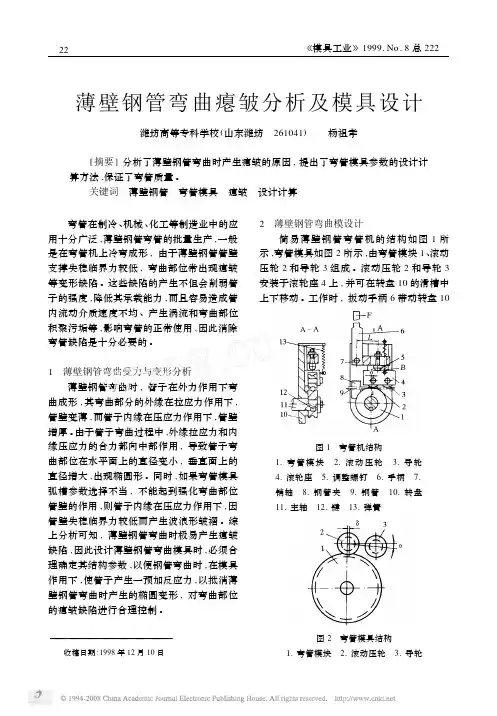
薄壁钢管弯曲瘪皱分析及模具设计
- 格式:pdf
- 大小:101.41 KB
- 文档页数:3

弯管原理及弯管模具设计教程
弯管是一种常见的管道加工方式,其原理是通过对金属管道施加一定的力以改变其形状。弯管模具是用于弯管加工的专用工具,通过设计和制造合适的弯管模具可以实现各种形状的弯管加工,提高生产效率和产品质量。
弯管的原理主要涉及材料的塑性变形和力的作用。首先,当外力作用在金属管道上时,管道开始产生弯曲应力。随着应力的增加,金属开始发生塑性变形。在弯管的过程中,管道内侧受到压缩应力,外侧受到拉伸应力。当外力作用达到一定程度,金属管道开始发生弯曲,直至弯管到达所需的角度。
弯管模具的设计是实现弯管加工的关键。设计弯管模具时需要考虑以下几个方面:
1.弯管的形状和尺寸:需要确定弯管的形状和尺寸,包括弯曲角度、弯管半径、弯管长度等。这些参数将直接影响到模具的设计和制造。
2.材料的选择:弯管模具需要承受较大的力,因此需要选择强度高、耐磨损的材料。一般常用的材料包括合金钢、合金铸铁等。
3.模具的结构:模具的结构应该尽可能简单、刚性较高,以确保弯管加工的精度和稳定性。一般情况下,模具由上模、下模和支撑架组成。
4.弯管的夹持方式:弯管模具需要提供足够的夹持力,以防止管道在弯曲过程中滑动或变形。常用的夹持方式包括机械夹持和液压夹持。 5.模具的加工和调试:模具的加工应根据实际需求进行,确保模具的精度和质量。在模具制造完成后,还需要进行调试和优化,以确保弯管加工的精度和质量。
弯管模具的设计与制造需要考虑多个因素,包括弯管的形状和尺寸、材料的选择、模具的结构、弯管的夹持方式以及模具的加工和调试等。通过合理的设计和制造,可以实现各种形状和规格的弯管加工,提高生产效率和产品质量。同时,模具的使用寿命和稳定性也是设计中需要考虑的重要因素,合理的材料选择和加工工艺能够延长模具的寿命,减少维护和更换成本。总之,弯管模具的设计是实现弯管加工的关键,对加工品质和效率有着重要的影响。
模具设计课程设计
弯曲模具设计说明书
--保持架异向弯曲工序模具设计
姓名:***
学号:***
班级:***
指导老师:***
日期:2014/12/27
1 模具设计课程设计
目录
1. 设计的目的和意义...................................................................................................................... 3
2. 弯曲零件图及工艺...................................................................................................................... 3
2.1. 弯曲零件图 ...................................................................................................................... 3
2.2. 工艺分析 .......................................................................................................................... 3
2.3. 材料分析 .......................................................................................................................... 4
2.4. 模具简图 .......................................................................................................................... 4

- 1 - 弯曲模具设计实例
《 弯曲模具设计实例》
一、模具基本结构及设计要领
1.模具结构:
弯曲模具是由上、下模、位模、形成座、导向座和台车组成的辊圆模具。弯曲模具的上模和下模是由侧辊、芯辊、护辊和台座组成,位模由位模座和台车组成。导向座由导向轴和支撑座组成。
2. 设计要领:
(1)根据工件的材料和尺寸,选择合适的材料和形状,并确定模具各部分的装配尺寸,确定各部分的定位方式。
(2)确定模具结构,设计模具上、下模、位模、形成座、导向座等部分的结构。
(3)根据总体尺寸,制作模具制作图,确定模具各部件的尺寸及加工方式。
(4)确定模具的运行系统,确定模具的运行参数。
(5)确定工序的装配方式,以及模具的拆装方式。
二、模具设计实例
1.模具简要参数
模具简要参数如下:
模具类型:弯曲模具
模具材料:铸钢
工件材料:铸钢 - 2 - 工件尺寸:300mm*300mm*50mm
2.模具设计
(1)上、下模设计:
模具上、下模由侧辊、芯辊、护辊和台座组成。
侧辊采用4个双面槽,台座采用金属冲夹紧的方式。侧辊上安装有2个芯辊,芯辊上设有两个弹性护芯,形成座可根据工件的形状进行绘制,形成座上安放1根导向轴,导向座上可安装2个弹性支撑座,保证工件精确地弯曲形状。
(2)位模设计:
位模由位模座、台车及导向轴等组成,台车内根据模具的尺寸,合理安放工件,并在位模座上设有专用的定位接口,保证工件的定位准确。
(3)模具运行系统设计:
模具的运行系统由上、下模侧辊驱动、位模导向座驱动以及台车滑动驱动组成。其中,上、下模侧辊驱动采用球形万向节及滚珠丝杠驱动的方式;位模台车采用滑块、滑轮及细导轨驱动的方式;台车滑动驱动采用伺服电机及滑动轴承的方式。
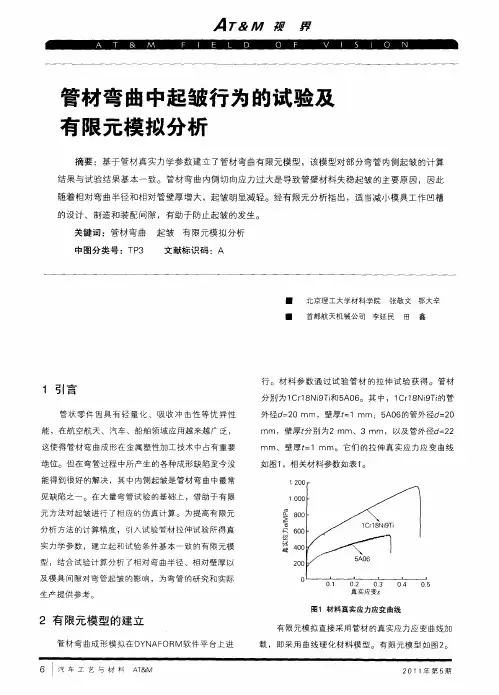
A T&M禳 界 管材弯曲中起皱行为的试验及 有限元模拟分析 摘要:基于管材真实力学参数建立了管材弯曲有限元模型,该模型对部分弯管内侧起皱的计算 结果与试验结果基本一致。管材弯曲内侧切向应力过大是导致管壁材料失稳起皱的主要原因,因此 随着相对弯曲半径和相对管壁厚增大,起皱明显减轻。经有限元分析指出,适当减小模具工作凹槽 的设计、制造和装配间隙,有助于防止起皱的发生。 关键词:管材弯曲 起皱有限元模拟分析 中图分类号:TP3 文献标识码:A 1引言 管状零件因具有轻量化、吸收冲击性等优异性 能,在航空航天、汽车、船舶领域应用越来越广泛, 这使得管材弯曲成形在金属塑性加工技术中占有重要 地位。但在弯管过程中所产生的各种成形缺陷至今没 能得到很好的解决,其中内侧起皱是管材弯曲中最常 见缺陷之一。在大量弯管试验的基础上,借助于有限 元方法对起皱进行了相应的仿真计算。为提高有限元 分析方法的计算精度,引入试验管材拉伸试验所得真 实力学参数,建立起和试验条件基本一致的有限元模 型,结合试验计算分析了相对弯曲半径、相对壁厚以 及模具间隙对弯管起皱的影响,为弯管的研究和实际 生产提供参考。 2有限元模型的建立 管材弯曲成形模拟在DYNAFQRM软件平台上进 一 北京理工大学材料学院 张敬文鄂大辛 ● 首都航天机械公司李延民 田 鑫 行。材料参数通过试验管材的拉伸试验获得。管材 分别为1Crl8Nj9Ti和5AO6。其中,1Crl8Ni9Ti的管 外径d=20 mm,壁厚f:1 mm:5A06的管外径d=20 mm,壁厚 分别为2 mm、3 mm,以及管外径d=22 mm、壁厚 =1 mm。它们的拉伸真实应力应变曲线 如图1,相关材料参数如表1。 co 凸_ 乏 矧: 0 1 0 2 0 3 0 4 0 5 真实应变s 图1材料真实应力应变曲线 有限元模拟直接采用管材的真实应力应变曲线加 载,即采用曲线硬化材料模型。有限元模型如图2。 6 j汽车工艺与材料AT&M 201 1年第5期