车间产品生产工时统计表审批稿
- 格式:docx
- 大小:45.12 KB
- 文档页数:4
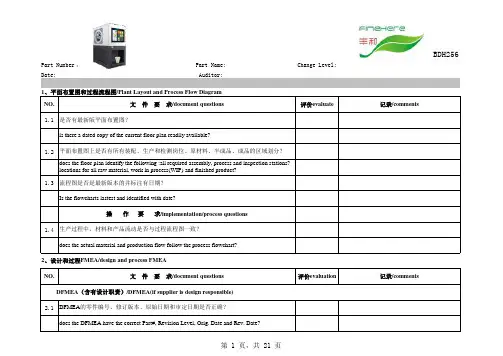
Process audit checklistBDH256Change Level:Audit Date:Auditor:NO.评价evaluate1.11.21.31.4NO.评价evaluation2.12、设计和过程FMEA/design and process FMEA does the actual material and production flow follow the process flowchart?DFMEA 的零件编号、修订版本、原始日期和审定日期是否正确?does the DFMEA have the correct Part#, Revision Level, Orig. Date and Rev. Date?does the floor plan identify the following :all required assembly, process and inspection stations?locations for all raw material, work in process(WIP) and finished product?Is the flowcharts lastest and identified with date?记录/comments记录/commentsPart Name:Part Number :文 件 要 求/document questions是否有最新版平面布置图?生产过程中,材料和产品流动是否与过程流程图一致?is there a dated copy of the current floor plan readily available?操 作 要 求/implementation/process questions文 件 要 求/document questionsDFMEA (含有设计职责)/DFMEA(if supplier is design responsible)平面布置图上是否有所有装配、生产和检测岗位、原材料、半成品、成品的区域划分?流程图是否是最新版本的并标注有日期?Process audit checklistBDH256Change Level:Audit Date:Auditor:Part Name:Part Number:3、控制计划/Control PlanProcess audit checklistBDH256Change Level:Audit Date:Auditor:Part Name:Part Number :4、 检验和试验/Inspection and TestingProcess audit checklistBDH256Change Level:Audit Date:Auditor:Part Name:Part Number :Process audit checklistBDH256Change Level:Audit Date:Auditor:Part Name:Part Number :Process audit checklistBDH256Change Level:Audit Date:Auditor:Part Name:Part Number :5、产品规范与图纸/Product Specifications & DrawingsProcess audit checklistBDH256Change Level:Audit Date:Auditor:Part Name:Part Number :6、过程监控与操作指导书/Process Monitoring & Operator InstructionsProcess audit checklistBDH256Change Level:Audit Date:Auditor:Part Name:Part Number :Process audit checklistBDH256Change Level:Audit Date:Auditor:Part Name:Part Number :Process audit checklistBDH256Change Level:Audit Date:Auditor:Part Name:Part Number :7、 Handling and storageProcess audit checklistBDH256Change Level:Audit Date:Auditor:Part Name:Part Number :8、包装与发运规范/Parts Packaging/Shipping SpecificationsProcess audit checklistBDH256Change Level:Audit Date:Auditor:Part Name:Part Number :Process audit checklistBDH256Change Level:Audit Date:Auditor:Part Name:Part Number :9、异常处理Process audit checklistBDH256Change Level:Audit Date:Auditor:Part Name:Part Number :Process audit checklistBDH256Change Level:Audit Date:Auditor:Part Name:Part Number :Process audit checklistBDH256Change Level:Audit Date:Auditor:Part Name:Part Number :Process audit checklistBDH256Change Level:Audit Date:Auditor:Part Name:Part Number :11、检测量具的评价/Gage & Check Fixture EvaluationProcess audit checklistBDH256Change Level:Audit Date:Auditor:Part Name:Part Number :12、产能验证/Line Speed & Capacity VerifiedProcess audit checklistBDH256Change Level:Audit Date:Auditor:Part Name:Part Number :Process audit checklistBDH256Change Level:Audit Date:Auditor:Part Name:Part Number :过程审核表Process audit checklistBDH256Change Level:Audit Date:Auditor:Part Name:Part Number :第 21 页,共 21 页。
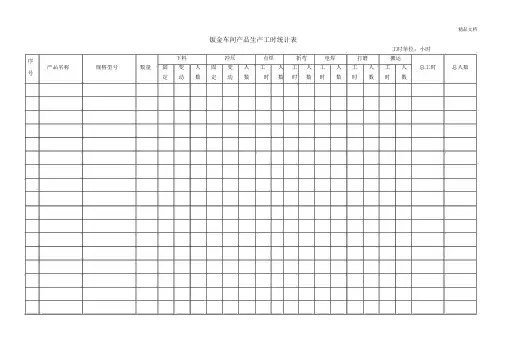
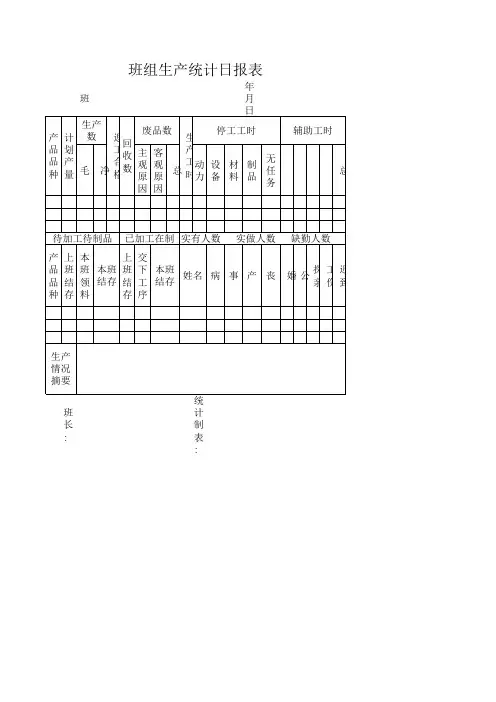
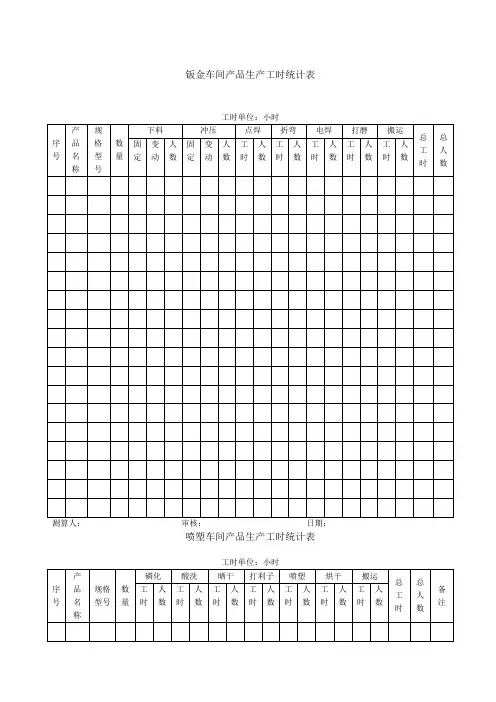
精品文档钣金车间产品生产工时统计表
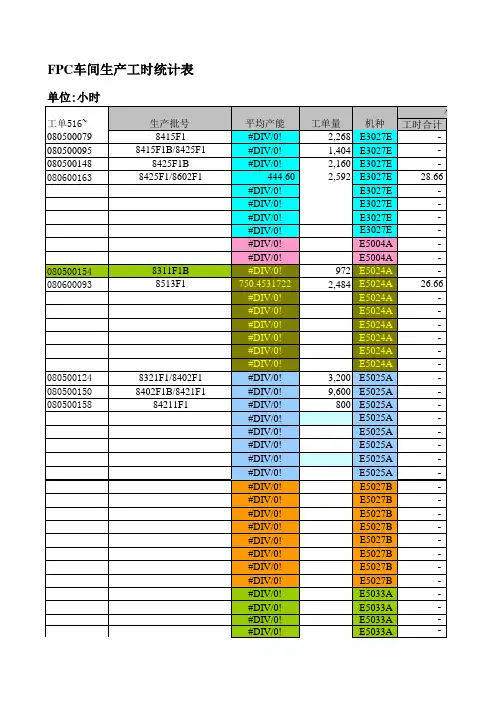
工时单位:小时
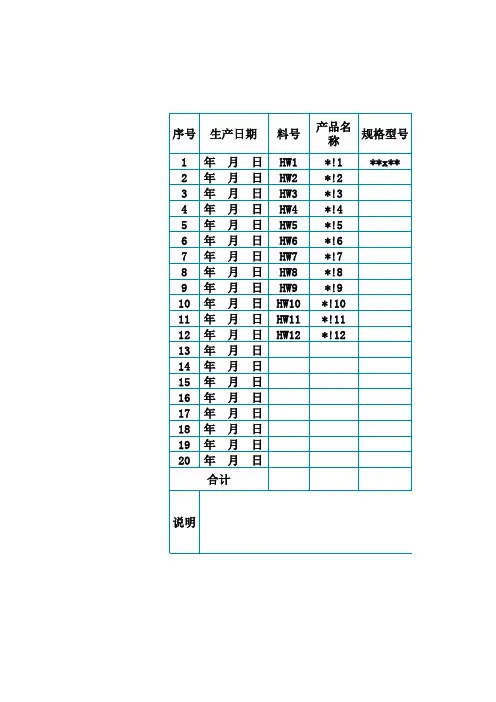
序
下料冲压点焊折弯电焊打磨搬运
产品名称规格型号数量固变人固变人工人工人工人工人工人总工时总人数
号
定动数定动数时数时数时数时数时数
测算人:审核:日期:
喷塑车间产品生产工时统计表
工时单位:小时
序
磷化酸洗晒干打利子喷塑烘干搬运
规格型号数量工人工人工人工人工人工人工人总工时总人数备注产品名称
号
时数时数时数时数时数时数时数
测算人:审核:日期:
成套车间产品生产工时统计表
工时单位:小时
箱体元器件一次线二次线铜排搬运
序产品名称规格型号数量工人工人工人工人工人工人总工时总人数备注号时数时数时数时数时数时数
3 1 3 1
4 2 6 2
5 1 1 1 4330 8
4000 6
测算人:审核:日期:。

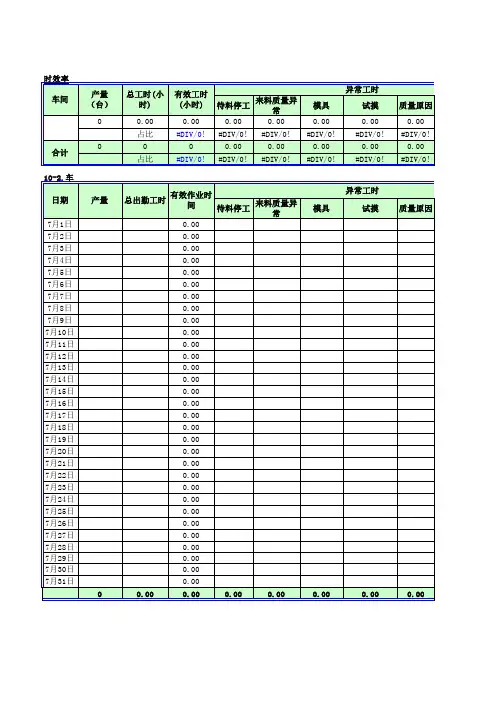
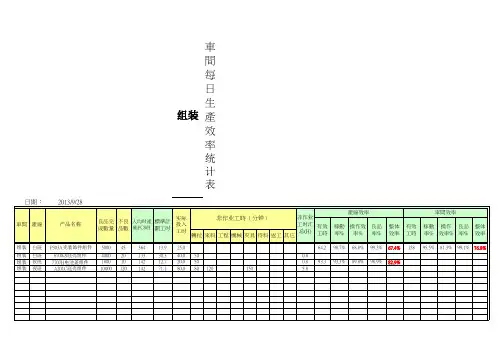
《工时定额完成率统计表》编制及使用说明一、编制说明1、编制目的及时掌握各公司工时定额完成率率变化的真实情况,分析产生变化的原因,及时根据各生产因素变化做出对策调整,达到各工序间的均衡生产,提高工时利用率,减少加班加点情况,进而提高公司生产运营的盈利能力。
2、表格关系说明工时定额完成率统计共需用到两个表格,其一是《生产能力平衡表》,其二是《工时定额完成率统计表》。
《平衡表》是分析生产线各工序间工序能力平衡情况的依据,也是为《统计表》提供基础数据的依据。
《统计表》是需要各生产单位每日填写上报的资料,也是分析工时利用情况的直接资料。
二、名词解释:1、设备能力:表示单台设备加工一件产品某工序需要的最短时间(包括设备自动加工时间、操作工的辅助操作时间中与设备自动加工时间不重合的部分),单位:分钟/件。
2、工序能力:表示某工序平均产出一件产品需要的时间,该能力同时考虑了设备数量和设备能力问题,单位:分钟/件。
当工序只有一台设备时,工序能力=设备能力;当工序有多台设备时,工序能力=1/[Σ(1/Xi)]。
3、工艺定员:表示工艺部门根据车间实际设备布局、设备能力、设备自动加工时间和辅助加工时间等具体情况为工序配置的人员数;生产线的工艺定员为各工序工艺定员之和。
4、工艺工时定额:各工序的工艺工时定额表示该工序每产出一件产品所花费的人工,单位:分钟·人/件或小时·人/件。
计算公式为:工艺工时定额=工序能力×工艺定员。
5、8时单班产量定额(三班生产制):表示8小时工作制下,扣除生理时间(每班按50分钟计)后,每班能够产出的产品数量,单位:件/班。
计算公式:对于单个工序,8时单班产量定额=430分钟/工序能力。
对于一条生产线,8时单班产量定额=430分钟/瓶颈工序的工序能力=430分钟/生产线节拍。
6、工序能力利用率:同一条生产线上的各工序生产能力发挥的情况都会受到瓶颈工序的制约,该指标表示的是理论上某一工序能够达到的最大工序能力利用情况。