产品标准工时观测表
- 格式:docx
- 大小:19.57 KB
- 文档页数:2
产品标准工时观测表
公司内部编号:(GOOD-TMMT-MMUT-UUPTY-UUYY-DTTI-产品标准工时观测表
产品型号: 工序别: 日期:
序号 工序名 时间 操作者 次数 平均 备注 1 2 3 4 5 6 7
试产
量产
试产
量产
试产
量产
试产
量产
试产
量产
试产
量产
试产
量产
试产
量产
试产
量产
试产
量产
试产
量产
试产
量产
试产
量产
试产
量产
试产
量产
试产
量产
产品标准工时观测表
公司内部编号:(GOOD-TMMT-MMUT-UUPTY-UUYY-DTTI-产品标准工时观测表
产品型号: 工序别: 日期:
序号 工序名 时间 操作者 次数 平均 备注 1 2 3 4 5 6 7
试产
量产
试产
量产
试产
量产
试产
量产
试产
量产
试产
量产
试产
量产
试产
量产
试产
量产
试产
量产
试产
量产
试产
量产
试产
量产
试产
量产
试产
量产
试产
量产

人工工时计算公式服装
标准工时为正常工时*(1+宽放率);其中宽放率为(标准工时-实测工时)/实测工时*%;而正常工时是人工操作单元工时(经过速度评比)+机器自动作业工时(不可作速度评比)的总和。
法律依据:
《中华人民共和国劳动法》第三十六条
国家实行劳动者每日工作时间不超过八小时、平均每周工作时间不超过四十四小时的工时制度。
第三十七条
对实行计件工作的劳动者,用人单位应当根据本法第三十六条规定的工时制度合理确定其劳动定额和计件报酬标准。
第三十八条
用人单位应当保证劳动者每周至少休息一日。
轻易观测
1、秒表测量法,即使用秒表(也叫码表)进行直接测量的方法,通常选择一般熟练员工在正常环境下作业,进行时间测量;秒表测量也有多种方法,可以选择使用多次测量,也可以选择连续测量;
既定时间标准预设(predetermined time standards, pts)法 它就是将形成工作单元的动作分解成若干个基本动作,对这些基本动作展开详尽观测,然后制成基本动作的标准时间表。
2、模特法,即将人体的各种动作分解为21种基本的动作,制定标准工时的时候,将员工作业的动作分解成模特法中对应的动作,并根据对应动作相对应的时间来制定标准工时,模特法中最基本的动作单元时间为0.秒,可以根据熟练度等条件不同而加以调整;
3、通俗易懂工作因素法(bwf:brief work factor ),bwf也就是将各种动作分解成基本动素,基本单位为bu,每个bu的时间为0.06秒,每个动素为5个bu,通过将员工动作水解为bwf中的基本动素,以制订标准工时。

IE标准工时制作标准
一、标准时间的定义:
标准工时(standardtime)简称:S.T指的是适于从事某项特定工作(作业)的熟练工作(操作)者,在特定的工作环境条件下,用规定的作业时间和设备,以持续工作而又不感到疲劳并在给予必要的宽余时间情况下,完成规定的工作数量和质量所需要的时间.简单的说,就是在一定条件下,完成一定质量的数量的工作所必需的时间.
标准时间的概念,来源于泰勒的”公平的一天工作量(fairday’work)理论,泰勒在研究企业的科学管理,提高生产效率过程中,为了制定工人的操作标准,以便实行有差别的计件工资制(即按操作标准工作的工人其计件单价高于不按操作标准工作的工人),主张以”最好的工作方法”“平均水平的操作者”“正常的速度”为前提的“公平的一天工作量”作为客观的工作标准.从而产生了标准时间的概念.
二、标准时间的用途
1.作业方法的比较选择
对于不同的方法透过方法研究、时间研究,可以选择最好的作业方法
2.工厂布置之依据
有了产品,制程作了分析,每个作业制定了标准时间,即可测算每个作业(部门)的负荷,依据负荷测算所需的作业空间,可达到更为流畅的工厂布置.
3.可预估工厂负荷产量
工厂空间有多大,制程上有了标准时间,即可测算工厂产能.
4.生产计划的基础
生产管制部门的生产计划,因有了标准时间,可以更精确的做生产计划,如在进度控制上有了问题,也可以依标准时间来做人力调整.
5.可作为人力增减之依据
做何产品?计划产量多少?工作日多少?每日计划工作时间多少?
有了上面的信息再加上有了标准时间,即可计算所需的人力,也就可有准备的进行增补或调整.
6.可作为新添机器设备的依据
机器产能(标准时间换算)可得知生产量起伏时所需要之机器数量.
7.流水线生产之平衡
一条流水线,诸多任务序,依各工序的标准时间来配置人力,使生产线平衡,流畅.
8.可决定人工成本
对制造成本及外加工之费用可依标准时做基础来估算.

深圳创维数字技术股份有限公司
- 1 –
※ 本文件之著作权及营业秘密内容属于深圳创维数字技术股份有限公司,非经公司准许不得翻印※
管 理 体 系 工 时 规 范
工 时 效 率 管 控 规 范
文 件 编 号: SWD/QR-26-XX 版本/版次: A/1
编 制 部 门: 制造中心工程部 日 期: 2011年06月21日
生 效 日 期: 2011年XX月XX日 受控状态:■受控文件 □非受控文件
文 档 密 级: 内部公开
文
件
分
发 公司本部 □总裁 □董事 □副总裁 □管理者代表
□总裁办公室 □公司质量部 □研发中心 □中国区营销中心
□海外营销中心 □采购工程部 □财务部 □人力资源部
□项目管理部 □计划采购部 □消费电子产品部 □法务/证券部
制造中心 □工程部 □计划部 □制造中心质量部 □仓储部
□设备部 □人力资源行政部 □整机部 □机芯部 拟 制 田邦安 修订
会 签 □董事 □副总裁
□公司质量部 □总裁办公室
□研发中心 □计划采购部
□中国区营销中心
制造中心 □工程部
□海外营销中心 □计划部
□法务/证券部 □仓储部
□人力资源部 □设备部
□财务部 □ 人力资源行政部
□项目管理部 □质量部
□采购工程部 □ 整机部
□消费电子产品部 □机芯部
审 核
批 准
深圳创维数字技术股份有限公司
版本/版次 A/1 名 称 文 件 编 号
页 次 第2/6页
工 时 效 率 管 控 规 范 SWD/QR-26-XX
实施日期 2011-XX-XX
管 理 体 系 工 时 效 率 规 范
- 2 –
※ 本文件之著作权及营业秘密内容属于深圳创维数字技术股份有限公司,非经公司准许不得翻印※
标准时间测定(主要途径:秒表测时)
一、 获取充分的资料
1. 根据各工位作业指导,确定需要测时的工序内容。
2. 与时间研究有关的基础资料。
3. 操作方法资料。
4. 产品或零件材料的资料。
5. 操作者的资料。操作者的操作经验及技术水平。
二、 作业分解
1. 将各工位工序的有效时间与无效时间分开。
2. 工序之间界限清楚,即一个工序终止,另一个工序开始的瞬间作为分界点。
3. 物料搬运时间、拿放工具时间、等待时间、交谈时间与测试操作时间分开。
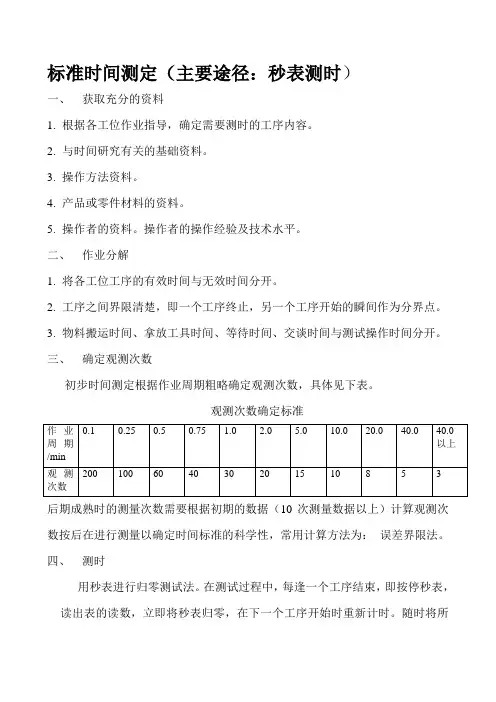
三、 确定观测次数
初步时间测定根据作业周期粗略确定观测次数,具体见下表。
观测次数确定标准
作业周期/min 0.1 0.25 0.5 0.75 1.0 2.0 5.0 10.0 20.0 40.0 40.0以上
观测次数 200 100 60 40 30 20 15 10 8 5 3
后期成熟时的测量次数需要根据初期的数据(10次测量数据以上)计算观测次数按后在进行测量以确定时间标准的科学性,常用计算方法为: 误差界限法。
四、 测时
用秒表进行归零测试法。在测试过程中,每逢一个工序结束,即按停秒表,读出表的读数,立即将秒表归零,在下一个工序开始时重新计时。随时将所
读数据填入记录表格。
五、 对所测数据进行数据分析。
首先剔除异常数据,运用剩余的合格数据分别求各工序观测时间的算术平均值,即为该工序的实际操作时间。
六、 计算正常时间以及评定系数的确定
正常时间=观测时间*评定系数
操作者的操作速度可能比标准速度快,也可能比标准时间慢,所以不能将所测时间认为是操作者以正常速度操作的时间,必须对此进行修正,使操作者操作时间变为不快不慢 的正常时间。根据操作者的技术复杂程度和操作熟练程度进行适当调整。评定方法常用的为:速度评定法、平准化法、客观评定法和合成评定法。
七、 确定宽放时间
确定宽放的两种方法:连续观测法、工作抽样法。
将生产中的任何中断,如个人的需要、工具修理、非工人原因造成的装配停滞等记录下来,然后进行分析。