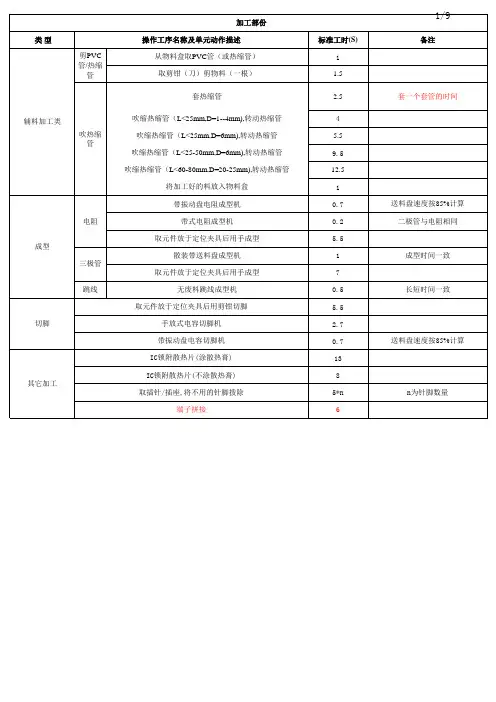
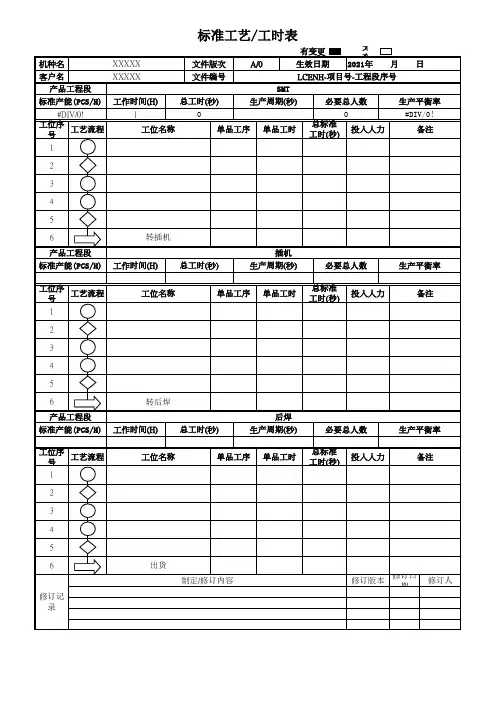
标准工时表模板
- 格式:xls
- 大小:141.50 KB
- 文档页数:1

T:代表"夹具/机器具/机器"(4)各部门认为标准工时不能真实体现作业状况时,可向有关部门申请重新测评。
总之,标准工时是实施现场管理的重要基础9 牢记要点计算标准工时要了解以下内容: _ 明确标准工时的作用 _ 做好标准工时测定准备 _ 计算标准工时 _ 修表真实的情况,故此应加以修正,乘上一定的评价系数,求得实际时间作为标准时间的主体,而实际时间应考虑一定的宽放,作为疲劳、等待、喝水、上厕所等必因素包括:操作者的熟练程度,设备工具的完善度,操作者的教育程度,工作的困难度。
时合理。
在计算标准工时时,要了解以下内容: 1.明确标准工时的作用利用标准时间,生产管制部门可以更精确地做生产计划,如在进度控制上有了问题,也可依标准时间来做人力调整。
水线生产的平衡。
一条流水线有很多工序,可依各工序的标准时间来配置人力,使生产线平衡、流畅。
业内容、达到什么精度、制定时间标准的费用等。
准时间资料法、计划估算法、实际成绩资料法、数学法等很多种类。
每个方法各有其特点,企业可以根据使用目的和测定的对象作业性质选择适当的方法。
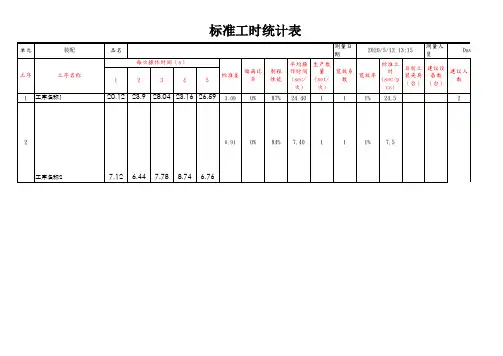
3进行测算,并连续测试20个以上的周期时间。
参照的作业人员,其劳动熟练程度与中等熟练人员的比较系数称为评核系数。
系数越大表示其劳动熟练程度越高。
劳宽放时间 宽放率= ×100%=管理宽放率+生理宽放率+疲劳宽放率 其中:管理宽放率一般取3%~10%; 疲劳宽放率一般取5%~20%; 生理产趋于稳定时(一般为生产一周以上),工艺人员应再次测评标准工时;必要时应予以修改,并发出变更通知。
应予以修改,并发出变更通知。
,并发出变更通知。
施现场管理的重要基础,准确的标准工时可以平衡生产线,有效分配工作人员,生产各部门都要依据标准工时制定相应的工作计划。
标准工时 _ 修改标准工时喝水、上厕所等必须要项的预备,这样才得到标准时间。
当的方法。
3.计算标准工时 (1)测算作业时间~20%; 生理宽放率一般取2%~5%。
工时分配表模板
项目名称:____________________
项目负责人:____________________
开始日期:____________________
结束日期:____________________
工时分配表是一种用于记录和跟踪员工工作时间的工具,通常包括任务、开始时间、结束时间、持续时间等信息。
以下是一个基本的工时分配表模板:
注意:
1. 开始日期和开始时间字段用于记录员工开始执行任务的日期和时间。
2. 结束日期和结束时间字段用于记录员工完成任务的日期和时间。
3. 总工时(小时)字段用于计算员工完成任务所需的总工时,可以通过结束时间和开始时间的差值来计算。
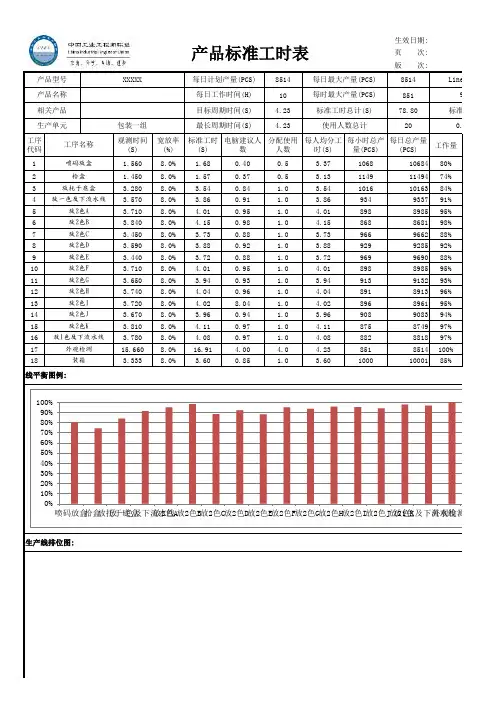
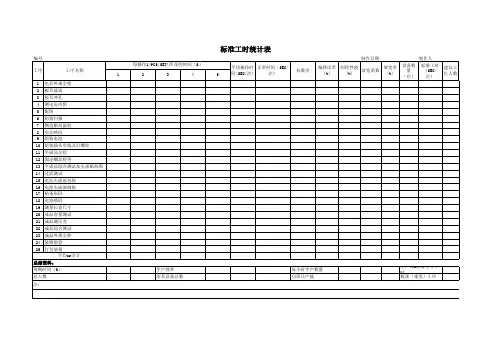
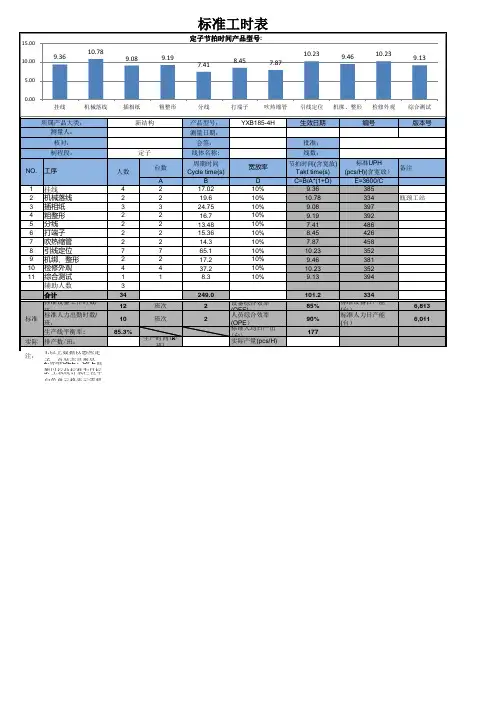
生效日期:页 次:85148514108514.2378.804.2320工序代码观测时间(S)宽放率(%)标准工时(S)电脑建议人数分配使用人数每人均分工时(S)每小时总产量(PCS)每日总产量(PCS)工作量11.5608.0% 1.680.400.5 3.3710681068480%21.4508.0% 1.570.370.5 3.1311491149474%33.2808.0% 3.540.84 1.0 3.5410161016384%43.5708.0% 3.860.91 1.0 3.86934933791%53.7108.0%4.010.95 1.0 4.01898898595%63.8408.0%4.150.98 1.0 4.158********%73.4508.0% 3.730.88 1.0 3.73966966288%83.5908.0% 3.880.92 1.0 3.88929928592%93.4408.0% 3.720.88 1.0 3.72969969088%103.7108.0%4.010.95 1.0 4.01898898595%113.6508.0% 3.940.93 1.0 3.94913913293%123.7408.0%4.040.96 1.0 4.04891891396%133.7208.0%4.028.04 1.0 4.028********%143.6708.0% 3.960.94 1.0 3.96908908394%153.8108.0%4.110.97 1.0 4.11875874997%163.7808.0%4.080.97 1.0 4.0888*******%1715.6608.0%16.91 4.00 4.0 4.238518514100%183.3338.0% 3.600.85 1.0 3.6010001000185%线平衡图例:生产线排位图:产品标准工时表放2色A 放2色B 放2色C 放2色D 放2色E 放2色F 工序名称喷码放盒拾盒放托于底盒放一色及下流水线相关产品目标周期时间(S)标准工时总计(S)标准工生产单元包装一组最长周期时间(S)使用人数总计0.02产品型号XXXXX 每日计划产量(PCS)每日最大产量(PCS)Line 均产品名称每日工作时间(H)每时最大产量(PCS)93.外观检测装箱放2色G 放2色H 放2色I 放2色J 放2色K 放1色及下流水线0%10%20%30%40%50%60%70%80%90%100%喷码放盒拾盒放托于底盒放一色及下流水线放2色A 放2色B 放2色C 放2色D 放2色E 放2色F 放2色G 放2色H 放2色I 放2色J 放2色K 放1色及下流水线外观检测装定:。