过热,拧紧各连接点螺丝。
3.检查各线路及零附件是否完好。
保险丝检查是否符合要求,如发现已氧化,严重
过热,变色应更换保险丝。
4.检修电流调节装置,应符合调节范围的要求。
5.测量各元件有关参数是否正常。
检查电阻,电容值。
备注
注:以上检查内容,每年定期由维修工执行并记录检查结果,操作工配合进行。
如有任何异常,需要告知负责人,及时解决问题。
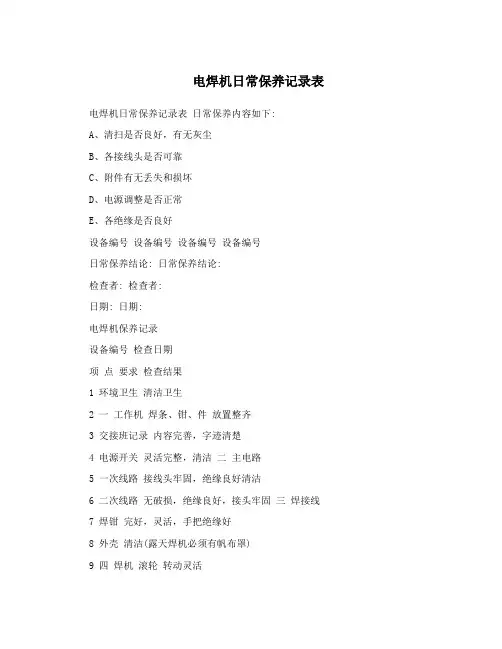
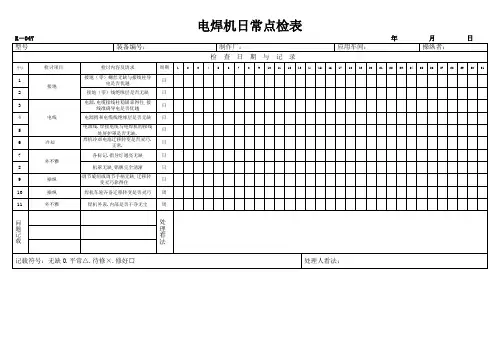
电焊机日常保养记录表电焊机日常保养记录表日常保养内容如下:
A、清扫是否良好,有无灰尘
B、各接线头是否可靠
C、附件有无丢失和损坏
D、电源调整是否正常
E、各绝缘是否良好
设备编号设备编号设备编号设备编号
日常保养结论: 日常保养结论:
检查者: 检查者:
日期: 日期:
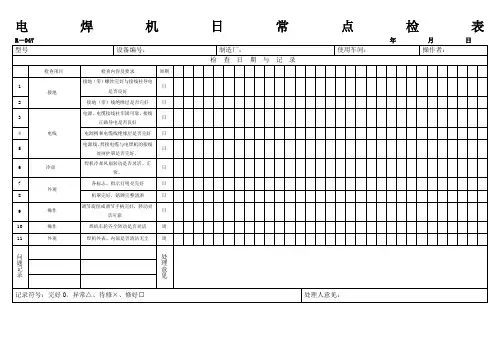
电焊机保养记录
设备编号检查日期
项点要求检查结果
1 环境卫生清洁卫生
2 一工作机焊条、钳、件放置整齐
3 交接班记录内容完善,字迹清楚
4 电源开关灵活完整,清洁二主电路
5 一次线路接线头牢固,绝缘良好清洁
6 二次线路无破损,绝缘良好,接头牢固三焊接线
7 焊钳完好,灵活,手把绝缘好
8 外壳清洁(露天焊机必须有帆布罩)
9 四焊机滚轮转动灵活
10 接地良好可靠
11 两线接头接触良好,无松动五调节器
12 器体和手柄调节灵敏、完好
13 整流器碳刷接触良好,表面清洁无凹坑六整流器
14 器体表面清洁
焊接时无特殊不正常声音,无过热15 七接通电源线现象
内容要求
一焊机内部清扫无灰。
线圈线无破损二各部螺钉禁锢不松动
三检查绝缘良好,接地可靠,箱壳不漏电四电气元件调整位置正确,接触良好五试焊无特殊噪音和过热现象。
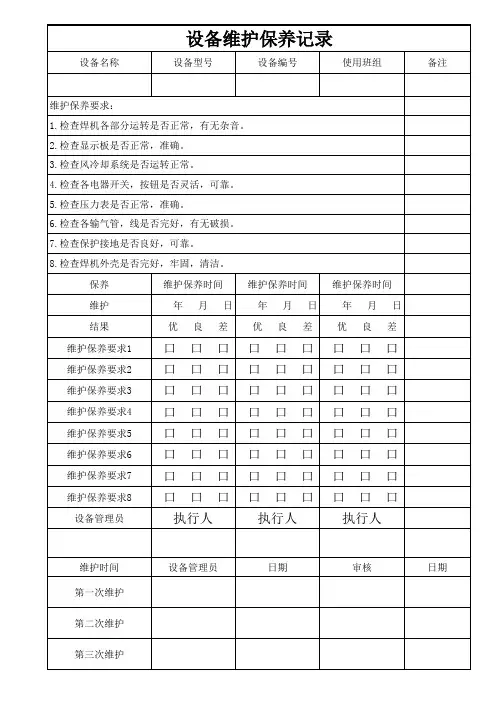
设备名称设备编号焊机
`
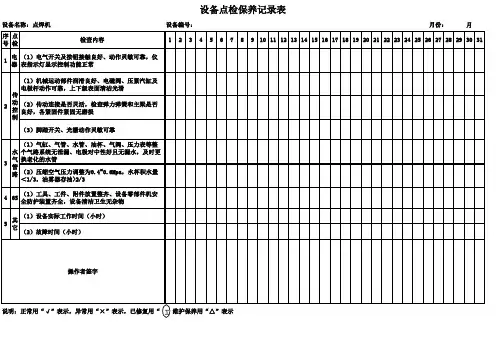
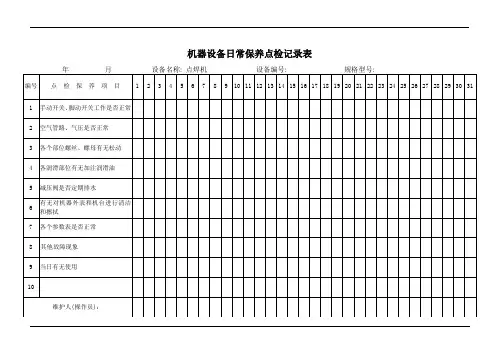
控制系统问题记录本月日检发现问题共 项检查部位2122设备日常点检保养记录表
年 月安全防护装置 机械
电气27282930312324252615161718192091011121314345678互锁及各限位是否可靠
安全防护装置是否完好
焊丝
焊丝输送系统是否正常12焊接速度调节是否正常
送丝速度调节是否正常
电缆、电线是否完好
电机、电器元件运行是否正常
轨道面是否有研伤
自锁卡紧及限位是否可靠
设备型号电压表是否稳定、准确
电流表是否稳定、准确
显示屏是否稳定、准确
各按钮、开关是否灵活、好用
检 查 内 容
显示仪表。