脉冲热压机介绍
- 格式:pdf
- 大小:496.09 KB
- 文档页数:3

怎样去掌控脉冲热压机温度?在使用热压机的时候很多人可能会不知道如何更好的控制好温度,温度变化不定导致良品率降低这让很多手机维修商家苦恼不已。
亚兰电子可以帮助大家解决这个苦恼,告诉大家脉冲热压机温度如何控制。
对于这种升温快的设备,其实并不都是靠温度反馈来控制的,因为从加热到温度反馈回来是有滞后的,就算是温度采集没滞后,加热到升温,温度传导也要时间了。
只有温度变化慢需要稳定,不在变化时才能用温度反馈来控制。
要不然只要反馈滞后就很难控制,而温度从执行到反馈肯定滞后,速度越快时温度越难控。
所以,亿涛顺科技专业人员是不建议全用反馈控制的。
采集速度一般是200mS左右,用来显示也够了,快速升温主要是加热功率的控制,升温不能靠PID的(稳定时的PID也要自己处理一下),当然采集速度快了也有好处,温度速度除了加热功率,还和传感器反应速度有关,温度传导速度是主要的如果靠空气传导,传感器粗细就影响较大,就算空气到300度,传感器也要滞后一段时间才到300度,控制方式肯定要自己写,采集速度不必太苛刻。
如果升温较快冷却也较快,则不需要PID调整,温度到了就断开停止加热,温度低了就又加热的ON/OFF 控制也不太好,温度容易过冲。
应该用提前预置加热功率,把需要的加热功率计算出来直接输出此功率,需要稳定性好的话,可以留一部分用做稳定时的PID调整。
温度不稳定的情况下可以调整PID试试,如果调整不好可以考虑稳定的时候减少加热功率,加热功率过大也不容易稳定。
还有就是有没有外部温度冲击,这和冲压机工作状态有关,但温度稳定的原理就是加热量=散热量,温度温度。
加热大于散热量则温度上升。
如果散热量变化不大可以用温控器PID调整,如果太大就要辅助其它手段。
一般情况下,脉冲热压机的温度都可以根据上述的方法进行控制,将温度控制在一个合理的范围内更有助于最佳的工作状态。
脉冲加热处理技术在热压机领域的应用脉冲加热处理技术是一种瞬间加热工艺,通过将电能或热能转化为热量,短时间内将被加工物料表面温度升高到非常高的程度,从而使物料表面发生相应的物理、化学变化。
在热压机领域,脉冲加热处理技术因其快速、高效、节能的特点,已经成为一种受欢迎的加热方式,被广泛应用于各种材料的成型加工,如陶瓷、金属、复合材料等领域。
本文将从脉冲加热技术的原理、技术特点、以及在热压机领域中的应用等方面进行阐述。
一、脉冲加热处理技术的原理(1)脉冲加热处理技术具有快速加热、快速冷却、升温升得快、控温稳定等特点。
(2)脉冲加热处理技术通过选择合适的加热参数,可以精确地控制工件温度的上升速度和温度上限,从而实现更精细、高效的热加工控制。
(3)脉冲加热处理技术可以使加热板能够快速升温到所需要的温度,并且在加热过程中可以通过控温系统实时监测加热板的温度,以达到更准确的控温效果。
(4)脉冲加热处理技术在能源利用上比传统的热加工技术要更加节能,可以最大限度地减少能源浪费。
(1)在陶瓷制品加工中,采用脉冲加热处理技术,能够有效地提高产品的品质,减少产品的变形率、气孔率等。
(2)在金属制品加工中,脉冲加热处理技术可以有效地降低焊接温度,降低金属的应力状态,提高产品的质量。
(4)在模具制造领域,脉冲加热处理技术可以用于提高模具淬火的效率、降低生产成本,有效地提高模具生产效率和质量。
脉冲加热处理技术在热压机领域中的应用前景广阔,通过持续的研究和探索,相信将能够在未来引领更多的热加工领域的应用新方向。
(5)在塑料制品加工中,脉冲加热处理技术在改善产品表面质量、降低生产成本等方面都具有重要的作用。
(6)在电子器件制造方面,脉冲加热处理技术也能够发挥出较好的优势,例如在电子零件的焊接过程中,需要快速加热,并保持一定的温度水平,这方面脉冲加热处理技术可以很好地实现要求。
(7)在汽车制造中,脉冲加热处理技术可以用于和熔接车身件、发动机部件、钢制零部件等的制造、修补和焊接,提高产品的质量和生产效率。
脉冲热压焊哈巴焊接的工作原理特点及应用
一、脉冲热压焊哈巴焊接的工作原理:
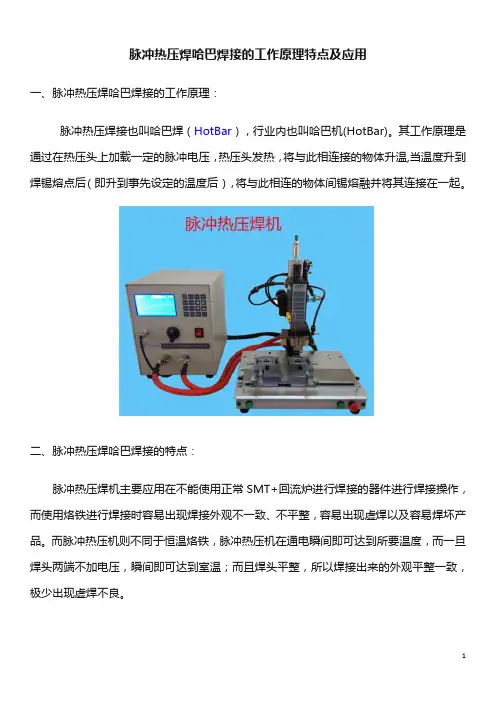
脉冲热压焊接也叫哈巴焊(HotBar),行业内也叫哈巴机(HotBar)。
其工作原理是通过在热压头上加载一定的脉冲电压,热压头发热,将与此相连接的物体升温,当温度升到焊锡熔点后(即升到事先设定的温度后),将与此相连的物体间锡熔融并将其连接在一起。
二、脉冲热压焊哈巴焊接的特点:
脉冲热压焊机主要应用在不能使用正常SMT+回流炉进行焊接的器件进行焊接操作,而使用烙铁进行焊接时容易出现焊接外观不一致、不平整,容易出现虚焊以及容易焊坏产品。
而脉冲热压机则不同于恒温烙铁,脉冲热压机在通电瞬间即可达到所要温度,而一旦焊头两端不加电压,瞬间即可达到室温;而且焊头平整,所以焊接出来的外观平整一致,极少出现虚焊不良。
三、其中PCB焊盘的上锡方式主要有两种:
1.先把锡膏印刷于电路板(PCB)的焊盘上,经回焊炉后将锡膏融化并预先焊于电路板上,随后将待焊物放置于已经印有锡膏的电路板上,然后再利用热压头的热将焊锡融化并连接导通两个需要连接的电子零组件。
2.电路板上的焊盘没有预上锡或不好预上锡,直接通过点锡膏的方式点在焊盘或待连接的线材、FPC等,再通过热压头直接焊接,因热压头的热量是直接作用在锡膏上的,锡膏属于瞬间受热,需要采用防飞溅的锡膏才能满足要求!关于防飞溅的热压焊锡膏产品介绍如下:
四、脉冲热压焊哈巴焊接的应用:
脉冲热压焊接广泛应用于如下场合:高密度FPC/FFC与PCB/LCD压接和触摸屏生产工艺及设备中,如漆包线,FPC焊接,连接器焊接,极细线行业焊接,无线充电器焊接,光通讯元件焊接,数据线焊接,手机数据线焊接,线缆连接器焊接,无线充焊接,柔性线路板焊接,光模块焊接等产品的焊接。
脉冲热压焊接机原理
脉冲热压焊接机是一种通过加热和压力使两个金属部件连接在一起的设备。
它的工作原理如下:
1. 加热:脉冲热压焊接机通过高频电流加热金属部件的接口处,使其达到熔点。
2. 施压:在金属部件达到熔点后,设备施加压力,使两个部件连接在一起。
3. 冷却:在连接完成后,设备会停止加热并保持压力,使接口处冷却并固化。
脉冲热压焊接机的优点包括焊接速度快、连接强度高、适用范围广等。
它适用于各种金属材料的连接,如铝、铜、钢等。
同时,它也适用于不同形状和尺寸的部件连接,如导线、电缆、管子等。
脉冲热压焊接机是一种高效、可靠的金属连接设备,广泛应用于电子、汽车、航空航天等领域。
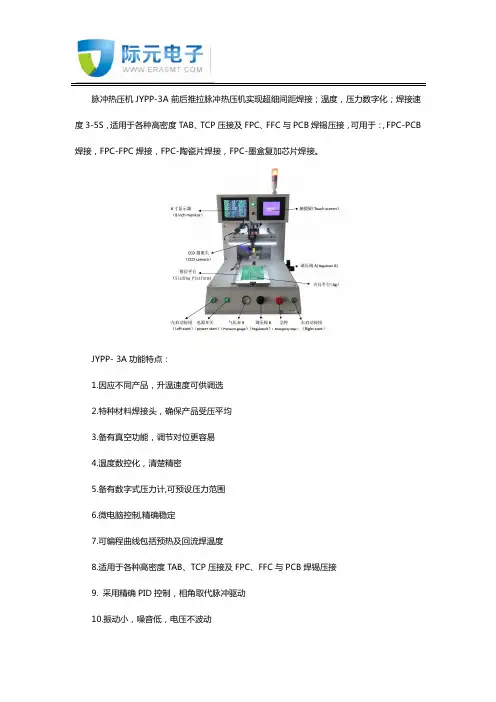
脉冲热压机JYPP-3A前后推拉脉冲热压机实现超细间距焊接;温度,压力数字化;焊接速度3-5S,适用于各种高密度TAB、TCP压接及FPC、FFC与PCB焊锡压接,可用于:,FPC-PCB 焊接,FPC-FPC焊接,FPC-陶瓷片焊接,FPC-墨盒复加芯片焊接。
JYPP- 3A功能特点:1.因应不同产品,升温速度可供调选2.特种材料焊接头,确保产品受压平均3.备有真空功能,调节对位更容易4.温度数控化,清楚精密5.备有数字式压力计,可预设压力范围6.微电脑控制,精确稳定7.可编程曲线包括预热及回流焊温度8.适用于各种高密度TAB、TCP压接及FPC、FFC与PCB焊锡压接9. 采用精确PID控制,相角取代脉冲驱动10.振动小,噪音低,电压不波动11.实时显示温度曲线及温度数据12.触摸屏输入数据,操作简化。
2. JYPP-3A技术参数机器尺寸:660×660×700mm工作尺寸:Max200*170mm机器重量:75Kg工作气压:0.6-0.8Mpa电源:AC220V±10% 50HZ,2200W 升温设置:两段工作环境:10-60℃,40%-95%焊接压力:1~20Kg温度设置:RT~500℃误差±5℃热压时间:1~99.9s热压精度:pitch0.2mm热压头尺寸:MAX 60X3mm热压治具:1个对位方式:CCD+液晶显示器放料方式:人工取放启动方式:双手按制加热方式:脉冲式加热,上升时间为1-2秒推拉平台:气缸控制,误差<0.02mm东莞市际元电子设备有限公司是大陆早批的表面装贴系统SMT周边加工设备生产制造商,是一家集研发、制造、销售、服务为一体的专业化电子设备生产厂家。
公司发展至今,具有多年研发、生产经验及生产能力,拥有长期致力于自动控制产品,研究及软件編程的技术人员和销售团队。
公司主要产品有:PCB分板机,PCB曲线分板机,FPC冲床分板机,脉冲热压机,恒温热压机,点胶机,钻孔机,分板治具,热压机焊头,模具及其他非标自动化设备,并取得成就。
脉冲机工作原理
脉冲机是一种能够产生脉冲信号的设备,其工作原理基于电子元件的开关行为和电路的反馈机制。
以下介绍脉冲机的工作过程和原理,不包括标题重复的内容。
脉冲机由一个由开关控制的电容器和电感器组成。
当开关打开时,电容器开始充电,而电感器则断开电流通路。
在电容器充电的过程中,电压逐渐增加。
当电容器充满电后,开关关闭,此时电容器释放储存的电荷,并将电荷传递给电感器。
电容器放电时,电压会急剧下降,而电感器会产生电流。
该电流通过反馈电路回到电容器,此时会使电容器重新充电,并启动下一次充电和放电过程。
该反馈机制不断重复,产生一系列脉冲信号。
脉冲机的工作原理主要基于电流和电容的相互作用。
在充电阶段,电容器反应相对较快,电压上升;而在放电阶段,电感器反应更迅速,电压降低得更快。
这种相互作用产生了脉冲信号的波形。
脉冲机的工作原理与频率调节有关。
通过调整开关的频率,可以改变脉冲信号的频率。
较低的频率意味着较长的充电和放电时间,而较高的频率则意味着更快的充电和放电过程。
总之,脉冲机的工作原理可以归结为一个由开关、电容器和电
感器组成的反馈电路系统。
通过不断充电和放电过程,脉冲机能够产生一系列脉冲信号,频率可通过调节开关控制。
脉冲机工作原理
脉冲机是一种常见的工业自动化设备,其工作原理如下:
1. 传感器采集:脉冲机通常配备了相应的传感器,用于感知外部环境或工件状态。
比如,光电传感器可以用于检测物体的存在与否,或者通过测量物体的光强度来判断其位置。
2. 控制信号生成:传感器所采集到的信号经过处理,生成相应的控制信号。
控制信号可以是电压或电流信号,也可以是数字信号,用于控制脉冲机的运动。
3. 伺服系统控制:根据生成的控制信号,脉冲机的伺服系统被调节以实现精确的运动控制。
伺服系统通常由伺服电机、编码器和控制器组成。
编码器用来测量轴的位置和速度,并将其信息反馈给控制器,从而实现闭环控制。
4. 脉冲输出:根据控制信号的变化,控制器会输出相应的脉冲信号。
脉冲信号的频率和脉冲数目决定了脉冲机的运动方式和速度。
通常,脉冲信号通过驱动电路放大后,驱动伺服电机实现精确的运动。
5. 运动执行:当脉冲信号被伺服电机驱动时,脉冲机开始运动。
根据脉冲信号的变化,伺服电机会根据编码器的反馈调整其运动状态,以实现精确的位置控制。
总体来说,脉冲机通过传感器感知外部环境或工件状态,生成相应的控制信号,并通过伺服系统和脉冲输出实现精确的运动
控制。
这种工作原理使得脉冲机在各种工业自动化应用中具有广泛的应用。
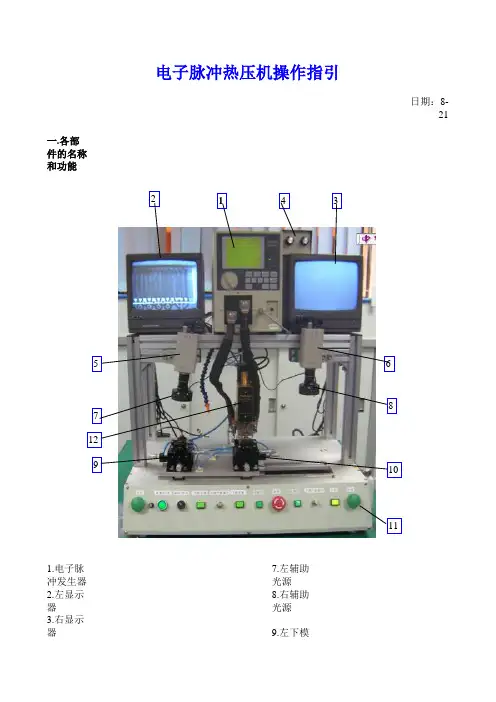
日期:8-21一.各部件的名称和功能1.电子脉冲发生器7.左辅助光源2.左显示器8.右辅助光源3.右显示器9.左下模4.辅助光源控制盒10.右下模5.左摄像头11.控制面板6.右摄像头12.焊头部分注意:开机时先开启总电源,然后再打开电子脉冲发生器的电源,关机时先关电子脉冲发生器的电源,然后再关闭总电源电子脉冲热压机操作指引123456879101112(一)电子脉冲发生器1.状态显示灯2.显示屏3.功率调节器4.脉冲输出电缆5.电源开关6.数据线7.操作按键面板1234567(二)状态显示灯◆ ERROR:表示有错误产生◆ REDAY 显示准备完成,可以进行加热◆ HEAT :显示电流已通过焊咀,正在加热过程中◆ S-POINT:当设定的焊锡凝固温度达到时,该指示灯会亮起,焊头会上升(三)显示屏◆ 程序号显示区域:用来显示已经选择的程序号码◆ 信息显示部位:用来显示操作错误或不良的监视错误信息◆ 曲线图温度显示范围:用来显示温度曲线图的数值范围◆ 焊咀温度显示部分:用来显示焊咀的温度温度曲线图数值范围转换为每100℃,通过(SHIFT)+(<)或(SHIFT)+(>)键来执行◆ 监视器结果显示部分:用来显示第一、第二段判断形式和TC 或ATC 检测值◆ 目标温度设定值显示部分:用来显示第一、第二段的温度设定目标值◆ 温度曲线图显示部分:用来显示加热结果的温度曲线图,也同时显示预设的温度曲线图.◆ 指针显示数据部分:用来显示指针与曲线图交叉点的时间的温度数据程序号码机器型号曲线图温度显示范围焊咀温度显示区域监视器结果显示部分I 初步加热情况显示区目标设定值显示区区域温度曲线图盒轮廓图显示区域指针显示数据显示区域曲线图时间范围显示初始设置点为0,用“+”“-”键来移动指针来查看不同的时间的温度值◆ 曲线图时间范围显示:用来显示温度曲线的时间轴范围◆ 初步的加热情况显示部分(四)操作按键面板◆ PROGAM:用来转换程序号,当按触此按键后,利用+,-来转换程序号,选择程序◆ DATA SET:用该键转换和设定加热参数◆ OPERATE:当加热参数设定完成或程序号选定后,转换到该模式就可进行焊接操作◆ PARAMRTER:用于设定该设备的基本参数,一般情况不使用◆ +,-:用来调节设定值的大小或范围◆< ,>,∧,∨:用来移动光标◆ IDLE:同时按住SHIFT键和IDLE,用来开启和停止闲置加热◆ SHIFT:用于和其他键联合使用◆ NEXT: 用于转换到下一页面(五)焊头部分电极焊头压力调节器感温线钛合金焊咀(六)下模部分X方向调节器工件X方向微调真空接头Y 方向调节器(七)控制面板:◆开始:左右开始同时按住,设备工作◆电源开/关:开启关闭总电源◆自动/手动:自动与手动之间转换◆气缸左推:使气缸向左运动◆右推气缸调节:调节右推气缸的速度◆气缸右推:使气缸向右运动◆左真空:开启左下模真空◆急停:紧急停止开关◆右真空:开启右下模真空◆左推气缸调节:调节左推气缸的速度◆下压:手动模式下启动脉冲,上模下压二:参数设定按下DATE SET键,进入数据设定模式第一页:(1).开始温度:设定温度曲线开始的温度值,设定范围为:HTT,0-600,单位:℃(2)第一段温度设定:设定第一段加温的温度值设定范围:0-600℃(3)第二段温度设定:设定第二段加温的温度值设定范围:0-600℃(4)闲置温度设定:设定闲置时的温度值设定范围:0-350℃(5)时间单位设定:用来设定(6)-(9)的时间单位设定范围:X10ms X100ms(6)(8)第一段和第二段温度的上升加热时间(7)(9)第一段和第二段温度的加热保持时间设定范围:0-9990不能设定在第一段加热保持时间(10)PID增进设定用于优化温度曲线,设定范围:55,56,65,66共4个值可用(11)TRL设定:最大脉冲长度限制设定,用来优化曲线,设定范围:0-90.(12)电流大小设定:一般选定2档.不推荐调节此参数。
脉冲热压机工作原理
脉冲热压机是一种通过脉冲热压的方式将材料加热并加压以加工、连接或改变材料性质的设备。
其工作原理主要包括以下几个方面:
1. 加热:脉冲热压机通常采用电阻加热器或激光加热器等方式对材料进行加热。
加热过程一般会涉及到控制加热温度和加热时间等参数以确保材料达到所需的温度。
2. 加压:在加热过程中,脉冲热压机会通过一对上下加压头对加热后的材料进行加压。
加压的目的是使得材料能够更好地接触,并在压力的作用下实现所需的加工或连接效果。
3. 冷却:在完成加热和加压后,脉冲热压机需要将加工件或连接部分进行冷却。
冷却过程一般会在适当的时间内进行,以确保材料在良好连接或加工完成后能够快速冷却并固化。
4. 控制系统:脉冲热压机一般配备有相应的控制系统,用于精确控制加热、加压、冷却时间和温度等参数。
这样可以保证加工的稳定性和可靠性,并能够满足不同材料或加工要求的需要。
脉冲热压机的工作原理可以根据具体设备的设计和使用情况而有所差异,但以上几个方面是其一般工作原理的基本概述。
关于热压机的相关信息概述一、热压机结束时为什么要采用三段降压?热压过程结束时,板坯中部高温区还存在大量蒸汽和过热水。
为了提高热压机生产能力,并确保降低过程中不发生质量事故,降低过程应根据水分蒸发的动态,分为三个阶段进行。
降压的第一个阶段,是从工作压力降到“平衡压力”。
这一阶段,热压机对板坯的压力高于板坯内部蒸汽压力,因此板坯内部水分基本上不蒸发,所以可以采取快速降压。
“平衡压力”就是与板坯内部蒸汽压力基本保持平衡的热压板压力,在普通胶合板热压胶合中为3—4公斤/平方厘米。
降压的第二阶段是从“平衡压力”降到零。
这一阶段,板坯内部的过热水大量汽化,具有较大的膨胀力,如降压过快,板坯内外会产生急剧的压力差,使大量的水蒸气以很高的速度从板坯内部向四周逸出(冲出胶层),引起局部脱胶(鼓泡)。
因此,这一阶段应慢慢降压,要求降压速度与胶合板中蒸汽逸出的速度基本上相适应,具体掌握时应考虑胶合板的层数、热压温度、单板的含水率高低,涂胶量大小等因素。
一般胶合板层数多、压板温度高、单板含水率高、涂胶量大时,降低速度应慢一些;反之,则应快一些。
降低所需要的时间,一般脲醛树脂胶三合板约30—50秒,多层板50—80秒。
蛋白质胶合板坯内水分较多,降低时间应相应延长一些。
降低的第三阶段,是从板坯上的压力为零到热压板完全张开,解除热压板对胶合板的最后约束。
这一阶段可用较快速度进行。
但对多层热压机,由于压板自重,低下几层板坯承受的压力较大,因此应适当减慢这几层压板的张开速度。
热压胶合中,胶合板中的水分绝大部分在这一阶段排出,一般可使含水率减少约6—8%。
二、关于多层板热压机1、日常维护工作。
(1)热电偶在完成200K次后也需要更换。
(2)夹具之电木部分必须每班进行清洁,约六个月需更换一次。
(3)检查夹具平衡度,要每天检查一次,以保证生产的质量与保护压头的寿命。
(4)定期检查压头的螺丝,夹具的螺丝是否松脱,定位螺丝和缓冲位置是否合适。
脉冲热压机工作原理
脉冲热压机是一种利用脉冲热能和压力进行加热和压制的设备。
其工作原理如下:
1. 加热:首先将待加工的材料放置在热压机的加热区域中。
然后通过传导、辐射、对流等方式将热能传递给材料。
脉冲热压机通常使用电阻丝或加热板作为加热元件,通过通电或加热源加热元件,产生高温。
2. 压制:在加热的过程中,脉冲热压机会施加压力到材料上。
这个压力可以通过液压系统、气压系统、弹簧等方式提供。
通过施加压力,可以使材料在高温下发生塑性变形。
3. 快速加热和冷却:与传统的热压机不同,脉冲热压机在加热和冷却方面能够更加快速。
其快速加热的原因主要是利用了脉冲热能的特点,即能够在极短的时间内将能量集中释放到材料上。
冷却则可以通过加水或者其他冷却介质来实现。
4. 高效加工:由于脉冲热压机在加热和压制方面的快速性,它能够在短时间内完成材料的塑性变形。
这种高效加工的特征使得脉冲热压机在一些需要高效率和高质量加工的领域得到广泛应用。
总结起来,脉冲热压机通过施加脉冲热能和压力,使材料在短时间内发生塑性变形,从而实现高效加工。
它的工作原理包括加热、压制、快速加热和冷却等过程。
热压机的工作原理
热压机是一种用于对材料进行热压成型的设备。
其工作原理如下:
1. 准备材料:将待加工的材料准备好,通常是以片状或粉末状的形式存在。
2. 加热:将待加工的材料放置在热压机中的加热区域,通常是一个加热板或加热室。
然后,通过加热板或加热室中的加热元件(如发热管)将材料加热到一定温度。
3. 施加压力:一旦材料达到所需的温度,就施加压力使其受到压缩。
压力可以通过液压系统或机械装置产生。
压力的大小取决于材料的性质和所需的成型效果。
4. 热压成型:在温度和压力的作用下,材料开始发生塑性变形。
压力使材料的表面接触紧密,从而使材料分子间的结合更加牢固。
这种过程有助于形成所需的形状和结构。
5. 冷却:一旦形状和结构得到满足,停止施加压力并进行冷却。
冷却阶段是为了确保材料能够保持其形状和结构,以防止变形或损坏。
以上就是热压机的工作原理。
通过加热和施加压力,热压机能够使材料在高温和高压的环境下得到成型,从而满足特定的工程或制造要求。
热压机原理
热压机是一种常见的机械设备,用于将材料加热至高温、并通过施加压力将其压实成形的过程。
其工作原理主要包括以下几个方面:
1. 加热系统:热压机的加热系统通常采用电加热、燃油加热或蒸汽加热等方式。
通过加热系统将压板和压模加热至一定温度,使待加工的材料变软、易塑性变好。
2. 压制系统:压制系统由压板、压模和液压系统组成。
在加热后的材料放置在压模上,随后液压系统施加压力,使材料受到强大的力量作用。
通过调整液压系统的压力大小和时间,可以控制材料的成型压力和时间。
3. 冷却系统:在完成压制成型后,需要对成品进行快速冷却。
冷却系统通常采用冷却水或冷却气体进行散热,以确保成品保持所需的形状和性能。
热压机的工作过程可以简单概括为:首先,将待加工的材料放置在压模上;然后,通过加热系统将压板和压模加热至一定温度;接着,液压系统施加压力,将材料受到强力压实成型;最后,通过冷却系统对成品进行快速冷却,使其保持所需的形状和性能。
总的来说,热压机通过加热和施加压力对材料进行加工,使其达到所需的形状和性能。
这种工艺广泛应用于金属加工、塑料
加工、木材制品等领域,为各行业的生产提供了有效的解决方案。
电子工艺技术Electronics Process Technology962021年3月第42卷第2期摘 要:随着国内液晶显示器市场的迅猛发展,相应的LCM邦定专用设备也日益受到越来越多的生产厂家的高度重视。
恒温热压与脉冲热压是邦定设备上最常用的两种热压方式。
详细阐述了这两种热压方式的功能特点及其优缺点,便于厂商根据自身产品合理选择热压方式。
关键词:LCM;LCD;FPC;邦定;脉冲中图分类号:TN873 文献标识码:A 文章编号:1001-3474(2021)02-0096-03Abstract: With the rapid development of domestic LCD market, more and more manufacturers attach great importance to LCM bonding special equipment. Thermostatic pressing and pulse hot pressing are the two most commonly used hot pressing methods on bonding equipment. The function characteristics, advantages and disadvantages of the two hot pressing methods are described in detail, on the whole bonding process, which is convenient for manufacturers to choose hot pressing methods according to their own products.Keywords: LCM; LCD; FPC; bonding; pulseDocument Code: A Article ID: 1001-3474 (2021) 02-0096-03恒温热压与脉冲热压的优劣分析Analysis of Advantages and Disadvantages to Thermostatic Pressing and PulseHot Pressing魏静,田辉WEI Jing, TIAN Hui(中电科风华信息装备股份有限公司,山西 太原 030024)( CETC FengHua Information Equipment Co., Ltd., Taiyuan 030024, China )液晶显示器广泛用于彩电、台式电脑、笔记本电脑、手机、数码相机和各种自动化系统的显示产品中。
脉冲热压机介绍
1. 脉冲热压机及精密脉冲加热电源原理-东莞际元设备JYPP-4A/JYPC-2A/JYPC-3A
2. 脉冲热压机fpc/ffc焊接热压焊机的优势
3. 脉冲热压机fpc/ffc焊接脉冲热压焊机的特点
4. 脉冲热压机脉冲电源加热方式的应用例
1、脉冲热压机的原理、精密脉冲加热电源原理
1、脉冲电源加热方式是利用脉冲电流流过钼、钛等高电阻材料时产生的焦耳热去加热焊接的方式。
一般要在加热咀的前端连接有热点偶、由此而产生的起电力实时反馈回控制电源来保正设定温度的正确性。
2、脉冲电流加热装置是瞬间加热方式,只在需要熔化焊锡时进行通电加热。
3、金属制的焊咀有电流通过时发热后熔化焊锡。
焊锡熔化后停止通电、进行冷却。
加压状态直到焊锡凝固为止,可以得到高信赖性的没有虚焊、浮起的焊接。
2、脉冲热压机fpc/ffc焊接热压焊机的优势
1、机器作业,可提高焊接效率,减少一半的焊接操作工;
2、焊接一致性好;
3、无短路、虚焊现象,无浮起的焊接
3、脉冲热压机fpc/ffc焊接脉冲热压焊机的特点
1、采用先进的段控控温系统,可灵活设置各段加温状态。
对温度、时间等参数能高精度地加以控制。
2、升温迅速稳定、局部瞬时加热方式能良好地抑制对周围元件的热影响。
3、加压时通电加热和断电冷却同时进行、防止了结合部浮起、虚焊。
最适合于柔性材、线材的热压焊、焊锡焊接及树脂粘结。
4、显示各阶段的温度。
5、热电偶的闭环在线反馈控制提高温度的精确度,温控精度在3%左右。
6、焊接压力、焊接时间、焊接温度可精确调节。
7、可存贮20组焊接参数更换产品时非常方便。
8、多个焊点一次完成,效率高、一致性好、焊接强度高、焊点美观、操作简单。
9、10万次的焊头寿命,为贵客户创造价值.
特别适用于fpc to pcb / hsc(斑马纸) to fpc(柔性线路板)/ hsc to lcd /tab to pcb 斑马条tab等产品的焊接.
4、脉冲热压机脉冲电源加热方式的应用例
1、lcd、pdp、手机等电子产品内的柔性线路板的热压接、焊锡焊接等。
2、hdd、线圈、电容、电机、传感器等漆包线的焊锡焊接。
3、电脑等通信机器内的线缆、连接口的焊锡焊接。
4、数码相机、手机等的cmos、ccd与fpc板的焊锡焊接。
5、继电器、打印机、小型相机等的树脂热压结合。
6、微波器件内部的金线热压结合。
7、激光头连接fpc的焊锡焊接。